
Fターム[4F204EB12]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (4,116) | 予め形成された挿入物等との一体化成形 (1,633) | インサート成形 (461)
Fターム[4F204EB12]に分類される特許
1 - 20 / 461
インサート部品設置装置及びそれを備えた発泡材成形機
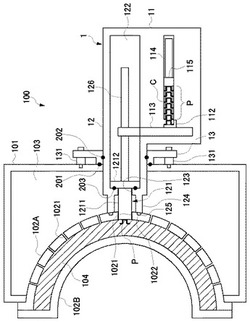
【課題】 低コスト、省スペースであり、インサート部品の設置位置が制約されることなく、インサート部品を成形空間内に設置できるインサート部品設置装置を提供する。
【解決手段】 発泡材成形機100の成形空間104にインサート部品Pを供給するインサート部品設置装置1は、インサート部品Pを保持するとともに、成形時に、保持されたインサート部品Pが成形空間104の内部に位置するように、成形空間104を形成する金型102Aの一部となる保持部材121と、金型102Aの一部として成形空間104を形成する成形位置と、新たなインサート部品Pを供給する退避位置との間で、保持部材121を駆動する駆動機構126とを備えている。
(もっと読む)
クッションパッドの製造方法及び発泡成形型

【課題】車両用、特には自動車用のシートクッションパッド2に、裏面に近接して耐力フレーム27を埋め込むにあたり、エアポケットや欠肉といった不具合の発生を低減でき、しかも、製造効率や作業性に優れたものを提供する。
【解決手段】耐力フレーム27の近傍におけるキャビティー16の天井面について、一部が中子型13によって形成されるようにする。すなわち、中子型13から、ひさし状の延在部51が耐力フレーム27の上方にまで延びるようにすることで、上型11と中子型13とのパーティングライン18が、耐力フレーム27の真上に来るようにする。また、さらには、ひさし状延在部51よりもさらに突き出すフレーム取り付け用延在部52を設けることで、中子型13に耐力フレームを取り付けるようにする。
(もっと読む)
槽及び槽の成形方法
【課題】注型成形時に水返し片を構成する板状部材と金型の間への樹脂の浸入を防止することができる槽と、当該糟の成形方法を提供する。
【解決手段】下金型に、水返し片15を構成するインサート部材5,6を挿入する溝を設け、溝内に挿入したインサート部材5,6の上からエラストマ7,8を圧入する。溝の角部に相当する部位にはゴム部材9を圧入配置する。そして金型のキャビティに成形樹脂材11を充填すると、成形樹脂材11は、槽本体1a,上縁フランジ部1bを成形すると共に、インサート部材5,6、エラストマ7,8を槽本体1aと一体化する。その際、成形樹脂材11は、インサート部材5,6と金型の間の隙間に浸入することができない。そのため、脱型時に円滑に脱型できる浴槽1を提供することができる。
(もっと読む)
成形品の製造方法
【課題】成形品毎の固体粉末の混合比率のばらつきを抑え、効率よく部品を成形することができる成形品の製造方法を提供する。
【解決手段】リアクトルの製造方法は、投入工程S10と攪拌工程S11と埋設工程S12と硬化工程S13とによって構成されている。投入工程S10はケースに熱硬化性樹脂及び鉄粉を投入する工程である。攪拌工程S11はケース内に投入された熱硬化性樹脂及び鉄粉をケース内において攪拌して熱硬化性樹脂中に鉄粉を分散させる工程である。埋設工程S12はケース内において攪拌された熱硬化性樹脂及び鉄粉にケースを振動させながらコイルを押込み埋設させる工程である。そのため、低い圧力でコイル10を押込み埋設させることができる。硬化工程S13はコイルを埋設された熱硬化性樹脂及び鉄粉に熱を加え硬化させる工程である。これにより、リアクトル毎の鉄粉の混合比率のばらつきを抑え、効率よく部品を成形することができる。
(もっと読む)
成形品の製造方法
【課題】成形品毎の固体粉末の混合比率のばらつきを抑え、効率よく成形品を製造できる成形品の製造方法を提供する。
【解決手段】
リアクトルの製造方法は、投入工程S10と、攪拌工程S11と、埋設工程S12と、硬化工程S13とによって構成されている。投入工程S10は、ケースに熱硬化性樹脂及び鉄粉を投入する工程である。攪拌工程S11は、ケース内に投入された熱硬化性樹脂及び鉄粉をケース内において攪拌して熱硬化性樹脂中に鉄粉を分散させる工程である。埋設工程S12は、ケース内において攪拌された熱硬化性樹脂及び鉄粉にコイルを押込み埋設させる工程である。硬化工程S13は、コイルを埋設された熱硬化性樹脂及び鉄粉に熱を加え硬化させる工程である。これにより、リアクトル毎の鉄粉の混合比率のばらつきを抑え、効率よく部品を成形することができる。
(もっと読む)
ワイヤハーネスおよびその製造方法
【課題】発泡樹脂で成形された部分の耐摩耗性を向上させる。
