
Fターム[4F204FA01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (2,504) | 金型を用いる圧縮成形 (1,745)
Fターム[4F204FA01]の下位に属するFターム
複数の金型が移動するもの (89)
Fターム[4F204FA01]に分類される特許
1 - 20 / 1,656
放熱構造体
ワーク設置装置、ワーク設置方法およびワーク保持体離反方法
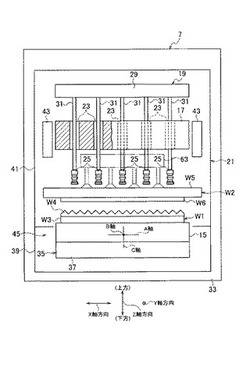
【課題】複数のワーク保持部で保持されているワークをそのまま他のワークに設置し、この設置後、上記各ワーク保持部を上記ワークから容易に離す。
【解決手段】下部テーブル15と上部テーブル17と、粘着剤を具備するワーク保持体25を複数備えたワーク保持装置19と、下部テーブル17に設置されている設置済みの第1のワークW1に、ワーク保持体25で保持している第2のワークW2を設置した後で、ワークW1,W2を振動させつつワーク保持体25を離す。
(もっと読む)
複合光学素子の製造装置及び製造方法並びに単レンズ及びその成形型

【課題】本発明は、単レンズの表面に樹脂層を形成する際に、単レンズと樹脂層との光軸のずれを小さくした複合光学素子の製造装置及び製造方法を提供する。
【解決手段】吸引ノズル22bを有し、単レンズを吸引、保持する吸引保持型22と、単レンズを支持する単レンズ支持部材23と、紫外光を透過可能で樹脂層をプレス成形する樹脂層成形型24と、小径孔25aを上部に、小径孔25aよりも径の大きい大径孔25bを下部に有し、これらが1つの貫通孔として形成され、小径孔25aの下側開口部が、単レンズの傾斜面と同じ角度で、単レンズの傾斜面と輪環状に接触可能な対応傾斜面25cとされ、かつ、小径孔25aと大径孔25bの軸が一致して設けられている胴型25と、樹脂層のプレス成形時に、下方から樹脂層成形型24を透過させて樹脂層に紫外線を照射する紫外線照射手段26と、を有する複合光学素子の製造装置21。
(もっと読む)
樹脂成形品の製造方法
【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
木質板の製造方法
【課題】木質板の表面平滑性を良好としつつ、寸法安定性を向上させること。
【解決手段】木質短繊維と熱硬化性樹脂とともに熱可塑性樹脂繊維を混合して加熱加圧成形する木質板の製造方法として、木質短繊維は繊維長が10mm以下であり、熱可塑性樹脂繊維は、繊維長が15mm以下で、少なくともその表面部分は加熱温度以下で溶融するものとする。
(もっと読む)
高耐水性の複合材料形成用接着剤組成物、複合材料、それらの製造方法および高耐水性の複合材料形成用接着剤
【課題】リグノセルロース類や無機材料を含み、吸水および吸湿厚さ膨張率、吸湿長さ膨張率、曲げ強さ、二次加工性および剥離強度に優れる、高耐水性の複合材料を製造するための接着剤組成物を提供すること。
【解決手段】本発明の高耐水性の複合材料形成用接着剤組成物は、ホルムアルデヒド系樹脂(A)の固形分100重量部に対して、官能基数が2〜8であり、かつ、重量平均分子量が60〜1000であるポリオール(B)を25〜160重量部含むことを特徴とする。
(もっと読む)
先進グリッド構造体の製造方法、先進グリッド構造体、および先進グリッド構造体を適用した宇宙望遠鏡
【課題】厚さ方向の炭素繊維量が均一で低熱膨張かつ軽量な先進グリッド構造体およびその製造方法を得る。
【解決手段】3方向へ格子状の溝(2、3、4)が形成された成形型へ、第一のテーププリプレグ群、第二のテーププリプレグ群、第三のテーププリプレグ群を、互いに2つのテーププリプレグ群が重なる交差領域(7、8、9)を設けるようにそれぞれ順に繰り返し積層する積層工程と、加圧下で加熱することにより成形する加熱成形工程とを経て製造される先進グリッド構造体において、第一のテーププリプレグ群、第二のテーププリプレグ群、および第三のテーププリプレグ群のそれぞれは、積層工程において、交差領域(7、8、9)では、テープ幅のまま1層として積層され、非交差領域(2a、3a、4a)では、幅方向へ折り曲げられることで、2層化されて積層される。
