
Fターム[4F204FG01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形成品及びその製造 (999) | 形状、構造、材質 (564)
Fターム[4F204FG01]の下位に属するFターム
積層、積重構造のもの (401)
部分の形状、構造 (81)
Fターム[4F204FG01]に分類される特許
1 - 20 / 82
樹脂成形品の製造方法
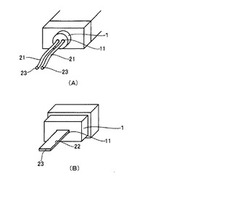
【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
樹脂部材の製造方法及び該製造方法で製造した樹脂部材。

【課題】 従来の断熱材、或いは樹脂部材は、カーボン繊維をフェルト状の物、又は織布にフェノール樹脂を含浸した物をニードルパンチ等で押圧し、乾燥させたシートを円筒状に巻き重ねて焼成したもので、カーボン繊維が縦横に絡まっている断熱材、或いは樹脂部材で強度や剛性も低く、外部への放熱を遮熱断熱する性能に課題があった。
【解決手段】 遠心分離機を備えた容器に開口部を設けた抄造枠を載置し、補強繊維と充填材と接合材を水中で分散混合し、定着剤で各材料を定着させた混合物を容器の抄造枠内に入れ、遠心分離機を回転させ混合物内の水分を20%〜70%開口部から外に放出し、残った円形又は略円形状の層状混合物を縦に切断し、乾燥炉等に入れ残存水分を1%〜7%位にし、圧縮成形機で平面、又は曲面状の強度や剛性も高く、断熱効果もある樹脂部材を成形する。
(もっと読む)
シール部材の製造方法及び成形装置
【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
成形品の製造方法及びこの製造方法で得られるボタン
【課題】ユリア樹脂成形材料やメラミン樹脂成形材料を用いて装飾性に富んだ成形品を容易かつ安価に製造することができる成形品の製造方法及びこの製造方法によって得られるボタンを提供する。
【解決手段】粒状ユリア樹脂成形材料及び粒状メラミン樹脂成形材料から選ばれた少なくともいずれかの1種の粒状成形材料の少なくとも表面に、顔料を溶剤で溶解させた着色液を少なくともその表面層に含浸させて得られた粒状着色成形材料1aを成形金型2,3に必要量供給し、加熱圧縮成形する。
(もっと読む)
湿式抄造材及び繊維強化複合材
【課題】湿式抄造時の材料歩留りや抄造シート取り扱い性が良好な湿式抄造材、ならびに、これを加熱加圧成形してなる引張強度の優れた繊維強化複合材を提供する。
【解決手段】マトリックス樹脂、基材繊維、及び、フィブリル化処理有機繊維を含有する材料組成物を湿式抄造してなる湿式抄造材であって、前記フィブリル化処理有機繊維は、JIS P8121「パルプのろ水度試験方法」により測定された濾水度がフィブリル化処理前の初期濾水度の70〜95%であることを特徴とする湿式抄造材。
(もっと読む)
繊維強化プラスチック成形体の製造方法
【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】圧縮成形装置の占有面積の増大を最小限にすると共に複雑にすることなく、生産性の向上が可能となる。
【解決手段】相対的に接近・離反可能な第1上型130A、第2上型130Bと第1下型144A、第2下型144Bとを有し、対をなした第1上型130Aと第1下型144A、第2上型130Bと第2下型144B、それぞれの間に形成される2つのキャビティに配置される第1被成形品102A、第2被成形品102Bを第1樹脂104A、第2樹脂104B、それぞれにて圧縮封止する圧縮成形装置100において、第1上型130Aと第1下型144A、第2上型130Bと第2下型144Bが、接近・離反可能な方向に配置されることで、キャビティが接近・離反可能な方向において直列に2つ設けられ、第1上方130A、第2下型144Bに、サーボモータ112A、112Bがそれぞれ連結されている。
(もっと読む)
再生アクリル材およびその製造方法
【課題】アクリル樹脂廃材を再生利用した再生アクリル材を提供する。
