
Fターム[4F204FB22]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 多種材料物品の成形 (480) | 多層化成形 (426)
Fターム[4F204FB22]の下位に属するFターム
Fターム[4F204FB22]に分類される特許
1 - 20 / 307
金属張積層板、プリント配線基板、半導体パッケージ、半導体装置および金属張積層板の製造方法
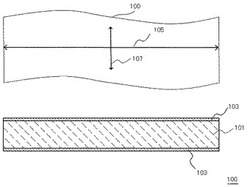
【課題】実装時の反りが低減された金属張積層板を提供する。
【解決手段】熱硬化性樹脂と充填材と繊維基材とを含む絶縁層101の両面に金属箔103を有する金属張積層板積層板100であり、該金属張積層板100は、エッチングにより両面の金属箔103を除去後、(1)105℃で4時間の予備加熱処理と、(2)表面温度が260〜265℃で5秒のリフロー処理とからなる加熱処理をおこなったとき、下記式B−Aから算出される寸法変化率が金属張積層板100の縦方向105および横方向107ともに、−0.080%以上0%以下である。A(%)=(予備加熱処理後寸法−初期寸法)/初期寸法×100、B(%)=(リフロー処理後寸法−初期寸法)/初期寸法×100、寸法変化率(%)=B−Aなお、各段階における積層板の寸法はIPC−TM−650の2.4.39に準拠して室温で測定する。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品

【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
賦形成形方法、繊維強化樹脂成形品及び賦形成形型
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法、繊維強化樹脂成形品及び賦形成形型を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
加飾用成形シート及びその製造方法、並びに加飾用成形シートを使用して製造した成形品及びその製造方法
【課題】意匠性に優れ、成形品の生産効率を向上することができる加飾用成形シートを提供すること。
【解決手段】加飾用成形シート5は、構成繊維間に所定の間隙17を有する織布14aにより構成された織布層14と、織布層14の一方の面側に配置され、加飾用の成形材料を含む第1の層20aと、織布層14の他方の面側に配置され、前記成形材料を含む第2の層20bと、を一体に備える。加飾用の成形材料は、加飾用の柄材18を含有する。第1の層20a及び第2の層20bの表面には、剥離可能な保護フィルム25,25を備える。織布14aにおける構成繊維間の間隙17の大きさL1は、加飾用の柄材18の大きさL2よりも小さい。
(もっと読む)
樹脂成形体及び樹脂成形体の製造方法
【課題】本発明は、より防音効果の高い樹脂成形体を開発することを目的とした。
【解決手段】繊維補強された熱硬化性樹脂からなる多数の小片が同一若しくは異なる種類の熱硬化性樹脂で固められてなる樹脂成形体1であって、樹脂成形体1の外層3側と内層2側とで前記熱硬化性樹脂と前記小片間の重量比率が相違し、外層3側の外部小片7に対する外部樹脂8の重量比率が内層2側の内部小片5に対する内部樹脂6の重量比率よりも高い構成としている。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、金型のキャビティ内に、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料を充填し、前記金型を閉じて加熱加圧して機能層を一次成形する工程と、前記一次成形した機能層を有する金型のキャビティ内に、少なくとも熱硬化性樹脂を含む補強層用材料を充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを含むことを特徴とする機能部品の製造方法。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品の製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料から、機能層プリフォームを予備成形する工程と、金型のキャビティ内に、前記機能層プリフォームと、少なくとも熱硬化性樹脂を含む補強層用材料とを充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを
