
Fターム[4F204FH19]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の前処理・コンディショニング (517) | 機械的処理 (212) | 切断 (92)
Fターム[4F204FH19]に分類される特許
1 - 20 / 92
光学素子の製造方法及び光学素子
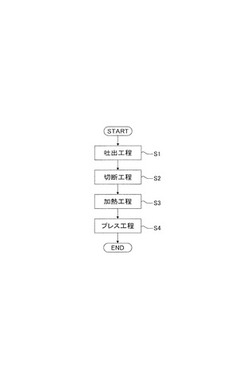
【課題】生産性の高い高精度な光学素子を得ること。
【解決手段】吐出工程において、光学素子の材料である熱可塑性樹脂を加熱溶融して吐出装置により吐出する。切断工程において、吐出装置により吐出された溶融樹脂を切断装置により切断分離して溶融樹脂塊を生成する。加熱工程において、溶融樹脂塊の切断部分を局部的に非接触状態で加熱して、切断部分の樹脂に流動性を付与する。プレス工程において、切断部分が加熱された溶融樹脂塊をプレス成形型によりプレスする。
(もっと読む)
繊維樹脂複合構造体、成形体の製造方法及び成形体
【課題】外観の良好な機械的特性に優れた3次元成形体、及び成形することにより前記成形体を容易に製造することができ、材料脱落の無い取扱性の良好な繊維樹脂複合構造体を提供すること。
【解決手段】(A)熱可塑性樹脂及び熱硬化性樹脂から選ばれる少なくとも1種の樹脂と、(B)融点が異なる2成分以上の熱可塑性樹脂の繊維から構成される複合繊維と、(C)前記(B)複合繊維を除く有機繊維及び無機繊維から選ばれる少なくとも1種の繊維と、を含み、前記(B)複合繊維を構成する1成分の熱可塑性樹脂の繊維が少なくとも2本以上の複合繊維間を結着していることを特徴とする繊維樹脂複合構造体、上述の繊維樹脂複合構造体を裁断して所定の形状にする過程を経た後、加熱加圧成形することを特徴とする成形体の製造方法によって得られる成形体。
(もっと読む)
樹脂部材の製造方法及び該製造方法で製造した樹脂部材。

【課題】 従来の断熱材、或いは樹脂部材は、カーボン繊維をフェルト状の物、又は織布にフェノール樹脂を含浸した物をニードルパンチ等で押圧し、乾燥させたシートを円筒状に巻き重ねて焼成したもので、カーボン繊維が縦横に絡まっている断熱材、或いは樹脂部材で強度や剛性も低く、外部への放熱を遮熱断熱する性能に課題があった。
【解決手段】 遠心分離機を備えた容器に開口部を設けた抄造枠を載置し、補強繊維と充填材と接合材を水中で分散混合し、定着剤で各材料を定着させた混合物を容器の抄造枠内に入れ、遠心分離機を回転させ混合物内の水分を20%〜70%開口部から外に放出し、残った円形又は略円形状の層状混合物を縦に切断し、乾燥炉等に入れ残存水分を1%〜7%位にし、圧縮成形機で平面、又は曲面状の強度や剛性も高く、断熱効果もある樹脂部材を成形する。
(もっと読む)
樹脂成形体の製造方法
【課題】繊維材料を含む熱可塑性樹脂を用いて成形する、成形性に優れた樹脂成形体の製造方法を提供する。
【解決手段】繊維材料を含む熱可塑性樹脂の板状材料10を、面積の異なる3以上の異形領域からなる形状に裁断する裁断工程と、裁断された板状材料20A,20B,20Cを、前記熱可塑性樹脂の融点以上の温度にあらかじめ加熱する予備加熱工程と、加熱された前記板状材料20A,20B,20Cを、前記融点未満の温度に保持された成形型にて加圧成形し、前記異形領域の境界に沿って折り曲げ部を有する成形体を成形する加圧成形工程とを有している。
(もっと読む)
SMC成形システムおよびSMC成形品の製造方法
【課題】SMCシート成形時にSMCシートの硬さを測定しなくても成形品の不良率を低減することができるSMC成形システムを提供する。