【解決手段】アクリル樹脂製の廃材を粉砕して得た粒状の粉砕片を多数寄せ集めた状態で加熱して各粉砕片の表面部のみを溶融または軟化させた後、その加熱済み粉砕片を非加熱下で加圧することにより、再生アクリル材が得られる。この再生アクリル材では、各粉砕片の溶融または軟化した表面部以外の中核部31が溶けずに元のまま存在すると共に、一つの中核部31を取り巻く溶融または軟化した部分と、他の中核部31を取り巻く溶融または軟化した部分とが互いに融着して、隣り合う中核部を連結する連結領域32を形成している。
(もっと読む)
金属と樹脂との複合体の製造方法
【課題】金属よりなる金属部と樹脂よりなる樹脂部とが接着剤を用いることなく強固に接着された金属と樹脂との複合体の製造方法を提供することを目的とする。
【解決手段】金属部は表面にカルボキシル基あるいはアミノ基、またはヒドロキシル基が付与されたものである。一方、樹脂部はエポキシ基を含む接着性改質剤が配合されたものである。カルボキシル基あるいはアミノ基、またはヒドロキシル基とエポキシ基との相互作用により、金属部と樹脂部とが接着されていることを特徴とする金属と樹脂との複合体の製造方法。
(もっと読む)
ベール糸を重ね合わせ織り交ぜることによって形成された新規な中間材料
本発明は、織り交ぜによって絡み合わされた一組のバンドを含む中間材料に関係し、この材料は、いわゆるボイル・バンドである、バンドの少なくとも一部、好ましくはバンドの全部がバンドの長さ方向に平行な方向に延在する一連の強化糸又は長繊維からなり、バンドの各表面上で熱可塑性繊維不織布と組み合わされた一方向シートを形成し、2枚の不織布が熱可塑性があることによりボイル・バンドの凝集性を保証するようになっていることを特徴とする。本発明は、複合部品を形成するためにそのような材料を実現する製造方法にも関係し、さらに、その結果得られる複合部品にも関係する。 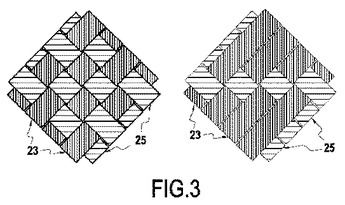 (もっと読む)
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
複合繊維体の成形方法
【課題】厚み方向で高密度層と低密度層の密度の変化勾配が緩やかで、吸音性内装材として有効な複合繊維体の成形方法の提供を図る。
【解決手段】成形素材1Aの少くとも片面側から流体熱媒を流通して圧縮成形加工に必要な所要温度に加熱すると共に、他面側にこの加熱温度よりも低い低温領域を設定して、成形素材1Aの厚み方向に温度勾配を付与した状態で成形型3によりコールドプレスすることにより、加熱温度分布領域に高密度層1aが圧縮成形され、低温分布領域には高密度層1aの形状に沿った低密度層1bが加圧成形され、高密度層1aと低密度層1bの密度の変化勾配が緩やかで吸音性内装材として有効な複合繊維体1が形成される。
(もっと読む)
円筒状部材の接合方法、円筒状成形体の成形方法および成形体
【課題】シワの発生がなく、外観良好で、強度を保持させた円筒状部材の接合方法および円筒状成形体の成形方法を提供する。
【解決手段】上記の接合、成形方法を、突き合わせた管端面の接合部に重ねて強化繊維基材2を配設する工程と、前記強化繊維基材2を、密封材により被覆して樹脂管1相互の外周面に密封する工程と、前記樹脂管1の外周面と密封材との間を減圧し、未硬化の樹脂を供給する工程と、供給した樹脂を硬化させる工程とを含み、前記強化繊維基材2は、接合部の外周面に沿って周方向および横方向に位置をずらしながら配設される複数枚のシート状物であり、周方向の一端を接着させ、周方向の他端を、隣り合う他のシート状物の外面に重なり合うように配設して、接合部の周方向に沿って重ね張りされるものとする。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2に加圧成形を行って免震装置8用の免震プラグ6を成形するに当たり、粉体材料2の流動を伴う加圧成形を複数回行う製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
モールド樹脂及び樹脂モールド方法
【課題】シート状のモールド樹脂であって、溶融時間が長くかかることなく、また、樹脂モールドする際に空気溜まりが生じないモールド樹脂及び樹脂モールド方法を提供する。