含むことを特徴とする機能部品の製造方法。
(もっと読む)
繊維強化複合成形体及びその製造方法
【課題】強度、剛性が向上した繊維強化複合成形体を得る。
【解決手段】この発明の繊維強化複合成形体は、第1の成形体曲面2a、第2の成形体曲面2b、第1の成形体曲面2aと第2の成形体曲面2bとを連結する連結線部3、第1の成形体曲面2aの連結線部3と対向する部位である第1の成形体辺部4a及び第2の成形体曲面2bの連結線部3と対向する部位である第2の成形体辺部4bを有しており、繊維強化複合成形体の基材である強化繊維クロスは、連結線部3を介して連続的に設けられている。
(もっと読む)
繊維強化成形体及びその製造方法
【課題】軽量、高剛性を有し、かつ表面に塗装を施した場合に塗装後の表面外観が良好で、しかも塗膜が剥がれるおそれのない繊維強化成形体の提供を目的とする。
【解決手段】連続気泡を有する樹脂発泡体などからなる合成樹脂製の芯材11と、炭素繊維織物などの繊維織物に熱硬化性樹脂が含浸して硬化した繊維補強材21と、セル数8〜80個/25mmの連続気泡を有する多孔性シートに熱硬化性樹脂が含浸して硬化した表面材25とで構成し、芯材の少なくとも一側の面に繊維補強材と表面材を順に積層し、芯材11と繊維補強材21と表面材25を熱硬化性樹脂の硬化で一体化させて繊維強化成形体10とした。
(もっと読む)
繊維強化複合材料の製造方法及びエレベータかごの製造方法
【課題】VaRTM法を大型成形体に適用する場合に未含浸部分の発生を十分に防止することができ、含浸完了から脱型までの工程時間を短縮し、且つ貯蔵中の液状樹脂の増粘を抑制することができる繊維強化複合材料、並びに該繊維強化複合材料を用いたエレベータかごの製造方法を提供する。
【解決手段】繊維強化複合材料の製造方法は、硬化触媒が予め付与された繊維基材を積層した積層体28を密閉部材22で覆って内部を減圧する工程と、硬化触媒の作用によって硬化する樹脂31を減圧された密閉部材22内に注入して繊維基材に含浸させる工程とを備えることを特徴とする。
(もっと読む)
FRP製品の真空含浸成形方法及びその製造装置
【課題】樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるFRP製品の真空含浸成形方法及びその製造装置を提供する。
【解決手段】成形型1上に強化繊維布2aを含む積層体2を設置し、この積層体2を真空フィルム14で気密に覆い、真空下で積層体2に樹脂を含浸させるFRP製品の真空含浸成形方法において、積層体2を樹脂拡散媒体となるブリーザー4で覆うとともに、ブリーザー4の一方側に樹脂ゲートなる樹脂拡散供給管5を配し、ブリーザー4の他方側に真空ポートとなる第1の脱気用チューブ8と防水透湿性布から成る脱気バッグ9とを配し、樹脂含浸時、第1の脱気用チューブ8と脱気バッグ9とを通じて気体のみを排出する。
(もっと読む)
成形品、床材及びその製造方法
【課題】本発明が解決しようとする課題は、薄肉であっても優れた外観と優れた強度を両立した成形品を提供することである。
【解決手段】本発明は、強化繊維(a1)及び熱硬化性樹脂(a2)を含有する繊維含有率1質量%〜30質量%の成形材料(A)を用いて形成される層(I)と、繊維織物(b1)及び熱硬化性樹脂(b2)を含有する繊維含有率40質量%〜90質量%のプリプレグシート(B)を用いて形成される層(II)とが積層された、厚み0.5mm〜5mmであることを特徴とする成形品を提供するものである。
(もっと読む)
加飾シートの製造方法及び樹脂成形品の製造方法
【課題】ドクターブレードを使用して、複数の色調を有し、高級感の高い柄模様等を有するSMC成形等に適用される加飾シートの製造方法を実現する。
【解決手段】上フィルム3の搬送路に沿って、加飾層用樹脂4を一定量供給するためのドクターブレードを複数備え、そのうちの上流側のドクターブレード6の先端部に切り欠き8が形成されて櫛状になっており、この切り欠き8の高さは、下流側のドクターブレード7と上フィルム1の間隙9よりも小さく、上流側で上フィルムの表面に帯状の模様用の加飾層用樹脂10を塗布し、下流側で地となるベース用の加飾層用樹脂11を塗布し、一対の含浸ローラ2で下フィルム1とともに加圧して、加飾シート5を製造する。
(もっと読む)
繊維強化プラスチック成形物、その成形方法、それを成形するための成形型および繊維強化プラスチック製車両用ホイール
