
Fターム[4F204FN02]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 成形品の部分形状に対応した成形操作 (286) | 端部 (65)
Fターム[4F204FN02]に分類される特許
1 - 20 / 65
光学素子の製造方法及び光学素子
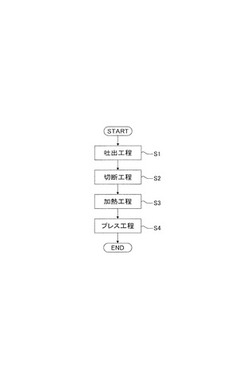
【課題】生産性の高い高精度な光学素子を得ること。
【解決手段】吐出工程において、光学素子の材料である熱可塑性樹脂を加熱溶融して吐出装置により吐出する。切断工程において、吐出装置により吐出された溶融樹脂を切断装置により切断分離して溶融樹脂塊を生成する。加熱工程において、溶融樹脂塊の切断部分を局部的に非接触状態で加熱して、切断部分の樹脂に流動性を付与する。プレス工程において、切断部分が加熱された溶融樹脂塊をプレス成形型によりプレスする。
(もっと読む)
半導体装置製造方法及び半導体装置

【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
金属複合体の製造方法
【課題】金属材同士、または金属材と他の構造部材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、加工が容易で、且つ接着強度に優れる金属複合体の製造方法を提供する。
【解決手段】特定の熱硬化性樹脂を含むシート状基材2と、該シート状基材2に接するように配置または積層された金属材1,3とを備えるプリフォーム10を加熱及び加圧により成形して、金属材1,3と樹脂硬化層とを備える金属複合体20を製造する方法であって、プリフォーム10を180℃を超える表面温度を有する成形金型11,12内に配置し、金属材1,3の表面温度が180℃を超えるまで加熱する第1の工程と、第1の工程で加熱されたプリフォーム10を加圧により金属複合体20に成形する第2の工程と、第2の工程で成形された金属複合体20を、加圧下において金属材1,3の表面温度が180℃以下となるまで冷却する第3の工程とを備える。
(もっと読む)
繊維強化樹脂材とその製造方法
【課題】繊維強化樹脂材の端面が構造弱部とならず、しかも外観意匠性にも優れた繊維強化樹脂材とその製造方法を提供する。
【解決手段】中空で繊維強化樹脂からなるプリプレグシート3の該中空3aを潰すようにしてプリプレグシートの積層体3Aを製作し、別途用意された繊維強化樹脂部材2の端面2aから側面に亘る端面領域にこのプリプレグシートの積層体3Aを被せ、プリプレグシートの積層体3Aと繊維強化樹脂部材2を一体化させて繊維強化樹脂材10を製造する繊維強化樹脂材の製造方法である。
(もっと読む)
複合材パネル構造体及びその製造方法
【課題】複合材パネル構造体に対して新たに耐雷構造を設けることなく耐雷機能を実現可能な複合材パネル構造体及びその製造方法を提供する。
【解決手段】強化繊維を含む複合材パネル10により形成される複合材パネル構造体において、複合材パネル10は、マトリックス樹脂が含浸された強化繊維基材2と、該強化繊維基材の一面側に配置された導電性メッシュシート3と、該導電性メッシュシートを挟んで強化繊維基材2の一面側に配置されたバッグフィルム4とを含み、複数の複合材パネル10の導電性メッシュシート3が互いに電気的に接続されている。
(もっと読む)
ウエザーストリップ
【課題】圧縮成形体のスリット状開口部を容易に閉じることができるウエザーストリップを提供する。
【解決手段】二つの押出成形品10、20の端末部同士が圧縮成形体40によって一体連続状に連結され、圧縮成形体40の中空シール部43の周壁部のうち、一側壁部46に中空シール部43の内周壁面を形成する中子型を脱型するためのスリット状開口部47が形成される。スリット状開口部47は、打込工具80によって打ち込まれる連結ピン70によって閉じられ、連結ピン70は、スリット状開口部47に跨る連結柱部71と、この連結柱部71の両端に直交する方向に形成されてスリット状開口部47の両側部近傍の外側面にそれぞれ係止される係止部72、73を有している。
(もっと読む)
ゴムシートの製造ラインおよび製造方法
【課題】設備の大型化を伴わずにシートの厚みのバラツキを抑制することができるゴムシートの製造ラインおよび製造方法を提供する。
