
Fターム[4F204EK25]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 成形品の取出し (202)
Fターム[4F204EK25]に分類される特許
1 - 20 / 202
樹脂膜形成装置
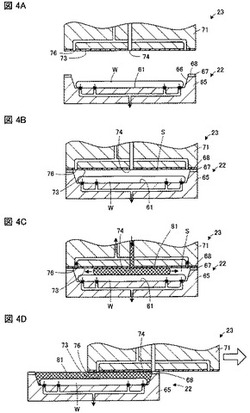
【課題】液状樹脂の廃棄を少なくして、樹脂膜の形成コストを低減すること。
【解決手段】本発明の樹脂膜形成装置(2)は、ウェーハ(W)を保持する吸着面(61)を囲むように環状凸部(65)が設けられた成膜用テーブル(22)と、成膜用テーブル(22)の環状凸部(65)に当接して、ウェーハ(W)上方に液密な空間(S)を形成する塗布部(23)とを備え、塗布部(23)には、液密な空間に液状樹脂を供給する供給口(74)と、ウェーハ(W)の外周側に対向する位置において液密な空間(S)内を吸引する吸引溝(76)とが形成され、成膜用テーブル(22)と塗布部(23)とを相対的にスライドさせる構成にした。
(もっと読む)
ストラップ付き硬質ウレタン発泡体の製造方法

【課題】作業時間の短縮、型費削減を実現し、品質確保しながら生産性向上に貢献するストラップ付き硬質ウレタン発泡体の製造方法を提供する。
【解決手段】型開状態下、ストラップ基端部52が型閉じ時に発泡型1のキャビティC内へ配される一方、ストラップ先端部51が該キャビティC外に出るように、発泡型1にストラップ5をセットし、次いで、該キャビティC内に硬質ポリウレタンフォーム原料8を注入すると共に型閉じし、その後、硬質ポリウレタンフォーム原料8を発泡膨張させ、発泡硬化した硬質ウレタン発泡体7に前記ストラップ基端部52を埋設一体化させて、前記ストラップ先端部51が該硬質ウレタン発泡体7から突き出すようにした。
(もっと読む)
プラスチックレンズの離型方法
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
注型成形品エジェクト装置
【課題】排出口を有する成形品を容易に脱型させることができる注型成形品エジェクト装置を提供することである。
【解決手段】上金型2と下金型3の間のキャビティ13内で成形品10が形成されると、成形品10の排出口10a部分に配置された閉塞板4で上金型2と成形品10を押圧し、成形品10から上金型2を外すと共に成形品10を部分的にリフトさせる。すなわち成形品10は自身の弾性によって変形し、排出口10a付近の部位が下金型3から剥離し、排出口10a付近以外の部位は下金型3に付着した状態を保っている。そのため、成形品10と下金型3の間には隙間11が形成される。そして、成形品10と下金型3の間の隙間11に加圧気体12を供給する。加圧気体12は隙間11にくさびのように入り込み、成形品10は下金型3から滑らかに脱型する。
(もっと読む)
レンズ成形型及びレンズ成型方法
【課題】分離失敗が原因のレンズ不良率を低減する。
【解決手段】レンズ成形型は、完全光学面の型面である成型面を有する上型モールドと、下型モールドと、上型モールド及び下型モールドの外周間を連結してキャビティを形成するレンズ成型用ガスケットと、を備える。上型モールドは、成型面の中心の接線方向に平行な面を有し、成型面の縁に沿って設けられたレンズ離型部を備える。
(もっと読む)
発泡成形用金型及び発泡成形方法
【課題】キャビティの内方へ突出する凸部が設けられていても、脱型後のフィルム復帰時にフィルムをスムーズにキャビティの内面に沿って配置することが可能な発泡成形用金型と、この発泡成形用金型を用いた発泡成形方法とを提供する。
【解決手段】金型10は、上型12及び下型11を有している。金型10は、少なくとも下型11のキャビティ13の内面に沿って配設されたフィルム20と、該フィルム20とキャビティ13の内面との間への流体の供給及び該流体の排出のための給排手段とを備えている。キャビティ13内には、該キャビティ13の内方へ突出する凸部30が設けられている。凸部30は、フィルム20と共にキャビティ13の内面に対し接近及び離反移動可能である。
(もっと読む)
レンズアレイの製造方法、レンズアレイ、及びレンズモジュール
【課題】高い再現性で所定の形状のレンズアレイを成形することができるレンズアレイの製造方法を提供する。
【解決手段】複数のレンズ部と、複数のレンズ部と一体に形成される基板部とを有するレンズアレイの製造方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む転写面を有し、該転写面にレンズアレイの外周形状に合わせた形状で設けられ堤状の突起部が形成された型を一対で備える成形型を用い、一対の型のそれぞれの転写面における、レンズアレイの外周形状に合わせた形状で設けられ堤状の突起部で仕切られた領域に、レンズアレイの材料である樹脂を供給し、樹脂を前記一対の型で挟み込み、一対の型の前記転写面それぞれの突起部同士の隙間から、樹脂を流出させつつ、樹脂を前記転写面の形状に倣って変形させ、一対の型で挟み込まれた樹脂を硬化させ、突起部同士の間に存在する樹脂を薄肉部とし、樹脂の硬化後に、硬化された樹脂からなる前記レンズアレイを、薄肉部を起点として一対の型から離型させる。
