
Fターム[4F204FJ26]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 供給の調整 (271)
Fターム[4F204FJ26]の下位に属するFターム
供給位置の (242)
Fターム[4F204FJ26]に分類される特許
1 - 20 / 29
複合材製造方法
【課題】高強度の複合材が得られる複合材製造方法を提供する。
【解決手段】凹部10を有する成形型1に強化繊維基材2を載置し、凹部10を挟んで配置される少なくとも一対の固定部材4によって強化繊維基材2を成形型1に固定する。このとき、強化繊維基材2と成形型1の凹部10の底面12との間に間隙が設けられた状態で、強化繊維基材2を固定部材4によって成形型1に固定する。この後、成形型1に固定された強化繊維基材2をバッグフィルム20で覆い、成形型1とバッグフィルム20との間に形成された成形空間内を減圧して、減圧された成形空間内でマトリックス樹脂を流動させる。そして、強化繊維基材2とマトリックス樹脂とが一体的に成形された複合材28が得られるように、マトリックス樹脂を固化する。
(もっと読む)
半導体装置の製造方法

【課題】圧縮成形の樹脂封止パッケージにおいて、リードフレームなどに変形を防止できる半導体装置の製造方法を提供する。
【解決手段】リードフレームを対向する2つのモールド金型に挟持し、圧縮成形法により樹脂封止する半導体装置の製造方法において、モールド金型内空間に圧縮成形により樹脂封止後、樹脂が半硬化状態時に位置決め可動ピンを封止樹脂の表面まで離反させ、位置決め可動ピンがモールド金型内で占めていた空間に、樹脂を充填した後、樹脂全体を硬化させることにより、樹脂封止をおこなう半導体装置の製造方法。
(もっと読む)
間欠式フィルム成形方法および間欠式フィルム成形装置
【課題】
本発明は、連続したフィルムを順次に巻き戻しながら成形装置に供給して、該フィルム表面に微細凹凸形状を間欠的にプレス成形をする成形方法と成形装置に関するものであって、成形後のフィルム搬送過程において、成形面での異物付着や搬送傷を抑制することを目的とする。
【解決手段】
本発明の間欠式フィルム成形方法は、金型表面の近傍に間欠的に成形用フィルムを供給する供給工程と、該金型に該成形用フィルムを接触させ押圧することにより、該成形用フィルムの一方の面に該金型表面の形状に対応する形状を成形する成形工程と、該金型表面に貼り付いた成形後の該成形用フィルムを離型して搬送する離型工程と、を少なくとも含む間欠式フィルム成形方法であって、前記離型工程において、前記金型から前記成形用フィルムを把持しながら離型したのち、該成形用フィルムの前記一方の面に何も接触させることなく、次に該一方の面に第1の保護フィルムをラミネートする方法である。
(もっと読む)
繊維強化プラスチックの部品を製造するための方法および装置
本方法は、a)素材(3)を提供し、b)セグメント(1;22)を備えたセットを備えた第1のツールを提供し、c)閉ポジションで互いに隣接配置されたとき製造される部品表面の形状を描く第2のツール面を形成するセグメント(2a;2b)の第1・第2のセットを備えた第2のツールを提供し、d)閉ポジションへと第2のツールの第1のセットのセグメント(2a)を移動させ、e)閉ポジションへと第2のツールの第2のセットのセグメント(2b)を移動させ、f)第1・第2のツールに圧力を加えてその間で素材(3)を圧縮するステップを具備する。セグメント(2a;2b)は、閉ポジションに向かうセグメント(2b;21)の移動の間絶えず、このセグメント(2b;21)に関する閉ポジションまでの瞬間移動距離は、セグメント(2a;20)に関する閉ポジションまでのそれを超えるよう移動させられる。これは、繊維強化プラスチック、特にホイール、リムなどのリング状部品の製造を可能とする。 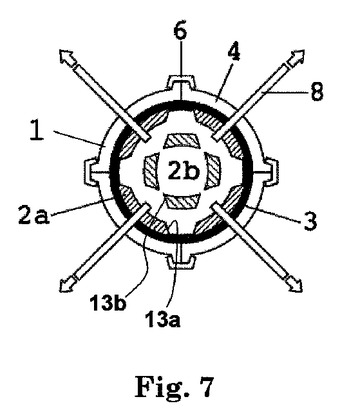 (もっと読む)
(もっと読む)
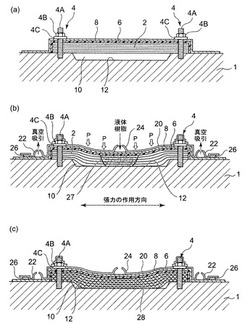