【解決手段】第1カレンダーロール1と、第1カレンダーロール1との協働によりゴム材料5からゴムシート6aを連続的に圧延成形する第2カレンダーロール2と、第3カレンダーロール3と、正回り方向へ回転し、第3カレンダーロール3との協働によってゴム材料5からゴムシート6bを連続的に圧延成形する第4カレンダーロール4と、を備え、一対のゴムシート6a、6bを重合した状態の下で、第2カレンダーロールと第4カレンダーロールとの協働によってゴムシート6を圧延成形できる様に構成され、得られたゴムシート6の両側部を裁断するゴムシートの製造ラインである。ゴム材料5を一対のカレンダーロールの両側の2ヶ所の供給部に連続的に供給でき、かつ、2ヶ所の投入部間の距離aが、ゴムシートの幅bよりも大きい。
(もっと読む)
複合材料を用いた成形品及びその製造方法
【課題】成形時における表皮材の破れや吸音部における基材の潰れをなくし、軽量で優れた吸音性を発揮し、かつ不織布等の基材の脱落や汚水の浸入がない成形品及びその製造方法を提供する
【解決手段】目付が150〜800g/m2、嵩密度が0.01〜0.1g/cm3である不織布、もしくは樹脂発泡体よりなる基材と、通気性が50cc/cm2・sec以下の熱融着性の素材を含有する表皮材13とが、積層もしくは接着されてなる複合材料を、所要形状の成形面を有する上型と下型からなる成形金型で型締めしてなる成形品10において、前記成形品10は複合材料が成形金型に投入され、下型の潰し部と上型の潰し部との間で型締めされることにより成形品外周縁部が端末処理され、複合材料が所要形状に成形されるとともに、成形品に肩R部が形成され前記基材のボリウムが維持されていることを特徴とする。
(もっと読む)
光ファイバ埋込繊維強化複合材積層板の製造方法及び光ファイバ埋込繊維強化複合材積層板
【課題】繊維強化複合材積層板の成形時だけでなく成形完了後の実際の使用時における光ファイバの折損を確実に防止することができ、繊維強化複合材積層板の荷重履歴を正確にモニタリングし得る光ファイバ埋込繊維強化複合材積層板の製造方法及び光ファイバ埋込繊維強化複合材積層板を提供する。
【解決手段】プリプレグを積層しつつ内部に光ファイバを埋め込み(埋込工程A)、弾性樹脂製枠部材によりプリプレグの外周端部を整合させ、切欠部に光ファイバの取出部が収まって保護されるよう光ファイバを弾性樹脂製枠部材に支持せしめ(整合保護工程B)、プリプレグを定盤の上に載置し、その周囲をシール材で取り囲み、バッグフィルムを覆い被せ真空引きし(吸引工程C)、プリプレグを加熱・加圧成形して積層板とし(成形工程D)、弾性樹脂製枠部材の光ファイバを支持する部分を少なくとも端部保護材として残すよう切除する(切除工程E)。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
レンズ製造方法およびレンズ
【課題】レンズ中間体を金型に対して精度よく位置決めできるとともに、光学歪をレンズ外周部に発生させる。
【解決手段】
レンズ中間体300は、コバ部303を有するとともに、このコバ部303の一部が不連続となるように外周部を切り欠いたカット部306を有する。下型200は、第2転写面203の周りに、コバ部303と係合する嵌合部202を備える。コバ部303を嵌合部202に係合させることにより、レンズ中間体300が下型200に対し位置決めされる。プレス工程において、レンズ中間体300が変形すると、コバ部303に囲まれた空間の空気がカット部306から外部に排出される。また、レンズ中間体300の外周部が、上型100と下型200の間の隙間に逃げる。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
航空機翼構造の成形方法
【課題】飛行性能及び外観性の向上が図れる航空機翼構造の成形方法を提供する。
【解決手段】中空構造物用プリプレグ成形体26、28が、それぞれに対応する成形型としての前縁型、前中間用シリコン樹脂製中子型35、後中間型、後縁用シリコン樹脂製中子型51び後縁用金属製中子型53に前縁用プリプレグ、前中間用プリプレグ、後中間用プリプレグ、後縁用プリプレグを両端部が重なる形で巻き付けるように形成され、その重なり部が中間桁となる領域に配置される。
(もっと読む)
ゴムシートの成形装置及び成形方法