(もっと読む)
成形品の成形方法、成形品および型
【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
成形型、並びに、樹脂成形品の成形方法
【課題】本発明は、ベント部の清掃作業を軽減し、樹脂成形品の生産性を向上できる成形型、並びに、樹脂成形品の成形方法を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通した脱気部10と、脱気部10に配される含浸部材20とを有する。含浸部材20は、樹脂が含浸した状態においては、少なくとも当該樹脂が含浸した部位が他の部位と分離可能な構成とされており、成形キャビティ5内に樹脂が充填され、その樹脂が硬化した後に成形品を離型すると、含浸部材20の一部が成形品側に一体的に付着する。
(もっと読む)
成形型およびプラスチックレンズの製造方法
【課題】プラスチック材料の液面の高さを精密に制御する必要がなく、かつ、プラスチック材料の流量を大きくして生産性の向上を図ることができるようにすること。
【解決手段】成形型1は、モールド組立体2と、モールド組立体に取り付けられる注入補助部材3とを備えている。モールド組立体2は、対向する第1のモールド21及び第2のモールド22と、第1及び第2のモールド21,22の外周間を連結するテープ部材23からなり、プラスチックレンズ材料が注入されるキャビティ24と、キャビティ24にプラスチックレンズ材料を注入するための注入部23aを有する。注入補助部材3は、筒状に形成された補助部材本体31と、補助部材本体31の内部に設けられ、プラスチックレンズ材料を吐出するノズルが嵌合される嵌合部32と、補助部材本体31の一端に設けられ、モールド組立体2の注入部23aの周囲に密着する取付片33とを有する。
(もっと読む)
ウエハレンズ製造方法及びウエハレンズ
【課題】良品率が低下せず、低コストで製造が可能なウエハレンズ製造方法及び該方法により製造された低コストのウエハレンズを提供する。
【解決手段】樹脂型と基板の間に樹脂材料を介在させる工程と、介在する樹脂材料を硬化させレンズ部を形成する硬化工程と、樹脂型から基板及びレンズ部を離間させる離型工程と、を有し、離型工程は、レンズ部が最も硬化した際のビッカース硬度をHvMAXとし、離型時のレンズ部のビッカース硬度をHvとしたとき、
0.50≦Hv/HvMAX≦0.85
を満足するレンズ部の硬化状態で離型が行われるウエハレンズ製造方法とする。
(もっと読む)
樹脂積層体の製造方法
【課題】帯電防止性、耐擦傷性、透明性及び赤外線遮蔽性に優れた表面層を有する樹脂積層体を高生産性で、また環境負荷が少ない方法で製造する方法を提供する。
【解決手段】型上に、分子内に少なくとも2個の(メタ)アクリロイルオキシ基を有する化合物を含む光硬化性樹脂混合物を塗布し、光照射し前記混合物を硬化させて硬化塗膜層を形成する第一の工程、前記硬化塗膜層の上に機能性化合物及びアニオン系界面活性剤を含む水系塗料を塗工し、機能層を形成することによって、多膜層を形成する第二の工程、前記硬化多膜層が形成された型と他の型のそれぞれの面を、前記多膜層の形成された面が内側になるように向かい合わせて鋳型を作製する第三の工程、前記鋳型に樹脂原料を注入し前記樹脂原料の注型重合を行い樹脂基材を形成する第四の工程、及び前記樹脂基材上に前記多膜層が積層された樹脂積層体を鋳型から剥離する第五の工程、を有する樹脂積層体の製造方法。
(もっと読む)
ゴムロールの製造装置及び製造方法
【課題】ゴムロールを金型から取り出すときの取出性を向上させる。
【解決手段】芯金20を同軸状に包囲するとともに、円筒状の被膜部材13を円筒状の内壁12Aに装着する第1金型12と、第1金型12の軸方向両端部に設けられ、芯金20及び被膜部材13を挟持する一対の第2金型14と、を備えたゴムロールの製造装置10であって、一対の第2金型14の少なくとも一方に、芯金20と被膜部材13との間に未加硫ゴムを注入するための注入口18を形成し、第1金型12の軸方向両端部の内壁12Aに、周方向に凹溝26を形成する。
(もっと読む)
表面凹凸パターンを有する部材の製造方法
【課題】電離放射線硬化樹脂の粘度が非常に高粘度な場合であっても、所望の微細凹凸パターンに不完全形状が生じにくい電離放射線硬化樹脂を用いた成形方法を提供する。