圧縮賦形装置および方法並びに繊維強化複合材料とプリフォームおよびそれらの製造方法
【課題】強化繊維基材の厚みが変化し傾斜面を有する場合にあっても、その傾斜面に対応させて容易に望ましい形状に賦形することが可能な圧縮賦形技術を提供する。
【解決手段】強化繊維基材1を金型間に挟んで加圧することにより金型賦形面3a、3bの形状に沿う形状に賦形する少なくとも二つの金型2a、2bと、少なくとも一つの金型に開閉動作をさせ、強化繊維基材1を加圧、開放する金型駆動手段4と、金型2a、2bによる開閉動作に合わせて強化繊維基材1を金型2a、2bに対し搬入、搬出する搬送手段5とを備え、少なくとも一つの金型2aの金型賦形面3aが、強化繊維基材1の搬送方向Bに対し平行な平行面6aと、該平行面6aに段差なく連接され搬送方向に対し傾斜した傾斜面6bとを併せ持つことを特徴とする圧縮賦形装置10および方法、並びにそれらを用いて製造された繊維強化複合材料とプリフォームおよびそれらの製造方法。
(もっと読む)
インサート成形体の製造方法とインサート成形体の製造装置
【課題】原料の充填を均一に行うことが可能であり、インサート材を変形させることなく、一回の圧縮成形で原料が均一に分布したインサート成形体を容易に製造することができる方法と、その方法に用いられて好適なインサート成形体の製造装置を提供すること。
【解決手段】厚みに対して平板幅が大きく長尺な平板面を持つ平板形状のインサート材6を、キャビティ28内に、平板面が鉛直方向に平行となり、当該インサート材6の長手方向に沿って貫通するように配置する。キャビティ28の原料入口30から平板面に平行な方向に向けて原料を充填する。キャビティ28を閉じる。インサート材6の平板面に対して垂直な方向からキャビティ28内の原料を圧縮して圧縮成形体4を形成する。キャビティ28を外部に開放し、キャビティ28内からインサート材6が一体成形された圧縮成形体4を取り出す。
(もっと読む)
無線制御による成形品の形成方法
本発明は、無線制御によって成形プラスチック製品を形成する方法及び成形システム(1)に関する。成形システムは、1以上の自己推進キャリッジ(15)のキャリッジコントローラ(45)との無線通信に従事するように構成される主コントローラ(12)を有する。各キャリッジ(15)は、キャリッジの位置を特定するキャリッジ位置表示器(62)を有しており、キャリッジの位置は、キャリッジコントローラ(45)にほぼ連続的に送信され、その後、キャリッジコントローラから主コントローラ(12)にほぼ連続的に無線で通信される。主コントローラ(12)は、各キャリッジコントローラ(45)に位置指令(例えばポリマー導入ステーション位置指令)を無線で通信し、各キャリッジコントローラ(45)は、対応して、少なくとも1つのキャリッジを位置決めするために、各キャリッジのそれぞれの推進システム(30)に作動位置命令を提供する。主コントローラはまた、成形システムの状態に応じて、特に、成形システム内の様々なキャリッジの位置に応じて、成形システムの他の第2のコントローラに指令を提供する。例えば、キャリッジ(15)がポリマー導入ステーション(18)に位置決めされると、主コントローラ(12)はポリマー導入コントローラ(68)に1以上のポリマー導入指令を通信し、その後、ポリマー導入コントローラ(68)は、例えば押出成形機などのポリマー導入装置(71)に作動ポリマー導入命令を提供し、その結果、型(24)の内側型面(27)に接触するようにポリマー合成物を導入し、及び従って、成形品を形成する。 (もっと読む)
ナノ構造及びマイクロ構造を有する構造体の製造方法
【課題】 ナノ構造及びマイクロ構造を有する構造体を、合成した樹脂素材から直製成型する簡便な製造方法を提供する。
【解決手段】 本発明のナノ構造及びマイクロ構造を有する構造体の製造方法は、(a)粉末状の樹脂を、原版(モールド)表面に置く工程と、(b)原版(モールド)ならびに樹脂を、樹脂のガラス転移温度以上、溶融温度以下に加熱する工程と、(c)原版(モールド)に樹脂をプレスする工程と、(d)樹脂をガラス転移温度以下に冷却し、原版(モールド)を取り除き、原版(モールド)のナノ構造及びマイクロ構造の反転構造を形成する工程とを含む。
