
Fターム[4F204EK15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 冷却 (55)
Fターム[4F204EK15]の下位に属するFターム
製品内部からの (9)
Fターム[4F204EK15]に分類される特許
1 - 20 / 46
クッションパッドの製造方法及び製造装置
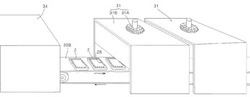
【課題】シート用クッションパッドの製造方法及び製造装置において、製品性能への影響や製造効率の低下を招くことなく、バリ取りの作業性を向上させることができるものを提供する。
【解決手段】クッションパッド2を発泡成形型1から脱型した後、特にはクラッシング装置34を通過した後に、送風冷却装置31中にて、搬送しつつ、クッションパッド2のバリ形成側の面(裏面)に風をあてる。これにより、発泡成形体の平均表面温度(バリ26の根元部)を35℃以下、好ましくは30℃以下に冷却する。このように適度に冷却されると、未だ硬化が完了していないバリ26の根元部は、「粘り気」が低減され、また、硬くもならないので、切断除去の作業性が向上する。一例において、切断除去の時間は、10%低減される。
(もっと読む)
プラスチックレンズの離型方法

【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】樹脂部材を連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、連続繊維補強材の繊維配向が乱され難く、樹脂部材と連続繊維補強材の密着強度の高い繊維強化樹脂材を製造することのできる製造方法を提供する。
【解決手段】成形型10を構成する下型2のキャビティ面の上に熱可塑性樹脂からなる第1のマトリックス樹脂5a内に連続繊維5bが含有されてなる連続繊維補強材5を載置して型閉めし、下型2は第1のマトリックス樹脂5aの融点未満の温度に調整し、上型1は第1のマトリックス樹脂5aの融点以上の温度に調整しておくステップ、熱可塑性樹脂からなり、溶融している第2のマトリックス樹脂6aの塊6をキャビティC内にチャージし、冷却して第1、第2のマトリックス樹脂5a,6aを硬化させ、第2のマトリックス樹脂が硬化してなる樹脂部材6”の一部を連続繊維補強材5’が補強してなる繊維強化樹脂材20を製造するステップからなる。
(もっと読む)
粗糸の束、粗糸の束を製造する方法、及び加工物を製造する方法
【課題】粗糸の束を製造する有利な方法を提供する。
【解決手段】粗糸1の束5を製造する方法において、長手方向一方向繊維の多数の粗糸1と、付加的な構成要素2,36とを束5に集合させる。
(もっと読む)
ブッシング及びその製造方法
【課題】複合絶縁部材の接着強度を向上させてコンパクトで絶縁性能及び機械強度に優れ、更に製造コストの低減も可能なブッシング及びその製造方法を提供すること。
【解決手段】導体1と、導体1と一体にモールド成形され、導体1を覆うエポキシ樹脂により形成されたモールド部材2と、モールド部材2の表面にシランカップリング剤が塗布された後、導体1を覆うモールド部材2と一体にモールド成形され、モールド部材2を覆うとともに主剤及び硬化剤からなる二液性の付加型液状シリコーンゴムにより形成されたモールド部材4と、を備えたブッシングを提供する。
(もっと読む)
電子写真現像部材及びその製造方法
【課題】弾性層と表面層の接着力が強く、高速で長時間に亘って反復使用しても、表面層の剥離が生じにくい、耐久性に優れる電子写真現像部材を提供し、この電子写真現像部材を容易に効率よく製造することができる製造方法を提供する。
【解決手段】軸芯体1aと、軸芯体の周囲に設けられるゴム成分を含む弾性層1bと、弾性層上に樹脂成分を含む表面層1cとを有する電子写真現像部材である。弾性層は、内部に中空部を形成するシェル部に、表面に開口し、開口と中空部とを連通する細孔を有する中空粒子を表面領域に偏在して含有し、中空粒子は表面層を構成する樹脂成分を保持している。
(もっと読む)
濾過材およびその濾過材を用いた水処理装置ならびにその濾過材の製造方法
【課題】捕捉できる異物の大きさに幅を持たせて濾過性能を向上させることのできる濾過材およびその濾過材を用いた水処理装置ならびにその濾過材の製造方法を得る。
【解決手段】多数の気孔2が相互に連通するように形成されて流体の通過を許容する濾過材1であって、気孔2の孔径dを、通過する流体の上流側から下流側に向かって徐々に小さくなるようにした。
(もっと読む)
光学レンズおよびその製造方法
【課題】成形後のレンズの離型性が良く作業性に優れ、かつ、高屈折率で脈理の少ない光学レンズの製造方法の提供。