【解決手段】長尺のSMCシート20を間欠的に所定量送り出す送りロール11とSMCシート停止時のたわみ量を検出するたわみ量検出部12とを有する搬送装置1と、送り出されたSMCシート20を切断する切断装置2と、切断されたSMCシート30を成形するプレス装置3とを備えたSMC成形システムであって、前記たわみ量検出部12で検出されたたわみ量に基づいて、前記搬送装置1の前記送りロール11による前記SMCシート20の送り出し量、前記プレス装置3の加熱温度および金型締切速度のうち少なくともいずれかを調整する制御装置4が設けられている。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】曲面形状の繊維強化プラスチックを製造する真空RTM成形法において、プリフォームと成形品との外形形状の長さの違いによる成形品端部に生じる段差、樹脂溜まりを解消し、成形後のトリム加工を省くと共に、優れた品質の繊維強化プラスチックを得る製造方法を提供する。
【解決手段】曲面または屈曲形状を有する金型101に強化繊維基材からなるプリフォーム2を配置し、プリフォーム2をバッグ材3で覆って内部を真空吸引し、プリフォーム2に樹脂10を注入して硬化させ、樹脂硬化後の繊維強化プラスチックの厚みをプリフォーム2の厚みより変化させる繊維強化プラスチックの製造方法において、前記繊維強化プラスチックの端面が所望の形状となるように、幅および/または長さの異なる強化繊維基材を積層してプリフォーム2をあらかじめ形成する。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】強化繊維を熱可塑性樹脂に均一に分散させることにより、外観品質が確保されると共に、強化繊維の残存繊維長をより長い状態に維持することにより機械的特性を確保することができる。
【解決手段】強化繊維と熱可塑性樹脂とを含む繊維強化樹脂材を製造する方法であって、連続した強化繊維3aと、第1の熱可塑性樹脂とが、強化繊維3aの繊維長方向に沿って混在した複合材3Aと、第2の熱可塑性樹脂とを、第1及び第2の熱可塑性樹脂が溶融するまで加熱する工程と、第1及び第2の熱可塑性樹脂が溶融した状態で、複合材3Aと第2の熱可塑性樹脂とを混練することにより、強化繊維3aを切断しながら混練物1Aを製造する工程と、を少なくとも含む。
(もっと読む)
繊維強化熱可塑性樹脂シートの圧縮成形方法
【課題】
ランダム強化タイプ繊維強化熱可塑性樹脂から切削した複合材料を金型で圧縮成形する方法において、機械的性質の異方性が少なく、使用した複合材料の機械的性質が変形方向や場所によらず維持される方法を提供する。
【解決手段】
シート上の任意のx軸方向とこれに直交するy軸方向にそれぞれ切削した試験片の曲げ弾性率の比が4/5〜5/4であるランダム強化タイプ繊維強化熱可塑性樹脂シートから切削した複合材料を金型の凹部に少なくとも一層配置して圧縮成形する方法において、金型の凹部の水平面への投影図において、最も長い軸をx軸とし、この中点と直交する軸をy軸とし、この金型の凹部のx軸とy軸の長さをそれぞれa,bとしたとき、複合材料のx軸方向の長さm,y軸方向の長さnが0.8≦m/a<1.0および0.8≦n/b<1.0を満足する。
(もっと読む)
4フッ化エチレン製の製品の製造方法
【課題】歩留まりが良く、生産性の高い、4フッ化エチレン製の製品の製造方法を提供する。
【解決手段】4フッ化エチレンを材料として用い、圧縮成形によって筒状の中間製品10を成形した後に中間製品10を焼成する工程と、メス200を用いて、焼成後の中間製品10に対して突切り加工を行って、複数の角リング11に分割する工程と、角リング11を加熱しながら加圧するヒートプレス工程と、を有し、ヒートプレス工程においては、角リング11を構成する材料が流動する状態になるまで加熱かつ加圧して、角リング11を塑性変形させることで製品12を得ることを特徴とする。
(もっと読む)
繊維強化樹脂成形品及び賦形成形方法
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる繊維強化樹脂成形品及び賦形成形方法を提供する。