【課題】収縮が大きい材料であっても、圧延後のゴムシートの収縮を改善することのできるゴムシートの成形方法及び成形方法を提供する。
【解決手段】ゴムシートの成形装置は、未加硫ゴムを圧延してゴムシートsを形成するカレンダー装置1よりもゴムシートsの移動方向下流側に設けられた伸張装置4を備える。この伸張装置4は、ゴムシートsの移動方向と直交するゴムシートsの幅方向に、当該ゴムシートsの幅寸法を、元の寸法の110%以上に拡大させる装置である。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】繊維強化樹脂を三次元形状に成形する場合に、繊維強化樹脂の成形時間を短縮することができるプレス成形装置を提供する。
【解決手段】上型100と下型200とを備え、上型100と下型200とで繊維強化樹脂20をプレス成形するプレス成形装置10であって、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の上方に配置される第1弾性シート300と、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の下方に配置され、プレス成形中に、第1弾性シート300とで繊維強化樹脂20を挟み込む第2弾性シート400とを備える。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
円筒状部材の接合方法、円筒状成形体の成形方法および成形体
【課題】シワの発生がなく、外観良好で、強度を保持させた円筒状部材の接合方法および円筒状成形体の成形方法を提供する。
【解決手段】上記の接合、成形方法を、突き合わせた管端面の接合部に重ねて強化繊維基材2を配設する工程と、前記強化繊維基材2を、密封材により被覆して樹脂管1相互の外周面に密封する工程と、前記樹脂管1の外周面と密封材との間を減圧し、未硬化の樹脂を供給する工程と、供給した樹脂を硬化させる工程とを含み、前記強化繊維基材2は、接合部の外周面に沿って周方向および横方向に位置をずらしながら配設される複数枚のシート状物であり、周方向の一端を接着させ、周方向の他端を、隣り合う他のシート状物の外面に重なり合うように配設して、接合部の周方向に沿って重ね張りされるものとする。
(もっと読む)
ダクト及びその製造方法
【課題】熱可塑性樹脂又は熱硬化性樹脂を含む不織布から加熱圧縮成形により形成されたダクトにおいて、フランジ部が他部品等と擦れ合った場合に異音を生じ難いダクトの提供を目的とする。
【解決手段】熱可塑性樹脂又は熱硬化性樹脂を含む不織布を加熱圧縮成形して賦形したダクト半体11同士を重ね合わせ、ダクト半体11の両側に形成されているフランジ部15で接合したダクト10であって、フランジ部15の基部16を不織布が圧縮された状態とし、フランジ部15の先端部17を不織布の非圧縮状態として、フランジ部15の先端を柔らかく、かつ不織布本来のクッション性を有するものとした。
(もっと読む)
ゴムマット及びその製造方法
【課題】衝撃吸収効果、疲労軽減効果、スリップ抑制効果などが優れており、更には耐久性も優れている、ゴムマットを提供する。
【解決手段】ゴムマット10は、本体部101と、本体部101の周縁のエッジ部102とを有しており、本体部101は、発泡ゴム層1上に、補強シート2、更には、非発泡ゴム層3が積層されて一体化された三層構造を有しており、非発泡ゴム層3の表面に、一体に多数の突起部31を等間隔で千鳥状に配置し、エッジ部102は、非発泡ゴムからなる。
(もっと読む)
圧縮成形用再生メラミン樹脂材料、再生メラミン樹脂成形品、食器、及び再生メラミン樹脂成形品の製造方法
【課題】成形形状の対応性に優れ、圧縮成形によってもオーバーキュアが発生し難く、確実に固化するものであって、成形後の衝撃耐久性にも優れた圧縮成形用再生メラミン樹脂材料やこれを圧縮成形してなる再生メラミン樹脂成形品等を提供する。
【解決手段】再生メラミン樹脂成形品の粉砕粉末を主成分として含まない使用済メラミン樹脂成形品の粉砕粉末と、再生メラミン樹脂材料を含まないメラミン樹脂材料とが混合され、前記粉砕粉末の配合量が全重量比50〜65%である。再生メラミン樹脂成形品の圧縮成形用再生メラミン樹脂材料は全重量比0.5%以上の黒色着色剤を含み、成形後の表面全体に艶消しシボ加工1sが施される。
(もっと読む)
1 - 20 / 65
[ Back to top ]