【解決手段】本発明の光学レンズの製造方法は、1分子中にエピチオ基を2個以上有する化合物(A)、硫黄含有無機化合物(B)、1分子中にメルカプト基を2個以上有する化合物(C)を含む光学用樹脂組成物を増粘させて、20℃における粘度を130mPa・s以上とし、この光学用樹脂組成物をレンズ成形用モールドに注入して重合硬化させることを特徴とする。
(もっと読む)
注型成形方法
【課題】成形時における金型内の樹脂の収縮量に応じて樹脂を追加注入する際に、金型の注入口が詰まることなく注入可能であり、成形品の表面側の形状を安定させ、且つかすれ不良なく、金型内に樹脂を充填可能であり、また、脱型時に樹脂が未硬化になりにくく、未硬化の樹脂が注入口や成形品に付着することをより確実に回避可能である注型成形方法の提供。
【解決手段】金型内部にある樹脂注入口近傍であって、周囲より容積の大きな空間に樹脂を充填する工程と、金型を形成する部位に温度差を設ける工程と、追加樹脂の注入中に金型の前記空間近傍を冷却する工程と、追加樹脂の注入後に金型の前記空間近傍を加熱する工程を含むことを特徴とする注型成形方法を提供する。
(もっと読む)
インサート成形方法
【課題】 簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状部品3を、金型のキャビティ2内に設置し、前記中空形状部品3の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。これによって、異なる材質の2層構造を有し、従来の成形方法では得られない視覚的な効果を有し、付加価値の高い成形品が得られる。
(もっと読む)
絶縁部品およびその製造方法
【課題】硬化応力を低減してインサート部品と絶縁樹脂との界面剥離を防止可能な絶縁部品およびその製造方法を提供する。
【解決手段】絶縁樹脂1を間に挟んで円筒体2の外周側を取り囲むようにシールド4が配置されている。円筒体2の円筒形状の内周面を、絶縁樹脂1を介在してシールド4側に向けて押し拡げるように円筒体2内に円柱導体3が配置されている。
(もっと読む)
プラスチックレンズの製造方法
【課題】プラスチックレンズの製造方法を提供する。
【解決手段】エピスルフィド化合物と硫黄とを混合して反応させる反応工程S1と、この反応工程S1の後に、反応抑制剤を添加する(S2)と共に冷却する冷却工程S3と、この冷却工程S3の後に、得られたプレポリマーとポリチオール化合物とを混合する工程S4とを有し、冷却工程S3では冷却時間を一定時間に制御して冷却を行い、この一定時間を、30分〜90分の範囲内の特定の時間として、プラスチックレンズを製造する。
(もっと読む)
圧縮樹脂封止成形に用いられる離型フイルム装着方法及び装置
【課題】離型フイルムを用いて半導体素子等の電子部品を圧縮樹脂封止成形する際にこの離型フイルムを下型キャビティ面に効率良く装着する。
【解決手段】樹脂封止成形用の上型6と下型10とを離反させた状態で下型のキャビティ面106に成形品離型用のフイルム16を供給し、次に、下型のキャビティ面106に張設された離型フイルム16における下型キャビティ部の外方周縁部に対応する周縁部位を吸引支持し、この状態で、離型フイルム16に圧縮エアA1を供給して膨らませながら離型フイルム16を下型キャビティ面106にフイット211bさせる。また、このとき、下型キャビティ面106側から離型フイルム16を吸引22する減圧作用を併用して離型フイルム16の装着を補助する。
(もっと読む)
電子部品の圧縮樹脂封止成形方法及び装置
【課題】半導体素子等の電子部品を液状熱硬化性樹脂材料Rにて封止成形するための圧縮樹脂封止成形装置の全体的な装置構造を小型化及び軽量化する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、ゲートノズル15を通して所定量の液状熱硬化性樹脂材料Rを下方の下型キャビティ(106) 内に供給すると共に、基板を上下両型(6、10) 間に供給してこの上下両型を型締めすることにより基板上の電子部品を下型キャビティ(106) 内の該樹脂材料中に浸漬させる。その後、該樹脂材料に所定の型締圧力を加えて圧縮樹脂成形する。
また、この成形時にゲートノズル15及び上下両型の冷却手段(154a、64、104)による温度管理を行う。この型構造とゲートノズル15の配設により装置の小型軽量化が図れる。
(もっと読む)
樹脂封止成形用型の加熱冷却方法及び装置
【課題】成形装置における上下両型の加熱冷却工程を効率良く且つ迅速に行う、小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形することができる加熱冷却方法とその装置を提供する。
