
Fターム[4F204FF06]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | その他の材料の供給 (42)
Fターム[4F204FF06]に分類される特許
1 - 20 / 42
木質板の製造方法
【課題】木質板の表面平滑性を良好としつつ、寸法安定性を向上させること。
【解決手段】木質短繊維と熱硬化性樹脂とともに熱可塑性樹脂繊維を混合して加熱加圧成形する木質板の製造方法として、木質短繊維は繊維長が10mm以下であり、熱可塑性樹脂繊維は、繊維長が15mm以下で、少なくともその表面部分は加熱温度以下で溶融するものとする。
(もっと読む)
大流量エッジ・ブリーザー及びその方法
【課題】複合部品の製造時にはエッジ・ブリーザーが配置されるが、熱及び圧力によって圧縮されて吸気が妨げられることがある。そのため、複合部品を効率よく製造するためには、復元力を有する大流量エッジ・ブリーザーが必要となる。
【解決手段】部品を処理する真空バッグ用のブリーザーは、部品の周囲に配置された復元力のある材料によるスリーブを含む。その結果、大流量通気特性を保持し、熱及び圧縮圧が除かれると、実質的に圧縮されていない元の形状に戻る。
(もっと読む)
波長変換型太陽電池封止材の製造方法及び太陽電池モジュール
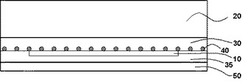
【課題】太陽電池モジュールに適用したときに、発電効率を維持又は向上しつつ、安価な波長変換型太陽電池封止材の製造方法を提供する。
【解決手段】シート状の封止材表面のうち、太陽電池モジュール作製時に太陽電池セル10と接する面に、蛍光物質を含有する球状蛍光体40を2次元的に散布、付着させて形成する工程を有する、波長変換型太陽電池封止材30の製造方法。
(もっと読む)
繊維樹脂複合構造体、成形体の製造方法及び成形体
【課題】外観の良好な機械的特性に優れた3次元成形体、及び成形することにより前記成形体を容易に製造することができ、材料脱落の無い取扱性の良好な繊維樹脂複合構造体を提供すること。
【解決手段】(A)熱可塑性樹脂及び熱硬化性樹脂から選ばれる少なくとも1種の樹脂と、(B)伸縮性を有する伸縮性繊維と、(C)前記(B)伸縮性繊維を除く有機繊維及び無機繊維から選ばれる少なくとも1種の繊維と、を含み、前記(B)伸縮性繊維の平均繊維長(Lb)と前記(C)繊維の平均繊維長(Lc)との比(Lb/Lc)が1.5〜15であることを特徴とする繊維樹脂複合構造体、上述の繊維樹脂複合構造体を裁断して所定の形状にする過程を経た後、加熱加圧成形することを特徴とする成形体の製造方法によって得られる成形体。
(もっと読む)
混成部材を製造するための方法ならびに製造する際に使用するためのカバー

【課題】 従来技術から出発して本発明の根底をなす課題は、プレス型の汚れが少なくともできる限り防止することができ、混成部材の基本成形体が特定の領域で樹脂がない状態で保持できる、原動機付き車両のための品質的に価値の高い混成部材を製造するための使用に関する技術的に改善された方法を提示することである。
【解決手段】強化要素(3)とプレス型(4)の間にカバー(8)が組入れられ、さらにカバー(8)が連続した状態で貯蔵所から引出され、かつ基本成形体(2)の上で基本成形体上に位置決めされた強化要素(3)と一緒に置かれ、その後にプレス工程が行われ、その際にカバー(8)が樹脂を吸収する吸収層(9)を備えており、それによりプレス工程において強化要素(3)から流出する樹脂が吸収層(9)により収容され、カバー(8)がプレス工程の後に混成部材(1)から取除かれ、好ましくは貯蔵ユニットに巻かれることにより解決される。
(もっと読む)
繊維複合体の製造方法
【課題】優れた機械的特性を備えており、且つ軽量な繊維複合体の製造方法を提供する。
【解決手段】補強繊維同士が熱可塑性樹脂により結着された構造を有する繊維複合体の製造方法であって、補強繊維と熱可塑性樹脂繊維とが含まれたマットの表裏いずれか一面に、熱可塑性樹脂からなる殻壁を有する熱膨張性カプセルを供給する供給工程と、マットの一面を押圧することにより、マットの一面に供給された熱膨張性カプセルをマットの他面側へ向かって分散させる分散工程と、マットを構成する熱可塑性樹脂繊維を溶融する溶融工程と、マット内に分散された熱膨張性カプセルを加熱して膨張させる膨張工程と、を備えており、補強繊維は、植物性繊維及び無機繊維のうちの少なくとも一方であり、熱膨張性カプセルとしては、一粒当たりの平均質量が異なる熱膨張性カプセルを複数種用いる。
(もっと読む)
断熱材製造方法
【課題】所定範囲の環境温度において低い熱伝導率を示す安価な断熱材の製法の提供。