【解決手段】電線束Wの外周に該電線束を覆うように発泡樹脂成形体50がモールドされたワイヤハーネスWHにおいて、発泡樹脂成形体50の外表面に樹脂フィルム30が密着して配されている。下型10と上型20の内面に樹脂フィルム30を配置した上で、下型の配索溝11、12に沿って電線束Wを配置し、その状態で配索溝に発泡樹脂41を注入して発泡させることで、電線束の外周を覆うように発泡樹脂成形体50を成形すると同時に発泡樹脂成形体の外表面に樹脂フィルム30を接着する。
(もっと読む)
繊維体の固定方法及び発泡成形体の製造方法
【課題】被固定物に対して繊維体を容易に固定することができる繊維体の固定方法及び発泡成形体の製造方法を提供する。
【解決手段】開口部53と当該開口部53の周縁部に設けられたエッジ部54とが形成された固定プレート52を用いて、固定プレート52の開口部53に繊維体14を押し込むことにより、繊維体14をエッジ部54に引っ掛けて固定する。このように、固定プレート52の開口部53に繊維体14を押し込むだけで、当該繊維体14の任意の位置を固定プレート52のエッジ部54に引っ掛けて固定することができるので、被固定物に対して繊維体14を容易に固定することができる。
(もっと読む)
樹脂注型金型
【課題】可動側封着金具と樹脂侵入防止部材間に設けられるシール部材を所定圧力で圧縮することができる樹脂注型金型を提供する。
【解決手段】一方のキャビティー2aを設けた一方の金型1aと、一方のキャビティー2aと組合される他方のキャビティー2bを設けた他方の金型1bと、キャビティー2a、2b内にセットされる真空バルブ3と、真空バルブ3の可動側封着金具7と可動側通電軸8とを囲むような樹脂浸入防止部材の可動側シールド9と、可動側シールド9と可動側封着金具7間に設けられたシール部材10と、可動側シールド9を移動させる移動装置とを備え、移動装置は、一方の金型1aと他方の金型1bとを閉鎖することで、シール部材10を圧縮する方向に可動側シールド9を移動させるとともに、この可動側シールド9に加圧ばね25のばね力を加えるようになっている。
(もっと読む)
シートクッションパッドの製造方法
【課題】上型に対する補強布の取付作業が容易なシートクッションパッドの製造方法を提供する。
【解決手段】補強布14に取り付けられた変形可能な形状記憶部材52を、上型3(内型22)の形状に沿うように変形させ、その形状を維持させることにより、補強布14を上型3の形状に沿った状態で取り付ける。形状記憶部材52を上型3の形状に沿うように変形させるだけで、その形状を維持させることができるので、固定ピンを用いた方法などと比較して補強布14の取付作業が容易である。
(もっと読む)
ブッシング及びその製造方法
【課題】複合絶縁部材の接着強度を向上させてコンパクトで絶縁性能及び機械強度に優れ、更に製造コストの低減も可能なブッシング及びその製造方法を提供すること。
【解決手段】導体1と、導体1と一体にモールド成形され、導体1を覆うエポキシ樹脂により形成されたモールド部材2と、モールド部材2の表面にシランカップリング剤が塗布された後、導体1を覆うモールド部材2と一体にモールド成形され、モールド部材2を覆うとともに主剤及び硬化剤からなる二液性の付加型液状シリコーンゴムにより形成されたモールド部材4と、を備えたブッシングを提供する。
(もっと読む)
インサート成形用金型構造及びインサート成形方法
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
製品情報を付した電気ケーブル及びその製品情報付加方法
【課題】モールド装置や金型の構造を大幅に変更せず、また、製品情報の刻印工程をモールド成形工程と別途に行うことなく電気ケーブルの樹脂成形部に製品情報を付加する。
【解決手段】機能性部品19を支持ピン51で支持しモールド成形することにより、樹脂成形部13を形成してなる電気ケーブルにおいて、樹脂成形部には、製品情報に応じた支持ピンの組み合わせによる複数の貫通孔15a-hが形成されており、支持ピンの断面形状及び/又は断面の向きを変えることにより、前記複数の貫通孔の組み合わせに複数のパターンを与えることで、製品情報を判別できるようにした。
(もっと読む)
転写ローラ、その製造方法および画像形成装置
【課題】低硬度で良好な密着性を有する転写ローラ、およびその転写ローラを装着した画像形成装置を提供する。
【解決手段】芯金の周りにポリウレタンフォーム層が成形型内で形成された転写ローラであって、該ポリウレタンフォーム層の表面の平均開口径(A)が0.05mm以上0.5mm以下であり、表面から1mm芯金側にある該ポリウレタンフォーム層の平均セル径(B)が0.1mm以上1.0mm以下、該ポリウレタンフォーム層の表面の平均セル壁(C)が0.03mm以上0.5mm以下である。
(もっと読む)
バタフライ弁用弁箱およびその製造方法
【課題】成形不良が改良可能なバタフライ弁用弁箱およびその製造方法を提供する。