【解決手段】本発明の樹脂モールド方法は、上型と下型とから構成され、前記下型に樹脂溜まりが形成されているモールド樹脂金型を準備する工程と、前記下型の前記樹脂溜まりに、シート状で、かつ、厚み方向に凹凸が設けられているモールド樹脂1Aを供給する工程と、前記モールド樹脂を加熱して、溶融する工程と、前記上型によって被成型品を保持し、前記上型で保持したまま、前記樹脂溜まり内の溶融された前記モールド樹脂に前記被成型品を浸漬し、圧縮成型する工程と、を有することを特徴とする。
(もっと読む)
カーボン凝結体成形品の製造方法及びカーボン凝結体成形品
【課題】カーボン粉粒と熱硬化性樹脂との混合物からなる炊飯釜などの成形品を、加温した金型で圧縮成形する際の脱型を円滑に行う、カーボン凝結体成形品の製造方法及びカーボン凝結体成形品を提供する。
【解決手段】金型に易分解性の繊維状物質から成る伸縮性を備えた不織布を金型に配設した状態で、カーボン粉粒と熱硬化性高炭素含有化合物が主体の混合物である成形材料を該金型に供給し、加圧成形するカーボン凝結体成形品の製造方法。
(もっと読む)
ベルト部材の製造方法、及びベルト部材
【課題】金型面の熱転写により周方向の筋目を形成しつつ、筋目の不十分な領域を無くして、クリーニングブレードによるクリーニング性能を安定して高く発揮できるベルト部材を提供する。
【解決手段】熱可塑性樹脂材料を厚さ100μm、周長800mmの円筒状に連続押し出し成形してチューブ材を形成する。その後、研磨工程でチューブ材を一方向に一定速度にて回転させつつ、#2000のラッピングテープに摺擦させて外周面に周方向の筋目を形成する。その後、熱転写工程を行って、周方向の筋目に仕上げた金型面に、加熱状態でチューブ材の外周面を押し付けて周方向の筋目を熱転写する。
(もっと読む)
繊維強化プラスチックの部品を製造するための方法および装置
本方法は、a)素材(3)を提供し、b)セグメント(1;22)を備えたセットを備えた第1のツールを提供し、c)閉ポジションで互いに隣接配置されたとき製造される部品表面の形状を描く第2のツール面を形成するセグメント(2a;2b)の第1・第2のセットを備えた第2のツールを提供し、d)閉ポジションへと第2のツールの第1のセットのセグメント(2a)を移動させ、e)閉ポジションへと第2のツールの第2のセットのセグメント(2b)を移動させ、f)第1・第2のツールに圧力を加えてその間で素材(3)を圧縮するステップを具備する。セグメント(2a;2b)は、閉ポジションに向かうセグメント(2b;21)の移動の間絶えず、このセグメント(2b;21)に関する閉ポジションまでの瞬間移動距離は、セグメント(2a;20)に関する閉ポジションまでのそれを超えるよう移動させられる。これは、繊維強化プラスチック、特にホイール、リムなどのリング状部品の製造を可能とする。 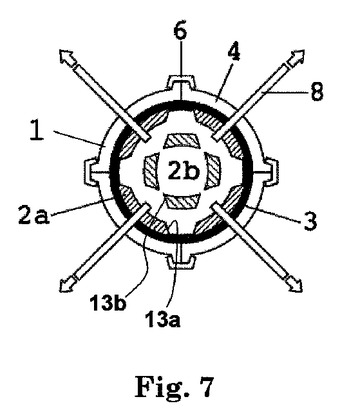 (もっと読む)
(もっと読む)
プラスチックレンズの製造方法およびプラスチックレンズ
【課題】プラスチックレンズ製造のコスト低減を図ることができるとともに、環境負荷も低いプラスチックレンズの製造方法およびその方法で得られたプラスチックレンズを提供する。
【解決手段】
プラスチックレンズ成形用として用いられる一対の型1を所定間隔離間させて対向配置させ、一対の型1の間にプレポリマーPを載置し、前記プレポリマーPを重合させるプラスチックレンズの製造方法であって、プレポリマーPは、25℃において50Pa・s以上10000Pa・s以下の粘度を有し、一対の型1の間に載置されるプレポリマーPの体積を、一対の型1により作られる空間の体積よりも小さくする。
(もっと読む)
織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品
【課題】自動車や自動二輪車等の車体構成部品として好適な織物加飾樹脂製品の製造方法及び同方法により製造した織物加飾樹脂製品を提供する。
【解決手段】 透過シートを少なくとも2枚用意し、同各透過シートを予熱し金型内で加圧して予備成形し、炭素繊維及び/又は合成繊維の繊維束内に前記透明又は半透明の熱可塑性樹脂フィラメントを織り込んで成る織物シートを予熱し金型内で加圧して予備成形し、予備成形された2枚の透過シートと織物シートは、該2枚の透過シートをそれぞれ織物シートの表面側と裏面側を挟む配置に重ね合わせ、同重ね合わせ状態で熱加圧成形により両者を互いに融合して織物加飾樹脂製品を完成する。
(もっと読む)
1 - 20 / 82
[ Back to top ]