【解決手段】この製法は、3つの工程を有する。第1工程では、25重量%の粉末フェノール樹脂に25重量%のマイカ粉及び50重量%のセピオライトが混練される。この工程において、8重量%のメタノールが注入される。第2工程では、基材19に高周波が照射されることにより、当該基材19が120℃に予熱される。第3工程では、予熱された基材19が金型により成形される。このとき、基材19は170℃に加熱され、20MPaで圧縮される。加熱加圧時間は、12分である。
(もっと読む)
光ファイバ埋込繊維強化複合材積層板の製造方法及び光ファイバ埋込繊維強化複合材積層板
【課題】繊維強化複合材積層板の成形時だけでなく成形完了後の実際の使用時における光ファイバの折損を確実に防止することができ、繊維強化複合材積層板の荷重履歴を正確にモニタリングし得る光ファイバ埋込繊維強化複合材積層板の製造方法及び光ファイバ埋込繊維強化複合材積層板を提供する。
【解決手段】プリプレグを積層しつつ内部に光ファイバを埋め込み(埋込工程A)、弾性樹脂製枠部材によりプリプレグの外周端部を整合させ、切欠部に光ファイバの取出部が収まって保護されるよう光ファイバを弾性樹脂製枠部材に支持せしめ(整合保護工程B)、プリプレグを定盤の上に載置し、その周囲をシール材で取り囲み、バッグフィルムを覆い被せ真空引きし(吸引工程C)、プリプレグを加熱・加圧成形して積層板とし(成形工程D)、弾性樹脂製枠部材の光ファイバを支持する部分を少なくとも端部保護材として残すよう切除する(切除工程E)。
(もっと読む)
サンドイッチ構造体
【課題】表皮材の曲げ弾性率が高く高剛性のサンドイッチ構造体を提供する。
【解決手段】芯材8aと、該芯材8aの両面に設けられた表皮材8bとを有するサンドイッチ構造体8であって、該芯材8a及び表皮材8bは、短繊維がマトリックス樹脂中にランダムに分散した繊維強化樹脂よりなる。芯材8a中の強化繊維含有率が20〜80wt%であり、表皮材中の強化繊維含有率が30〜80wt%であり、表皮材の曲げ弾性率が10GPa以上が必須であり、芯材の見かけ密度が0.2〜1.2g/cm3以上である。好ましくは、表皮材の空隙率が10vol%未満であり、芯材の空隙率が10〜80vol%である。
(もっと読む)
熱硬化性樹脂成形品
【課題】成形品の全面に、天然大理石のような雲状の斑模様をつけることにより、柄表現自由度を高めた熱硬化性樹脂成形品を提供する。
【解決手段】熱可塑性樹脂が混合されている熱硬化性樹脂の成形品であって、特に該熱可塑性樹脂の少なくとも一部は共重合体であり、該共重合体を構成するモノマーの組成比で熱硬化性樹脂との相溶性が調整されている熱可塑性樹脂により斑模様を造出し、高い柄の表現自由度及び優れた美観を有する熱硬化性樹脂成形品。
(もっと読む)
帯電防止特性または電気伝導特性を有する全芳香族ポリイミド粉末の製造方法
【課題】耐熱性及び機械的特性を従来のポリイミド樹脂の物性とほぼ同様に維持し、同時に優れた帯電防止特性または電気伝導特性を有する全芳香族ポリイミド粉末の製造方法を提供する。
【解決手段】本発明による帯電防止特性または電気伝導特性を有する全芳香族ポリイミド粉末の製造方法は、電気伝導性カーボンブラックと多重壁カーボンナノチューブ(Multi Wall Carbon Nano−Tube、以下「MWCNT」)の粉末が分散されたフェノール系有機極性溶媒に芳香族テトラカルボン酸二無水物単量体と芳香族ジアミン単量体の混合物を投入して重合することを含むことを特徴とする。
(もっと読む)
導電性シート
【課題】カレンダー成形、押出成形のような溶融賦形法による成形方法から得られるシートでも良好な導電性を発揮し、かつインレイド調とは異なる意匠を有する導電性シートを提供する。
【解決手段】熱可塑性樹脂100重量部に対して、導電性繊維2を20〜100重量部と粒子3を20〜100重量部含有する熱可塑性樹脂組成物を溶融賦形法により成形してなり、上記粒子3が成形中に形状を保持する導電性シート1であって、上記粒子3は公称目開き1mmのふるいを通過し公称目開き106μmのふるいを通過せず、粒子3が球形、円柱形などの立体形状の場合は短径と長径の比が1:1〜1:5であり、粒子3が板状、フィルム状などの扁平な形状の場合は短径と長径の比が1:5〜1:100であることを特徴とする。
(もっと読む)
中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法
【課題】シリコン製中子型を使用する際に脱型を容易にする中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法を提供する。
【解決手段】後縁用シリコン製中子型51上に第1離型フィルムとしての内側離型フィルム52を被覆し、この内側離型フィルム52上に第2離型フィルムとしての外側離型フィルム54を被覆する第1工程と、外側離型フィルム54上に中空構造用プリプレグとしての後縁用プリプレグ28Pを積層した後に、後縁用プリプレグ28Pに圧力を加えて後縁用シリコン製中子型51に内側離型フィルム52、外側離型フィルム54を介して後縁用プリプレグ28Pを密着させて後縁用プリプレグ成形体28を得る第2工程と、後縁用シリコン製中子型51を内側離型フィルム52と共に長尺方向から脱型する第3工程と、を含む。