【解決手段】繊維強化樹脂成形品100は、複数本の強化繊維束を含む織物基材3の少なくとも一方の表面に熱可塑性樹脂を主成分とする樹脂材料4が付着された成形原反材1を裁断し積層した一対の積層成形材5に各種の機能を備える機能部であるインサート部品101をインサ−トしてなる。この様に積層成形材5にインサート部品101をインサ−トすることによって各種の機能を備える機能部を予め繊維強化樹脂成形品100に組み込み、所要の製品を得るための生産効率を向上することができる。また曲げ強度を向上し、さらに織物基材に要するコストを低減できる。
(もっと読む)
繊維強化樹脂成形品及び賦形成形方法
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる繊維強化樹脂成形品及び賦形成形方法を提供する。
【解決手段】繊維強化樹脂成形品100は、複数本の強化繊維束を含む織物基材3の少なくとも一方の表面に熱可塑性樹脂を主成分とする樹脂材料4が付着された成形原反材1を裁断し積層した一対の積層成形材5によって熱可塑性樹脂を主成分とする成形材4aを狭持し芯材として積層してなる。この様に積層成形材5と熱可塑性樹脂を主成分とする成形材4aとを積層することによって曲げ強度を向上し、軽く高強度の成形品を得ることができる。また織物基材3に要するコストを低減できる。
(もっと読む)
プリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置
【課題】被積層体(ワーク)の積層対象ピースに貼り付けて積層するプリプレグシートの裁断ピースのみを積層シューで押圧することを可能にし、裁断ピースを所定位置に正確に位置決めすることを可能にするプリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置を提供する。
【解決手段】プリプレグ積層体の長さ方向T1に交差する方向に繊維方向T2を向けてプリプレグシート8を積層するためのプリプレグ積層ヘッドを、被積層体Wの幅方向両外側にそれぞれ配設され、プリプレグシート8を被積層体W上に重ねるように案内する一対のガイドローラと、一対のガイドローラの間に繊維方向T2に進退自在に配設され、一対のガイドローラの間に案内されたプリプレグシート8を一面側から押圧して被積層体Wに貼り付けるための積層シュー31とを備えて構成する。そして、積層シュー31をプリプレグシート8の幅方向に分割して形成する。
(もっと読む)
複合材料製構造部材の成形方法
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とする。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
タイヤ部材用トップ反の製造方法
【課題】トップ反を裁断して得られたタイヤ部材を生タイヤに貼り付け加硫を行う際、エンズ分布が不均一になることがないタイヤ部材用トップ反の製造方法を提供する。
【解決手段】平行かつ所定間隔で配列してなるテキスタイルコード3と、テキスタイルコード3と略直角方向に向く横糸とが織り合わされたテキスタイル部材5に、トッピングゴム6を被覆してタイヤ部材用トップ反8を製造する方法であって、環状溝22がロール軸方向に所定間隔で形成されると共に、環状溝22間に切断刃23が突出して設けられた溝付きロール21をテキスタイルコード3と略直角方向に配置し、テキスタイル部材5を溝付きロール21に通過させることにより、横糸4を切断刃23で切断すると共に、テキスタイルコード3を環状溝22に嵌め込んで整列させ、その後、横糸4が切断されたテキスタイルコード3をカレンダー装置1に搬入して、ゴムをトッピングする。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、熱可塑性樹脂と植物繊維とを混練し、混合して樹脂繊維混合物とする混合工程と、樹脂繊維混合物を圧延して平板状の圧延物C1とする圧延工程とを備える。圧延装置30は、樹脂繊維混合物を呼び込むための呼び込みロール301と、この呼び込みロール301から送出される樹脂繊維混合物Cを平板状に圧延するための圧延ロール302とを備えることが好ましい。