(もっと読む)
SMC搬送装置およびSMC成形システム
【課題】SMCシートの硬さを正確にかつ迅速に把握でき、成形品の生産効率を向上させることができるSMC搬送装置およびSMC成形システムを提供する。
【解決手段】長尺のSMCシート8を送りロール1で押圧しながらプレス成形用に切断する切断装置5に搬送するSMC搬送装置であって、少なくとも一方のロールが上下方向に移動自在な上下一対のロール1a、1bで構成されてロール1a、1b間にSMCシート8を通して搬送する送りロール1と、送りロール1のロール1a、1b間を通過するSMCシート8を押圧しつつそのSMCシート8の硬さに応じて少なくとも一方のロールを上下方向に移動させるロール間距離調整手段2と、ロール1a、1b間の距離を検出するロール間距離検出手段3と、その検出結果を出力する出力手段4とを有する。
(もっと読む)
合成樹脂成形体及びこの合成樹脂成形体を用いた浴室部材
【課題】新たな金型投資を必要とせず、生産性・肌触り・滑りにくさ・水の乾燥性・衝撃吸収性・防音性・耐久性・清潔性に優れ、しかも、表面部材と基部の接着性が良好で、成形時の軟質材の流動や成形後の成形品反りを抑えることができる、より安全で快適な浴室成形品を提供する。
【解決手段】基部5と、この基部に積層される表面部材4とを備え、上記上面部材が、軟質であり、その表面に織物の転写面を有する合成樹脂成形体。
(もっと読む)
レンズ成形装置
【課題】専用のペレット材料や専用の金型を用いることなく、偏芯や偏肉の無いレンズを容易に製造する方法およびその装置を提供する。
【解決手段】下型21の断面円弧状に凹設されたキャビティ面21cに球状のペレット材料aを投入し、上型22を型閉じした後、この型閉じした金型2を、搬送しながら各ステージ42…で加熱、圧縮成型、冷却するようになされたレンズ成形装置1であって、型閉じ後、各ステージ42…へ移行する前の待機位置41において、上型22を持ち上げてペレット材料aを下型21のキヤビティ面21cの中心に自重で転がり移動させた後、上型22を再度ゆっくりと型閉じするようにしたペレット材料aの入れ直し作業を行なうようにしたものである。
(もっと読む)
成形品
【課題】外観上の体裁、成形の作業性を良好にすることができ、補強効果を高めることができるようにすること。
【解決手段】浴槽10における底面部11の裏面側には、補強層12が設けられている。補強層12は、連続繊維12Aに樹脂材料を含浸して作製されたプリプレグシート17により形成される。連続繊維12Aに樹脂材料を含浸するときの当該樹脂材料の粘度は、4Pa・s以下に設定されている。連続繊維12Aは、ガラスクロス又はガラスマットにより構成される繊維シートからなる。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
帯状補強部材の製造ライン、及び帯状補強部材の製造方法
【課題】帯状補強部材の品質を安定化し、生産性を向上可能な帯状補強部材の製造ラインの提供。
【解決手段】第1カレンダーロール9と第2カレンダーロール11との協働によってゴムシート13を連続的に圧延成形すると共に、第3カレンダーロール15と第4カレンダーロールと17の協働によってゴムシート19を連続的に圧延成形し、第2カレンダーロール11と第4カレンダーロール17の間隙に向かって供給された不織布シート27を間にして、第2カレンダーロール11の外周面及び第4カレンダーロール17の外周面にそれぞれ転写された一対のゴムシート13,19を重合した状態の下で、逆回り方向へ回転中の第2カレンダーロール11と正回り方向へ回転中の第4カレンダーロール17との協働によって一対のゴムシート13,19を上下から押圧することにより、帯状補強部材3を連続的に成形して送り方向へ搬送し、巻取り装置43によって連続的に巻取る。
(もっと読む)
ガラス繊維含有樹脂成形材料の製造方法