(もっと読む)
樹脂成形品
【課題】 容易に得ることができ、かつ、種々の用途に使用できる高品質な樹脂成形品を提供する。
【解決手段】 樹脂成形品1は、シリコンウエハなどの半導体ウエハを薬液洗浄するための角槽からなる薬液処理槽である。樹脂成形品1は、2層構造からなり、内側の層2は、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)によって形成されている。また、樹脂成形品1は、外側の層3が導電性PTFEによって形成されている。導電性PTFEは、例えば、純粋なPTFE(例えば、ダイキン工業株式会社製のPTFE M392又はM33)にカーボンブラックを5%混合することによって得られる。
(もっと読む)
光学素子の製造方法、微細構造形成用型、および微細構造形成用型組立体
【課題】光学素子の製造方法において、曲率を有する光学面を有する光学素子の光学面に複数の凹凸形状による微細構造を精度よく形成することができるようにする。
【解決手段】凸レンズ面1aに沿って配置された複数の凹凸形状による反射防止部を備える光学素子の製造方法であって、弾性体からなる基体部5Aの一表面に、反射防止部の凹凸形状を凸レンズ面1aの接線方向に沿って伸長または圧縮し反転させた形状からなる成形面部を形成して、微細構造形成用型5を製作する型製作工程と、微細構造用形成用型5を湾曲させて、一表面を凸レンズ面1aに実質的に沿う形状に変形させることにより、成形面部を反射防止部が反転した形状に変形させる型変形工程と、凸レンズ面1aを有するレンズ本体1の凸レンズ面1aに成形用樹脂を塗布し、型変形工程で変形された成形面部5c’を凸レンズ面1aに押圧し、成形用樹脂を硬化させる成形工程と、を備える方法とする。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】剛性と衝撃強度が高く、かつ、外観の好ましい熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において熱可塑性樹脂の賦形が開始されるときに、熱可塑性樹脂成形体の意匠面側に対応する金型のキャビティ面の少なくとも一部の温度が熱可塑性樹脂の荷重たわみ温度より30℃低い温度以上であり、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
複合材料成形品の製造方法
【課題】熱可塑性樹脂をマトリクスとした炭素繊維複合材料プリプレグをプレス成形して成形品を製造する際、従来の成形法では得られなかった良外観で「反り」等の変形の少ない成形品を、短い成形サイクルで得る方法を提供する。
【解決手段】炭素繊維に熱可塑性樹脂を含浸させたプリプレグを流動可能温度まで加熱した状態で金型内に配置しプレス成形することにより成形品を製造する方法において、該加熱プリプレグを温度T1に加熱した金型内に配置し、次いで金型を急速に冷却して温度T2とした後、金型から成形品を取り出す。その際、プリプレグ配置時の金型温度T1と冷却後の金型温度T2との関係が下記式(1)を満たす条件で成形する。
30℃<T1−T2<150℃ …(1)
(もっと読む)
積層構造体の製造方法
【課題】加熱加圧対象物が面方向の全体に均一に加熱及び加圧された積層構造体を得ることができる積層構造体の製造方法を提供する。
【解決手段】本発明に係る積層構造体の製造方法は、金属板12Aと加熱加圧対象物11と金属板12Bとを積層して第1の積層体10を得る工程と、第1の積層体10における第1の表面10a側に第1のクッション材22Aを配置し、かつ第1の積層体10における第2の表面10b側に第2のクッション材22Bを配置して、第2の積層体20を得る工程と、第2の積層体20を加熱及び加圧して、加熱加圧対象物11が加熱及び加圧された積層構造体を得る工程とを備える。金属板12A,12Bは、加熱加圧対象物11よりも大きい。第1,第2のクッション材22A,22Bの内の少なくとも一方は、少なくとも一方の表面に複数の凹部又は複数の凸部を有する。
(もっと読む)
真空プレス用枠体、及びプレス成形品の製造方法
