
Fターム[4F204FG08]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形成品及びその製造 (999) | 製造 (435) | 押出成形 (93)
Fターム[4F204FG08]に分類される特許
1 - 20 / 93
樹脂成形品の製造方法
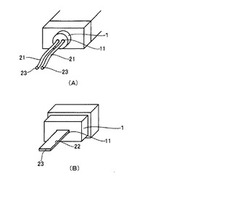
【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
熱可塑性樹脂成形体の製造方法

【課題】剛性と衝撃強度が高く、かつ、外観の好ましい熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において熱可塑性樹脂の賦形が開始されるときに、熱可塑性樹脂成形体の意匠面側に対応する金型のキャビティ面の少なくとも一部の温度が熱可塑性樹脂の荷重たわみ温度より30℃低い温度以上であり、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
ストリップおよび空気入りタイヤの製造方法
【課題】ストリップに耳部を形成することで成形されたインナーライナーの厚さを均一し、カーカスプライの接着性を改善し、タイヤ走行時の繰り返し屈曲変形にともなう亀裂成長を抑制する。
【解決手段】円筒ドラム上で螺旋状に巻回させることによりタイヤ用インナーライナーを形成するためのポリマー組成物のストリップ10であって、前記ストリップ10は、スチレン−イソブチレン−スチレントリブロック共重合体を5質量%以上40質量%以下と、天然ゴム、イソプレンゴム及びブチルゴムよりなる群から選択される少なくとも1種のゴム成分を60質量%以上95質量%以下含むポリマー成分100部に対して、硫黄を0.1部以上5部以下含むポリマー組成物のポリマーシートよりなり、前記ストリップ10本体の厚さは0.05mm〜1.0mmで耳部の厚さは本体の厚さより薄く、耳部の幅は0.5mm〜5.0mmである。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】剛性の高い熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
積層体、積層体の製造方法、平板、及び、被覆金属線
【課題】樹脂層と金属層との接着強度が極めて高い積層体、その製造方法、並びに、上記積層体を用いた平板及び被覆金属線を提供する。
【解決手段】変性ポリテトラフルオロエチレンからなる樹脂層、及び、金属層を有し、上記変性ポリテトラフルオロエチレンは、低級アルコールの存在下にテトラフルオロエチレンを重合することにより得られることを特徴とする積層体。
(もっと読む)
ゴムストリップの製造装置、及びこれを用いた製造方法
【課題】断続的に形成されるゴムストリップの形状を安定させる。
【解決手段】ゴムストリップGSを断続的に形成するゴムストリップの製造装置1である。投入されたゴムGを混練りして予成形口Yから間欠的に押し出させる押出しヘッド7を取り付けたゴム押出機2、上下のカレンダロール8a、8b間で最終厚さのゴムストリップGSに圧延成形するカレンダロール手段10と、前記上下のカレンダロール8a、8b間を接近・離間させる状態を選択的に切り替えるロール間隔切換手段9とを具えるカレンダ機3、及び、ギヤポンプ6の回転及びカレンダロール8Aの回転のオン、オフをそれぞれ制御しうる制御手段4を具える。前記制御手段4は、前記カレンダロール8Aの回転のオフに先駆けて、前記ロール間隔切換手段9を作動し、前記上下のカレンダロール8a、8bを離間状態にさせる。
(もっと読む)
シート成形用ロール及びシート成形方法
【課題】耐久性を低下させることなく温調能力の向上を図る。また、外セルの柔軟性が軸方向で異なる成形ロールを得る。
【解決手段】シート2を加圧成形するための円筒状の外セル5と、外セル5の内部に配され外セル5の内径よりも小さい外径を有する円筒状の内セル6と、を備える。外セル5が、外セル5と内セル6と間の空間を回流する温調液7によって温調されるシート成形用ロールにおいて、外セル5の内周面に、外セル5の軸回りに沿って延びる雌ネジ状又はリング状の凹部12が形成される。凹部12の深さは、外セル5の径方向の厚みの0.1倍以上である。
(もっと読む)
ポリアリーレンエーテルケトンフィルムおよび金属フィルムとからなる接着剤を用いない複合材
【課題】寸法安定性の配線板を製造するために適切な、接着剤を使用しない複合材を提供する。
【解決手段】I.以下の成分:
a)ポリアリーレンエーテルケトン 60〜96質量部、
b)六方晶窒化ホウ素 2〜25質量部、および