【課題】ガラス繊維含有樹脂成形材料中の残存ガラス繊維を所定の繊維長に調製できるとともに、ガラス繊維含有樹脂成形材料を生産性良く製造することができるガラス繊維含有樹脂成形材料の製造方法を提供する。
【解決手段】ガラス繊維と樹脂との混合物をロール混練機で混練しつつガラス繊維を所定の繊維長に調製してガラス繊維含有樹脂成形材料を製造する方法であって、ガラス繊維の繊維長の調製はロール混練機のロール間ピッチを調整しておこなうこととする。
(もっと読む)
分割されたリングの圧縮成形方法
本発明は、ポリマー粉末または金属粉末から、離隔または間隙(5、10)を有する成形部品(1)を製造するための方法である。この離隔または間隙は、プレス部品を形成するための粉末成形材料をダイキャビティに充填する前、その間、またはその後に、ダイキャビティ内にセパレータまたは間隙形成材料を挿入することによって形成される。プレス部品を形成した後、セパレータまたは間隙形成材料を除去して離隔または間隙を設ける。 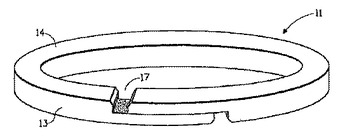 (もっと読む)
(もっと読む)
電子部品の樹脂封止成形装置
【課題】樹脂封止成形時に用いられる樹脂材料41を金型(キャビティ空間部9)内に供給する際に、キャビティ空間部9内の樹脂材料41が樹脂流動を極力発生させないようにする電子部品35の樹脂封止成形装置50を提供することを目的とする。
【解決手段】本装置50に含まれる樹脂供給機構40に備えた供給部46において、樹脂トレイ42にはシャッター42Aが開く方向と垂直方向に開口したトレイ用のスリット部材42Bを備えると共に、スリット部材42Bの開口部分に投入された所要量の樹脂材料41をシャッター42Aが開くのと略同時にキャビティ空間部9内に供給するように構成されていることを特徴とする。
(もっと読む)
粉体の充填装置、粉体の充填方法、長尺磁石成形体、及び、マグネットローラ
【課題】長尺の成形体用の、溝状の金型であっても、全体に均一に粉体を充填することができる粉体の充填装置、及び、そのような充填装置を用いる粉体の充填方法、さらに、圧縮成形による成形体であって、均一な強度と特性を有する長尺磁石成形体、および、そのような長尺磁石成形体を有するマグネットローラを提供する。
【解決手段】金型内に充填された粉体を圧縮成形して成形体を形成する圧縮成形方法に用いる粉体の充填装置において、前記金型を載置する金型載置台と、該金型載置台の金型載置部の中心に対して対称となるように振動を与える加振手段とを有する粉体の充填装置。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置において、ノズルまたはダイあるいはTダイの吐出口の開口面での溶融樹脂の固化を防ぐ。
【解決手段】本発明の樹脂成形装置は、射出装置からノズルまたはダイあるいはTダイを介して金型上に溶融樹脂を吐出し、次いで型締めを行うことにより樹脂製品を成形する樹脂成形装置において、吐出口2の開口面の溶融樹脂を保温または加熱するための赤外線ヒータ4を、吐出口2に向けて吐出口2の斜め前方に配置したことを特徴とする。また、赤外線ヒータを使用して吐出口2の開口面の溶融樹脂を保温または加熱する代わりに、吐出口2を閉鎖するためのシャッタ8を設け、このシャッタ8をヒータ9で加熱しても良い。
(もっと読む)
多層物品およびその製造方法
軸対称物体を形成する多層物品を製造する方法であって、該物品は、少なくとも、平均厚さTおよび高さHの側壁に接続される径Dの基部を含み、該方法は、同時押出成形された多層仕込み品を金型のキャビティ中に供給し、次に、物品を形成するために該仕込み品を圧縮することに存し、仕込み品は対称軸に関して軸対称の物体を形成すると共に、仕込み品はそれらの少なくとも一つが薄い機能層であるいくつかの層の放射状スタックからなり、該仕込み品の外径はほぼDに等しくあり、圧縮の方向は該仕込み品の対称軸に平行であると共に、圧縮は仕込み品の一つの面上で行われるが、この方法は、仕込み品が該面の一部上でのみ圧縮されるという事実を特徴とする。  (もっと読む)
(もっと読む)
1 - 20 / 29
[ Back to top ]