【解決手段】バタフライ弁用弁箱の製造方法は、取付部3bを補強する工程として、下型11および中型12で囲まれた凹所11a,12aのリング部に近い側において弁棒挿入部3aを囲むように複数の充填材21a,21b,21c,21dを配置する工程と、下型11および中型12で囲まれた凹所11a,12aのリング部から遠い側において弁棒挿入部3aを囲むようにプレ成型品を配置する工程と、充填材21a,21b,21c,21dおよびプレ成型品を囲むようにガラス繊維シート基材25を配置する工程と、充填材21a,21b,21c,21d間の隙間および充填材21a,21b,21c,21dとガラス繊維シート基材25との間の隙間にガラス繊維基材小片26を配置する工程と、上型に押さえられる部分に腕上部プリフォーム27を配置する工程とを含んでいる。
(もっと読む)
ハニカムサンドイッチ構造複合材およびハニカムサンドイッチ構造複合材の製造方法
【課題】ハニカムコアのセル空間内の樹脂量を少なくすることができ、優れた強度と耐久性とを有するとともに、電磁波を反射および減衰吸収するシールド効果を有するハニカムサンドイッチ構造複合材を提供する。
【解決手段】ハニカムコア1と、ハニカムコア1の両面に接着層2を介して配置された金属シート3と、金属シート3のハニカムコア1と反対側の面に絶縁部材4を介して配置されたカーボン繊維シート5とを備え、樹脂トランスファー成形法で成形されたものであるハニカムサンドイッチ構造複合材10とする。
(もっと読む)
ポリウレタンフォームローラの製造方法
【課題】内層と外層の境界部分が連続したセル構造を有し層間剥離等の問題がない二層のポリウレタンフォーム層を有するローラの提供。
【解決手段】円筒状部材1、上駒部材と下駒部材4を備えたローラ成型用金型と、発泡材料受け部5とを有する発泡成形装置を用いて、芯金2を上駒部材と下駒部材4で保持した状態で、発泡材料受け部5内に2種類のポリウレタン発泡材料をそれぞれ下層と上層に分離配置した後に該発泡材料受け部5を該下駒部材4に結合する工程、上層のポリウレタン発泡材料8をローラ成型用金型内に発泡注入させて円筒状部材1の内壁面にポリウレタンフォーム層の外層を形成する工程、次いで下層のポリウレタン発泡材料7を前記ローラ成型用金型内に発泡注入させて前記芯金2と前記外層との間にポリウレタンフォーム層の内層を形成する工程、によってポリウレタンフォームローラを製造する。
(もっと読む)
発泡体コアの製造方法
【課題】発泡体コアの寸法精度を向上する。
【解決手段】複数のインサート部材を型にセットすると共に、位置合わせ基準となるインサート部材の間を仕切って仕切部材を発泡成形型のキャビティに設置したもとで、発泡成形型内で発泡体原料を発泡および硬化することで、発泡体コアの外形に合わせて成形された一次成形体を得る。一次成形体を仕切部材で分割することで、基準となるインサート部材を含むブロックを得る。基準となるインサート部材に基づいて各ブロックを位置合わせし、該ブロック同士を接合することで、発泡体コアを得る。
(もっと読む)
孔開きヘッドレストとその製造方法
【課題】孔開きヘッドレストにおいて、フレームの挿入が容易で、ヘッドレストの外観品質に優れ、成形性を向上させる。
【解決手段】孔開きヘッドレストは、略逆U字状本体1とこの本体1の内側に固定した中央部2とからなる。本体1は中央部2を固定する内面を開放状に縫製した袋状の表皮材11と、この表皮材11内に挿入するステー31と一体のフレーム30と、このフレーム30及び表皮材11内に一体発泡成形したパッドからなり、フレーム30がパッド成形前に、表皮材11内に挿入し易いよう形成される。中央部2は軟質合成樹脂発泡品で、中央部2を発泡成形するので、通孔H、Hが複雑な形状でも容易に成形できる。中央部2の凹溝内にパッド成形時にパッド成形用発泡液が入り込むように形成すると、本体1と中央部2との結合性が向上する。
(もっと読む)
発泡成形体の取付部材、発泡成形部材、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】被取付部材に設けられた複数個の被係止部にそれぞれ係合する複数個の係止部を備えた発泡成形部材を容易に製造することが可能な発泡成形体の取付部材と、この取付部材を備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】取付部材10は、発泡成形体2を被取付部材20に取り付けるためのものである。取付部材10は、被取付部材20に設けられた被係止部21と係合する係止部11を備えている。取付部材10は、発泡成形体2とインサート成形により一体化される。取付部材10は、複数個の係止部11と、該係止部11同士を連結した連結部12とを備えている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の外周面に十分に発泡成形体の発泡合成樹脂を結合させることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。クリップ10は、少なくともクリップ本体11の先端側が発泡成形体2に埋設されるようにして該発泡成形体2と一体化される。クリップ本体11のうち、少なくとも発泡成形体2に埋設される部分の外周面に、複数個の突起部17が設けられている。
(もっと読む)
1 - 20 / 461
[ Back to top ]