c)タルク 2〜25質量部
を含む成形材料からなる、5〜1200μmの厚さを有するフィルムを準備する工程、この場合、成分a)、b)およびc)の質量部の合計は、100である、
II.10〜150μmの厚さを有する金属フィルムを準備する工程、
III.I.およびII.で準備したフィルムを、接着剤を使用せずに、Tm−40K〜Tm+40Kの範囲の温度および4〜5000バールの範囲の圧力で圧縮する工程、を有する方法により、ポリアリーレンエーテルケトン成形材料と金属フィルムとからなるフィルムからなる複合材を製造する。
(もっと読む)
医療用栓体
【課題】 輸液の漏洩や注射針の抜けのない医療用キャップを提供する。
【解決手段】 前記金型における下金型が円形のステージ上に複数設けられており、当該ステージを回転させながら、前記ステージ上の異なる位置で、それぞれの下金型表面上に、押し出し機から押し出して切り出された形状で原材料であるエラストマー樹脂を供給する工程と、前記下金型と上金型が、両金型の接近によって該金型内で前記原材料へ直に圧力を与え、前記原材料を圧潰しながら前記金型内に充填して、上記下金型と上金型とで構成される当該金型内に充填された前記原材料をコンプレッション成形し続いて上記金型を分離する工程と、成形された栓体を冷却する工程と、冷却された成形品である栓体を金型から取り出す工程とを順次行う。
(もっと読む)
リブ付き構造の繊維強化樹脂材とその製造方法
【課題】繊維強化樹脂からなるリブ付きパネルにおいて、リブが取り付けられた表面と反対側のパネル表面に生じ得るヒケが効果的に解消されたリブ付き構造の繊維強化樹脂材とその製造方法を提供する。
【解決手段】パネル1の表面にリブ2を有するリブ付き構造の繊維強化樹脂材10であって、パネル1とリブ2はともに熱可塑性樹脂の内部に重量平均繊維長が10〜30mmの繊維材5,3が混合された素材から形成されており、リブ2を形成する素材の重量平均繊維長の割合はパネル1を形成する素材の重量平均繊維長の割合に比して低くなっている。
(もっと読む)
ウエザーストリップ
【課題】圧縮成形体のスリット状開口部を容易に閉じることができるウエザーストリップを提供する。
【解決手段】二つの押出成形品10、20の端末部同士が圧縮成形体40によって一体連続状に連結され、圧縮成形体40の中空シール部43の周壁部のうち、一側壁部46に中空シール部43の内周壁面を形成する中子型を脱型するためのスリット状開口部47が形成される。スリット状開口部47は、打込工具80によって打ち込まれる連結ピン70によって閉じられ、連結ピン70は、スリット状開口部47に跨る連結柱部71と、この連結柱部71の両端に直交する方向に形成されてスリット状開口部47の両側部近傍の外側面にそれぞれ係止される係止部72、73を有している。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動する装置および方法を改良する。
【解決手段】プラスチックの用量(80)を圧縮成形装置(1)に運搬するよう設計される移送手段(8)から構成され、前記移送手段(8)は、押出手段からの前記用量(8)を除去するよう設計される受容手段(321)、および前記受容手段(321)から前記用量(80)を受容しかつ前記用量(80)を前記圧縮成形装置(1)に運搬するよう設計される運搬手段(308)から構成される装置において、前記受容手段(321)は前記運搬手段(308)によって支持されかつ前記運搬手段(308)に対して可動であることを特徴とする。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動し、プラスチックの用量を圧縮成形する装置および方法を改良する。
【解決手段】容器母材(300)を得るためプラスチックの用量(80)を圧縮成形するよう設計されるモールド手段(3)が備わる圧縮成形装置(1)、および前記用量(80)を前記モールド(3)に供給するよう設計される移送手段(8)および前記モールド手段(3)から前記容器母材(300)を除去するよう設計される除去手段が備わる移動装置(6)から構成されることを特徴とする。
(もっと読む)
繊維強化熱可塑性樹脂シートの圧縮成形方法
【課題】
ランダム強化タイプ繊維強化熱可塑性樹脂から切削した複合材料を金型で圧縮成形する方法において、機械的性質の異方性が少なく、使用した複合材料の機械的性質が変形方向や場所によらず維持される方法を提供する。
【解決手段】