【解決手段】上型6と下型10に冷却手段64、104を備えると共に、上型6内に冷却手段を備えたゲートノズル15を配設する。更に、成形時には上型6と上型加熱用のヒータ52及び下型10と下型加熱用のヒータ94との間に空気断熱用の間隙Sを設定した状態で上下両型6、10を冷却する冷却工程を行い、また、この間隙Sを無くした状態で上下両型6、10を加熱する冷却工程を行う。減圧作用と弾性部材63、103を用いた簡易手段によって間隙Sの設定・解除と上下両型6、10の加熱・冷却の切り替えを迅速に行う。
(もっと読む)
電子部品の圧縮樹脂封止成形方法
【課題】半導体素子等の電子部品を小型・軽量化した圧縮樹脂封止成形装置を用いて樹脂封止成形する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、成形時には上型6と上型加熱用ヒータ(52)及び下型10と下型加熱用ヒータ(94)との間に空気断熱用の間隙Sを設定した状態で上下両型(6、10) を冷却し、また、この間隙Sを無くした状態で上下両型(6、10) を加熱する温度管理を行う。
また、この型構造とゲートノズル15の配設により装置の小型軽量化が図れると共に、樹脂材料の性状に適応した温度管理を行うことができる。
(もっと読む)
赤外線照射部材及び赤外線透過ブロックを用いた圧縮成形装置及び圧縮成形方法
【課題】 電子部品のチップ6等を搭載した大型基板7等の大面積を圧縮成形する場合の樹脂封止装置において、樹脂材料9の加熱作用や成形品14の離型作用を改善して樹脂成形効率を向上させると共に、型加熱効率を向上させて電力の節減化を図る。
【解決手段】 樹脂封止成形用型1における樹脂成形用凹部10を、赤外線透過性を有するブロック4・8の表面に形成すると共に、前記赤外線透過ブロック4・8の背面側に該赤外線透過ブロック4・8背面の形状及び大きさに対応する形状及び大きさとして形成された赤外線照射部材5・11を配設し、さらに、前記赤外線照射部材5・11における背面、側面及び赤外線透過ブロック4・8の側面とに前記赤外線照射部材5・11から照射された赤外線を反射する赤外線反射部材12・13を配設する。
(もっと読む)
アスファルト製品小分け方法、アスファルト製品小分け装置および型枠
【課題】短時間で連続的にアスファルト製品を型枠の容積の大きさ以下に効率よく小分けして冷却することのできるアスファルト製品小分け方法を提供する。
【解決手段】型枠に液状冷媒を染み込ませて型枠を表乾状態にする表乾工程と、表乾状態の上面が開放した型枠内に、アスファルトを主成分とする溶融状態のアスファルト製品を注入する注入工程と、型枠内の溶融状態のアスファルト製品に液状冷媒を吹き付け、溶融状態のアスファルト製品の外周表面を冷却して硬化させる外周表面硬化工程と、型枠内の外周表面が硬化したアスファルト製品を液状冷媒で冷却する冷却工程と、型枠から脱型可能に外周が硬化したアスファルト製品を脱型する脱型工程とを備える。
(もっと読む)
成形シミュレーション装置及び成形シミュレーション方法
【課題】 有限差分法による成形型内の融解した成形材料の流動解析において高い精度を有する成形シミュレーション装置及び成形シミュレーション方法を提供する。
【解決手段】内部空間要素と型要素と注入口要素とに分類された要素情報のうち互いに隣接する内部空間要素及び型要素の組に係る内部空間要素及び型要素の少なくとも一方である仮定対象要素を抽出し、仮定対象要素が内部空間要素である場合に該内部空間要素を流速仮定内部空間要素とし、仮定対象要素が型要素である場合に該型要素に隣接する内部空間要素を流速仮定内部空間要素とし、流速仮定内部空間要素と該流速仮定内部空間要素に隣接する型要素との間の境界面に対して垂直な該流速仮定内部空間要素のいずれかの部分における該融解した成形材料の流速を、該型要素とは反対側の該流速仮定内部空間要素の境界面を横切る該融解した成形材料の流速に基づき仮定する。
(もっと読む)
注入ノズル
【課題】熱硬化性樹脂の注型成形にあたり、金型に接続される注入ノズル内での熱硬化性樹脂の熱硬化を抑制し、注入ノズルの詰まりを抑制すると共に注入ノズルの洗浄が容易となる注入ノズルを提供する。
【解決手段】注入ノズル1は、熱硬化性樹脂6を注型成形するための金型4に装着され、前記金型4内のキャビティ5に連通して前記キャビティ5へ熱硬化性樹脂6を注入するために用いられる。この注入ノズル1は、前記キャビティ5に連通する熱硬化性樹脂6の流路である注入路2と、この注入路2内の熱硬化性樹脂6を冷却するための冷却手段3とを備える。このため、注型成形時に冷却手段3により注入路2内の熱硬化性樹脂6が冷却されてこの熱硬化性樹脂の温度上昇が抑制され、この熱硬化性樹脂の熱硬化が抑制される。
(もっと読む)
1 - 20 / 46
[ Back to top ]