【課題】 実用性の高い繊維強化プラスチック成形物,成形方法,成形型を提供する。
【解決手段】 筒状の周壁部を有する物、例えば、リム部を有する車両用ホイールを、所定の成形型を用いて、プリプレグ60を加圧しつつ加熱することによって成形する。その成形型は、リム部の内面を規定するための内型132と、リム部の外面を規定する複数の外型134とを含んで構成される。内型と端面どうしで向かい合う対向型152をさらに有する成形型を用い、それら内型と対向型とで、さらに、スポーク部とハブ部を成形してもよい。そのような成形型を用いることにより、比較的複雑な形状を有する繊維強化プラスチック成形物であっても、プリプレグを素材として、精度よく、簡便に成形することが可能となる。
(もっと読む)
ゴムシートの製造ラインおよび製造方法
【課題】設備の大型化を伴わずにシートの厚みのバラツキを抑制することができるゴムシートの製造ラインおよび製造方法を提供する。
【解決手段】第1カレンダーロール1と、第1カレンダーロール1との協働によりゴム材料5からゴムシート6aを連続的に圧延成形する第2カレンダーロール2と、第3カレンダーロール3と、正回り方向へ回転し、第3カレンダーロール3との協働によってゴム材料5からゴムシート6bを連続的に圧延成形する第4カレンダーロール4と、を備え、一対のゴムシート6a、6bを重合した状態の下で、第2カレンダーロールと第4カレンダーロールとの協働によってゴムシート6を圧延成形できる様に構成され、得られたゴムシート6の両側部を裁断するゴムシートの製造ラインである。ゴム材料5を一対のカレンダーロールの両側の2ヶ所の供給部に連続的に供給でき、かつ、2ヶ所の投入部間の距離aが、ゴムシートの幅bよりも大きい。
(もっと読む)
繊維強化プラスチック平板の製造方法
【課題】SMCやBMCによる繊維強化プラスチック平板の成型の際に、成型時の意匠面と最裏面との温度差に起因する、これらの面での収縮速度の違いによる反りを低減することができる繊維強化プラスチック平板の製造方法を提供する。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板の製造方法において、その成型時にSMCまたはBMCを金型に設置する際に、最裏面に意匠面のSMCまたはBMCよりも線膨張の大きなSMCまたはBMCを設置する工程と、意匠面の温度を最裏面の温度よりも高くして成型する工程とを含むことを特徴とする。
(もっと読む)
樹脂基複合材の製造方法
【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
繊維強化樹脂成形品及び賦形成形方法
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる繊維強化樹脂成形品及び賦形成形方法を提供する。
【解決手段】繊維強化樹脂成形品100は、複数本の強化繊維束を含む織物基材3の少なくとも一方の表面に熱可塑性樹脂を主成分とする樹脂材料4が付着された成形原反材1を裁断し積層した一対の積層成形材5によって熱可塑性樹脂を主成分とする成形材4aを狭持し芯材として積層してなる。この様に積層成形材5と熱可塑性樹脂を主成分とする成形材4aとを積層することによって曲げ強度を向上し、軽く高強度の成形品を得ることができる。また織物基材3に要するコストを低減できる。
(もっと読む)
繊維強化樹脂の水廻り用成形品とその製造方法
【課題】劣化加速試験後の強度および外観の両方に優れた繊維強化樹脂の水廻り用成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の水廻り用成形品1であって、成形品1の水と接する側の層であり、モノフィラメント化したガラス繊維3を含む表面層2と、繊維束であるガラス繊維5を含む裏面層4とを備え、ガラス繊維3、5の含有量が15〜30質量%であることを特徴とする。
(もっと読む)
繊維強化樹脂の成形品とその製造方法
【課題】ガラス繊維の含有量を増加することなく強度を高めることができ、良好な外観を得ることができる繊維強化樹脂の成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の成形品1であって、繊維束であるガラス繊維3を含む表面層2と、モノフィラメント化したガラス繊維5を含む裏面層4とを備え、ガラス繊維の全含有量が10〜30質量%であることを特徴とする。
(もっと読む)
1 - 20 / 307
[ Back to top ]