(もっと読む)
合成樹脂製キッチンカウンター、及びその製造方法
【課題】裏面の形状を容易に加工可能である、合成樹脂製のキッチンカウンターとキッチンカウンターの製造方法を提供することである。
【解決手段】
上側フォルダー6の板状部分6bの両側に配置した入れ子7を、上下自在に設けると共に板状部分6bの下端に突起6aを設けて上型8を構成し、上型8の板状部分6b、入れ子7と下型5との間に形成される金型キャビティ9内に樹脂を注入して表面層を形成した後、入れ子7のみ設定量上方へ移動させ、空間を形成すると共に該空間に樹脂を注入して裏面層を形成する。
(もっと読む)
複合炭素繊維基材、プリフォームおよび炭素繊維強化プラスチックの製造方法
【課題】賦形性に優れて、成形後の耐衝撃性に優れる複合強化繊維基材を提供することにある。また、前記の複合強化繊維基材を使用して、繊維配向が乱れず、ハンドリング性および成形されたときに耐衝撃性に優れるプリフォームを提供すること
【解決手段】強化繊維からなるシート状の強化繊維基材の少なくとも片面に、短繊維からなる不織布が積層され、該不織布を形成する短繊維が該強化繊維基材に貫通することにより、該強化繊維基材と該不織布が一体化されていることを特徴とする複合強化繊維基材。
(もっと読む)
バリア層と共に粘弾性層を含む複合物品
第1及び第2の樹脂マトリックスを含む繊維強化樹脂マトリックスの第1及び第2の層と、i)少なくとも1つの粘弾性層と、ii)少なくとも1つのバリア層と、を含む、繊維強化樹脂マトリックスの第1の層と第2の層との間に位置決めされ、第1及び第2の樹脂マトリックスに結合されている粘弾性構造体と、を含む、繊維強化樹脂マトリックス複合材料積層体が提供される。いくつかの実施形態において、粘弾性構造体は、少なくとも1つの粘弾性層と組成が異なる少なくとも2つのバリア層を含み、少なくとも2つのバリア層は、前記第1及び第2の樹脂マトリックスに結合されている。いくつかの実施形態において、1つ以上のバリア層は有機溶媒に対して実質的に不透過性、及び/又は水に対して実質的に不透過性、及び/又はガスに対して実質的に不透過性であってもよい。 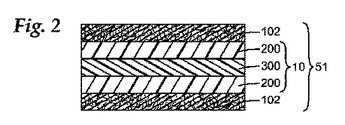 (もっと読む)
(もっと読む)
床パン
【課題】床パンの表面のどの部分に残水があるかが一見して分かる床パンを提供する。
【解決手段】浴室の床スラブ上に設置される床パン1である。少なくとも洗い場床面となる部分の表面に、粒径2mm以上のシリカゲル2を20重量部以上及び水分を吸収すると色が変化する呈色材を混入させた合成樹脂からなる最表樹脂層3を形成する。
(もっと読む)
積層ゴムマットのソリを防止するための方法とその関連技術
【課題】積層ゴムマットのソリを簡単に防止する方法の提供。
【解決手段】積層ゴムマットの製造時にその構成するゴム層のゴム組成物中に、基材ゴム100重量部に対して粒径3mm以下のプラスチック発泡体粉末またはゴム発泡体粉末を10〜150重量部配合することにより、積層ゴムマットのソリを防止する技術。
(もっと読む)
SMCの収納装置
【課題】SMCシートを収納部にうまくつづら折り状に折り重ねることのできるSMCの収納装置を提供する。
【解決手段】下端が揺動端となって揺動する揺動アーム1と、揺動端に設けられSMCシートSを揺動方向の両側から押さえる押さえ部2と、を備え、SMCシートSをつづら折り状に折り重ねて収納するためのSMCの収納装置Aである。揺動アーム1を下方に延長自在でその延長時に揺動端となる先端に押さえ部2を有する延長アーム3を設けた。
(もっと読む)
光学成形品の成形方法
【課題】発光製品の発光部に装着する光学レンズ(光学成形品)を成形する樹脂材料(成形材料)の製品化率を効率良く向上し得て、製品(光学成形品)の生産性を効率良く向上させる成形方法を提供する。
【解決手段】圧縮成形用金型1(上下両型)2、3を用いて、離型テープ12を載置した所要複数個の成形孔11を有するキャリア10を、下型3の所要位置に供給して上下両型2、3を型締めすると共に、離型フィルム8を被覆した下型キャビティ4(キャビティ4の底面に所要複数個の小キャビティ5)内で加熱溶融された樹脂材料9をキャビティ底面部材6で押圧することにより、成形孔11と小キャビティ5とから成る空間部で光学レンズ15を圧縮成形した光学レンズ15を所要複数個有する成形済キャリア13を形成し、更に、成形済キャリア13の成形孔11から光学レンズ15を突き出して分離する。
(もっと読む)
1 - 20 / 42
[ Back to top ]