【課題】真空下でのホットプレス成形を行う際に必要な真空容積を極力抑えることができる真空プレス用枠体を提供すること。
【解決手段】プレス装置のプレス盤に載置される真空プレス用枠体であって、互いが重ね合わせられたとき、被加工物が収容される閉空間が形成されるように、互いの対向面のうちの少なくとも一面の一部が凹状に落ち込む一対の板状部材と、一端が閉空間と連通し、他端が所定の真空ポンプと接続される真空用配管とを備えており、一対の板状部材は、プレス盤によるプレス時にプレス圧が閉空間内の被加工物に伝わるように変形することができる構成となっている。
(もっと読む)
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
繊維強化複合編物材料およびその成形体
【課題】炭素繊維を使用した場合でも繊維に損傷を与えることなく、複雑な局面形状や深絞り形状にも成形可能な高強度、高弾性率を有する繊維強化複合編物材料を提供する。
【解決手段】炭素繊維束3に熱可塑性の合成繊維糸の掛合糸4をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸1を形成し、この複合繊維糸1を経糸および/または緯糸として所定の大きさの編物状シートを編成して形成した編物材料であり、好ましくは、マルチフィラメントを束ねた炭素繊維束3の1束ないし複数束とナイロンやポリプロピレン、ポリエステルを含む熱可塑性の合成繊維糸の引き揃え糸5を引き揃えて張力を変化させてモノフィラメントの熱可塑性の合成繊維糸の掛合糸4を巻縫い掛合することで得られる編物材料。
(もっと読む)
プランジャー一体型弁成形用金型及びプランジャー一体型弁の製造方法
【課題】プランジャー一体型弁を備えるバルブ装置の信頼性を向上させるとともに、プランジャー一体型弁の製造コストを低減することを目的とする。
【解決手段】第2キャビティ6とプランジャー収容部7との間には、周方向に連続する環状の面であり、本体部111aの先端面111eと全周に渡って当接する段差面2jが形成されている。本体部111aをプランジャー収容部7に収納させるとともに、取付部111bを第2キャビティ6に収納させ、本体部111aの先端面111eを全周に渡って段差面2jに押圧させた状態で、保持金型2と基金型1とを一体にし、第1キャビティ5及び第2キャビティ6に弁体の原料90を充填させて、本体部111aの外周面側への原料90の漏出を抑制しつつ、取付部111bに弁体112を一体成形することができる。
(もっと読む)
人造大理石
【課題】無機充填剤の水酸化アルミニウムに起因する、加熱による白化を抑制することができる人造大理石を提供する。
【解決手段】熱硬化性樹脂および無機充填剤を含有する樹脂組成物を成形して得られる人造大理石において、無機充填剤として水酸化アルミニウムを含有し、水酸化アルミニウムのNa2O含有量が0.06質量%以下であることを特徴としている。
(もっと読む)
車両用アンダーカバー及びその製造方法
【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
熱転写成形装置
【課題】真空(減圧)条件の下で熱転写成形を行う成形装置に要する設備経費を圧縮し、連続的な生産を可能とすることにより時間当たりの生産性の向上も実現できる熱転写成形装置を提供する。
【解決手段】被加工材を減圧して搬送する搬送成形ユニット10と、搬送成形ユニット内の被加工材を補助加熱する補助加熱部30と、搬送成形ユニットを挟持して補助加熱部よりも高圧力により被加工材を加熱成形する加圧熱成形部40と、搬送成形ユニット内の被加工材を冷却する加圧冷却部50と、搬送成形ユニットを挟持して加圧冷却部よりも低圧力により被加工材を補助冷却する補助冷却部60と、搬送成形ユニットの脱気部を通じて内部を減圧し補助加熱部に向けて搬出する搬出部70と、補助冷却部から搬送成形ユニットを受け入れてその分離を行う搬入部80と、接続部110を備え搬送成形ユニットを各部の配置順に搬送し所定位置に載置する搬送装置100を有する。
(もっと読む)
1 - 20 / 1,656
[ Back to top ]