(もっと読む)
蓄光材配合成形品の製造方法、及び蓄光材配合半硬化樹脂シートの製造方法、並びに蓄光材配合成形品
【課題】成形における成形型の占有時間や作業時間が短く、局所的な蓄光模様の形成が容易で、ピンホール不良が発生し難い、摩耗への耐久性に優れた蓄光材配合成形品を製造できる方法、及び蓄光材配合樹脂シートの製造方法、並びに蓄光材配合成形品の提供を目的とする。
【解決手段】硬化剤及び蓄光材が配合された熱硬化性樹脂を半硬化した蓄光材配合半硬化物10Aと、熱硬化性繊維強化成形材料20とを、成形型50にて加熱加圧成形して一体化することを特徴とする蓄光材配合成形品1の製造方法。また、該製造方法に用いる蓄光材配合樹脂シートの製造方法、及び蓄光材配合成形品。
(もっと読む)
制振性繊維強化樹脂成形体
【課題】優れた強度及び振動減衰特性を兼ね備えた制振性繊維強化樹脂成形体を提供することにある。
【解決手段】強化繊維とマトリクス樹脂とからなる繊維強化樹脂成形体において、強化繊維が少なくとも強化繊維Aと強化繊維Bの2種を含み、該強化繊維Aが、引張弾性率が5〜50GPa、25℃における損失正接(tanδ)が0.040以上のパラ型芳香族ポリアミド繊維、強化繊維Bが、引張弾性率が54GPa以上の繊維であり、強化繊維A:強化繊維Bとの体積比率が5:95〜28:72であることを特徴とする制振性繊維強化樹脂成形体とする。
(もっと読む)
プラスチック製眼鏡フロント枠の製造方法
【課題】 簡素な工程で製造時間を飛躍的に短縮でき、かつ、肉厚の補強部位を作出するができて材料歩留りにも優れ、しかも、褶曲模様を作出して装飾性を醸し出すこともできるプラスチック眼鏡フロントの製造方法を提供すること。
【解決手段】 サイド湾曲し帯熱状態のフロント基板Fを、仮枠プレス金型M2上に移送載置して挟圧プレスすることによって、曲面部を有する仮枠形状を成形し、冷却硬化せしめた後、リム部2の上下それぞれに余肉部21を成形しつゝ表層を切削除去し、この仮枠プレスおよび切削加工したフロント基板Fを再び加熱して表層を軟化させ、このフロント基板Fを仕上げプレス金型M3上に移送載置して挟圧プレスするとき、キャビティ内において前記リム部2の余肉部21の表層樹脂をブリッジ部1およびサイド部3方向にそれぞれ肉移動させて、厚肉部Tを成形して表面形状を整形するとともに、この表層を仕上げ切削加工する。
(もっと読む)
複合材料メンバーとその作製方法
【課題】ゴム子と複合繊維子を一体に結合する複合材料メンバーとその作製方法を提供する。
【解決手段】金型を利用し、金型は、第1金型と、第2金型と、を含み、第2金型は一つの金型空洞を有し、第1金型に複合繊維子32を入れ、複合繊維子32は、樹脂3202で少なくとも一つの繊維層3204を覆って構成されるステップと、第1金型と第2金型を型合せるステップと、金型空洞にゴムを充填することにより、複合繊維子3204の樹脂3202にゴム子34を成形するステップと、を含む。
(もっと読む)
積層シリコーン成形体とその製造方法
【課題】表面が滑らかで光沢を有し、さまざまな色を表現できる積層シリコーン成形体とその製造方法の提供。
【解決手段】本発明のシリコーン成形体の製造方法は、粘性率の高いシリコーンコンパウンド、顔料及び架橋剤とを混ぜ合わせて板状に形成する第一シリコーンシートを製造する第1工程S102と、前記第一シリコーンシートを切断し、二以上の切断シートを製造する第2工程とS103、前記切断シートを二以上重ね合わせた後、加圧処理して板状に形成する第二シリコーンシートを製造する第3工程S105と、前記第二シリコーンシートを所定量成形用金型で加熱、加圧処理して成形する第4工程S109とからなっている。
(もっと読む)
1 - 20 / 92
[ Back to top ]