【解決手段】本発明は、凹凸パターンを有する成形型2,14面に電離放射線硬化樹脂を溶剤希釈した液8を塗工する工程と、該塗工した液8を乾燥する工程と、該成形型2,14上の塗工した液8が乾燥した部分に基材7を供給し、成形型2,14に対向するロール5にて成形型2,14に基材7を押し当てる工程と、電離放射線を照射して電離放射線硬化樹脂を硬化する工程と、該成形型2,14から、電離放射線硬化樹脂の層と基材とからなり凹凸パターンを有する成形品を離型する工程とからなる表面凹凸パターンを有するシート状またはフィルム状の部材の製造方法である。
(もっと読む)
圧縮成形型及び圧縮成形方法
【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
集合式光学基材、その製造方法、および、それを用いたレンズモジュール
【課題】第一ユニット予定部位を基準に第二ユニットを第一ユニットに連接して成形することによって第二ユニットの光学中心が第一ユニットの基準を参考にすることを可能にする集合式光学基材およびその製造法を提供する。
【解決手段】ステップaは、中心孔と、中心線L1を定義する定芯部とを有する第一ユニット10を用意する。ステップbは、充填空間を有し型穴中心線を構成する型ユニットを用意する。第一ユニット10予定部位は充填空間に連接する。ステップcは、第一ユニット10の定芯部の位置決めを行い、および、型穴中心線と第一ユニット10の中心線とを比較する。ステップdは、型ユニットの充填空間に透明な可塑性材料を注入して固化させることによって第一ユニット10に連接する第二ユニット20を成形すると光学基材1が完成する。ステップeは、型ユニットを開き、光学基材1を取り出す。
(もっと読む)
レンズの製造方法及びレンズ並びに撮像装置
【課題】一般的なエネルギー硬化性の樹脂でレンズを製造するにあたって、製造プロセスの停滞を回避して効率化を図る。
【解決手段】下型52の成形面62上にエネルギー硬化性の樹脂Mを供給する供給工程と、上型51と下型52との間隔を狭め、供給された樹脂Mを上型51及び下型52の双方の成形面60,62で挟んで成形する成形工程と、成形された樹脂Mにエネルギーを供給して硬化させる硬化工程と、上型51と下型52との間隔を広げ、硬化された樹脂Mからなるレンズ20を成形型50から取り出す離型工程と、を備え、成形工程で上型51と下型52との間隔を狭めた後において、胴型53の内周面64における樹脂Mと接触する接触部64aと該接触部の上側に隣接する非接触部64bとの境界線L1が、その周上の少なくとも一部で上型51の成形面60の延長と胴型53の内周面64との交線L2よりも下側にある。
(もっと読む)
透明樹脂板の連続的製造方法
【課題】外観が良好であり、安全な透明樹脂板の連続的製造方法を提供する。
【解決手段】移送される帯状体にメチルメタクリレートを30質量%以上含有する重合性液体を供給し、前記帯状体上に展延した前記重合性液体の上に活性エネルギー線透過性フィルムを繰り出しながら被せ、前記フィルムの上から照射強度1mW/cm2〜30mW/cm2の活性エネルギー線を照射して前記重合性液体を硬化させる透明樹脂板の連続的製造方法であって、
前記重合性液体の帯状体への供給部、および活性エネルギー線透過性フィルム繰り出し部を非密閉型クリーンブース内に配設し、前記クリーンブース上方からクリーンブース内へクリーンエアを、特定の換気回数となるように供給し、かつ排気風量に対する供給風量の比Xが特定範囲となるように供給する透明樹脂板の連続的製造方法。
(もっと読む)
防眩フィルターの製造方法
【課題】合成樹脂基材の表面に耐擦傷性皮膜が積層された防眩フィルターにおいて、耐擦傷性皮膜のヒケ欠陥が少なく、アンチグレア性と耐擦傷性を有する防眩フィルターの製造方法を提供する。
【解決手段】表面に凹凸形状を有する鋳型と合成樹脂基材との間に耐擦傷性皮膜形成原料を展延させた後に耐擦傷性皮膜形成原料を重合硬化させて耐擦傷性皮膜を形成し、次いで、合成樹脂基材の表面に凹凸形状を有する耐擦傷性皮膜が積層された積層体を鋳型から剥離する防眩フィルターの製造方法であって、表面に凹凸形状を有する鋳型と合成樹脂基材との間に耐擦傷性皮膜形成原料を展延させる際の鋳型温度及び合成樹脂基材温度が特定の条件である防眩フィルターの製造方法。
(もっと読む)
樹脂積層体の連続製造方法
【課題】機能層の密着性が高く、層の剥離が抑制され、外観に優れ、優れた光学特性を備えた樹脂積層体、特に、機能層としてハードコート層を有し耐擦傷性に優れる樹脂積層体を、短時間で効率よく連続して製造できる樹脂積層体の連続製造方法を提供する。
【解決手段】同一方向に同一速度で移動する下部支持シート及び上部支持シートのうち少なくとも一方に、機能層を形成した透光性樹脂シートを用い、該透光性樹脂シートを機能層側が内側になるように配置し、下部支持シート上に光重合性単量体混合物を供給しつつ、該光重合性単量体混合物上に上部支持シートを積層し、透光性樹脂シートを介して活性線を照射して光重合性単量体混合物を重合硬化させて機能層と一体化した後、下部支持シート及び上部支持シートを剥離し樹脂積層体を形成する。
(もっと読む)
1 - 20 / 202
[ Back to top ]