シート上の任意のx軸方向とこれに直交するy軸方向にそれぞれ切削した試験片の曲げ弾性率の比が4/5〜5/4であるランダム強化タイプ繊維強化熱可塑性樹脂シートから切削した複合材料を金型の凹部に少なくとも一層配置して圧縮成形する方法において、金型の凹部の水平面への投影図において、最も長い軸をx軸とし、この中点と直交する軸をy軸とし、この金型の凹部のx軸とy軸の長さをそれぞれa,bとしたとき、複合材料のx軸方向の長さm,y軸方向の長さnが0.8≦m/a<1.0および0.8≦n/b<1.0を満足する。
(もっと読む)
異方性充填剤の配向方向制御方法並びに成形品及びその製造方法
【課題】異方性充填剤及び熱可塑性重合体を含む成形品において、異方性充填剤の配向を所望の方向に制御する方法並びに成形品及びその製造方法を提供する。
【解決手段】本発明における異方性充填剤の配向方向制御方法は、熱可塑性重合体(ABS樹脂、ジエン系エラストマー等)及び異方性充填剤(炭素繊維等)を含有する溶融混練物を用いて、熱可塑性重合体からなる相に、異方性充填剤が一軸配向しつつ分散されている混合物ペレットを得る第1工程と、混合物ペレットを、混合物ペレットに含まれる異方性充填剤の一軸配向の方向を規則的に又は不規則的にしつつ、成形用型の中に配置し、熱可塑性重合体を溶融させて型成形する第2工程とを備えるである。
(もっと読む)
積層板及びその製造方法
【課題】スジむらの発生を抑制して、表面シート側、裏面シート側のいずれの面で使用しても商品価値の低下がない積層板を提供する。
【解決手段】表面側の板部3と、表面側の板部3と端部同士が溶着される裏面側の板部2と、これらの板部3,2間に介在する熱可塑性発泡体からなる嵩上げ架橋材4と、この嵩上げ架橋材4と共に前記板部2,3間に設けられて剛性を高める補強部材5とを備える。表面側の板部3の表面側又は前記裏面側の板部2の表面側の少なくとも一方に絞加工が施され、少なくとも表面側に絞加工が施された裏面側の板部2と嵩上げ架橋材4及び補強部材5との間に熱可塑性発泡シート6を介在させる。
(もっと読む)
微細構造体の製造方法
【課題】平滑及び平坦、かつ転写性に優れた微細構造体の製造に好適な方法を提供する。
【解決手段】本発明に係る微細構造体の製造方法は、溶融樹脂供給装置の樹脂供給口をスタンパに沿って移動させることによりそのスタンパに溶融樹脂を塗布し、形成された樹脂溶融体を押圧して冷却・固化することにより微細構造が転写成形された微細構造体を製造する製造方法であって、前記スタンパへの溶融樹脂の塗布が、前記樹脂供給口から供給される溶融樹脂の量がその樹脂供給口と前記スタンパ上面との隙間量に規制される範囲の隙間で行われ、かつ、その規制された供給量を補填しつつ行われることによって実施される。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法
【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料1を、前記熱可塑性樹脂が溶融している状態で一対のロール2の間に供給する工程と、前記一対のロール2で前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロール2に供給される材料1が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
装飾用フィルムの製造方法
【課題】ポリオレフィン系樹脂組成物を用いたカレンダー成形法による装飾用フィルムの製造方法であり、漆黒性を有するとともに、PVCを用いた場合のような良好な品質を有するフィルムを得ることが可能な製法を提供する。
【解決手段】カーボンブラックを含有するポリオレフィン系樹脂組成物を調製する工程と、ポリオレフィン系樹脂組成物をカレンダーロール加工する工程とを有し、ポリオレフィン系樹脂組成物を調製する工程は、ポリオレフィン系樹脂組成物の温度がカレンダーロール加工時の温度より高温で、かつ、ポリオレフィン系樹脂組成物の分解温度未満となる条件下で原料混合物を溶融混練することにより行い、ポリオレフィン系樹脂組成物をカレンダーロール加工する工程は、カレンダーロール設備温度が160〜190℃、カレンダーロール上のポリオレフィン系樹脂組成物の温度が160〜190℃の条件下で行う、単層構造の装飾用フィルムの製造方法。
(もっと読む)
冷却装置および冷却方法
【課題】樹脂組成物を効率よく冷却することができる冷却装置および冷却方法を提供すること。
【解決手段】冷却装置1は、シート状に成形された樹脂組成物であるシート材Q2を、その面方向に沿って搬送する搬送手段2と、搬送手段2により搬送されているシート材Q2を冷却する冷却手段3とを備えている。シート材Q2は、冷却手段3で冷却される直前の温度が40〜60℃のものである。そして、冷却手段3は、シート材Q2の冷却速度が0.2〜5℃/秒となるように冷却する冷却能を有している。
(もっと読む)
1 - 20 / 93
[ Back to top ]