
Fターム[4F204FN04]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 成形品の部分形状に対応した成形操作 (286) | 厚肉部(突起、凸部) (36)
Fターム[4F204FN04]に分類される特許
1 - 20 / 36
リブ付き構造の繊維強化樹脂材とその製造方法
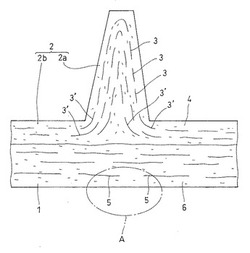
【課題】繊維強化樹脂からなるリブ付きパネルにおいて、リブが取り付けられた表面と反対側のパネル表面に生じ得るヒケが効果的に解消されたリブ付き構造の繊維強化樹脂材とその製造方法を提供する。
【解決手段】パネル1の表面にリブ2を有するリブ付き構造の繊維強化樹脂材10であって、パネル1とリブ2はともに熱可塑性樹脂の内部に重量平均繊維長が10〜30mmの繊維材5,3が混合された素材から形成されており、リブ2を形成する素材の重量平均繊維長の割合はパネル1を形成する素材の重量平均繊維長の割合に比して低くなっている。
(もっと読む)
横断面に肉厚部位を有する複合材料構造物製造用治具

【課題】 ハット型ストリンガを採用したスティフンドパネル構造物の製造に特に好適に用いられ、プリプレグの変形を有効に抑制でき、かつ、より多数回の使用が可能となるような耐久性を実現できるブラダタイプの治具を提供する。
【解決手段】 ブラダの本体部11は、管状部14およびその外周面に被覆される被覆フィルム15から構成されている。管状部14は本体部11の「本体」であり、横断面が台形状の管状となるようシリコーンゴム組成物により形成されている。この横断面の下底に対応する露出壁部11bの両側縁部は、その厚みが他の壁部よりも大きい肉厚縁部11dとなっている。この肉厚縁部11dは、本体部11の内面側から露出壁部11bを支持することになるので、露出壁部11bの凹み変形を有効に抑制することができる。
(もっと読む)
積層構造体、積層構造体の製造方法、および積層構造体の製造装置
【課題】剛性を低下させることなく、軽量化を図ることができる積層構造体を提供すること。
【解決手段】外装パネル10は、金属製の板材11と、この板材の表面に一体化して設けられた樹脂製のリブ12と、からなる。よって、板材11を薄肉化しても、リブ12により外装パネル10の剛性を向上できるので、剛性を低下させることなく、軽量化を図ることができる。
(もっと読む)
スタンピング成形品
【課題】リブやボス部の先端まで強化繊維の分率が均一で、高いリブ構造を有し、成形品形状における剛性が高く、広い内容積のとれるスタンピング成形品を提供する。
【解決手段】リブやボス根元厚さaと高さbが特定の式の関係にある根元厚さ2.5mm以下のリブおよび/またはボスを有する成形品において、そのリブやボス部に平均繊維長が7.5〜75mmである繊維状強化材を15〜60容量%含有し、さらに成形品のリブおよび/またはボスの末端と末端から2mmの範囲の繊維状強化材容量%と基板部のその容量%が特定の式の関係にあり、熱可塑性樹脂がポリプロピレンまたはポリアミドであることを特徴とする。
(もっと読む)
光学素子の製造方法および光学素子の製造装置
【課題】成形型の形状に影響されることなく、成形型内における成形素材の位置ずれを防止して、高精度の成形品を製造する。
【解決手段】スリーブ16の中で対向する下型14と上型15の間に成形素材90を配置して加熱および加圧して光学素子に成形する成形装置M1において、下型成形面14aの成形素材90の配置位置に、成形温度で分解して消失する熱分解材料Aを塗布する供給ノズル19を設け、熱分解材料Aを介して成形素材90が下型成形面14aの中心に安定して接着固定された状態で、所望の成形温度で成形を行う。下型14に対する成形素材90の位置ずれに起因する製品不良の発生を確実に防止できるとともに、熱分解材料Aは成形温度で分解して消失するため、光学素子の外観品質が低下することもない。
(もっと読む)
積層材の製造方法及び積層材
【課題】既存の落花生殻を利用したパーティクルボードは、JIS規格を満たすことができていない。そこで、本発明は、植物もしくは果実の殻などを利用して製造する成形品であって、より強度の高い成形品を提供することを目的とする。
【解決手段】植物もしくは果実の殻、又は、植物もしくは果実の種を粉砕してなる原材料と、樹脂系接着材料とを混合する第1工程と、前記混合物と繊維素材からなる強化材とを積層して加圧する第2工程と、を備える積層材の製造方法を提案する。これにより、従来に存在する、植物もしくは果実の殻等を利用して製造された積層材よりも、より強度の高い積層材を製造することが可能である。
(もっと読む)
強化繊維複合材ビームの製造方法
【課題】強化繊維シートの積層体の積層枚数が変化し長手方向に厚さが変化する部分を有する強化繊維複合材ビームを、所定形態に、容易にかつ精度良く成形する。
【解決手段】横断面にT形の形状部を含むとともに、長手方向に厚さが変化する部分を有する強化繊維複合材ビームの製造方法であって、(a)横断面に、L形部を持つ2つの強化繊維シートの積層体2a、2bを背中合わせにしたT形部を含み、長手方向に、強化繊維シートの積層枚数が変化する部分を有し、L形部の屈曲部の谷側の曲率半径R1が長手方向に一定である予備成形体1を製造する予備成形体製造工程と、(b)予備成形体1のより厚い部分において、T形部における垂直部5を水平部6に向けて近づけることにより、その部分における前記曲率半径R2を他の部分における曲率半径よりも小さくした曲率半径変化成形体10を成形する曲率半径変化成形体成形工程を含むことを特徴とする。
(もっと読む)
光学部品とその製造方法及び光学装置とその製造方法
【課題】光学部品を光学装置に取付ける際に位置や角度の調整も行うことができて後の調整を不要とした光学部品の接着方法を提供する。
【解決手段】光学部品を接着する接着材22は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、光学部品1の取付面に液体状態の樹脂材22を塗布し、液体状態の樹脂材22に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材22を有した光学部品1を光学装置の所定位置に位置決めし、この状態で樹脂材22に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品1を光学装置の所定位置に固定する。
(もっと読む)
繊維強化プラスチック構造体およびその製造方法
【課題】スティフナなどの突起部を有するFRPパネル構造体のVaRTM(真空減圧補助の樹脂トランスファー成形)を、該パネル上への突起部の高い位置決め精度で実現する。
【解決手段】プリフォーム23の突起部とパネル23表面それぞれの少なくとも1面に接触するように、互いに嵌合する構造を有する治具22,23を配置し、プリフォーム22,23への樹脂含浸が完了した後、余分な樹脂を吸引除去する工程を含み、かつ、該工程の開始時点から樹脂の硬化が行われるまでの間に上記治具22,23が嵌合することで、該突起部の位置決めが行われることを特徴とする繊維強化プラスチック構造体の製造方法。
(もっと読む)
圧縮賦形装置および圧縮賦形方法、ならびにこれらを用いて製造された繊維強化複合材料
【課題】長尺の梁部材を賦形するにあたり、その長手方向で積層体の厚みが変わっても同一の金型にて賦形できる積層体の圧縮賦形装置およびプリフォームの製造方法およびプリプレグ成形体の製造方法を提供する。
【解決手段】強化繊維を含むシート材の積層体を長手方向に対して間欠におよび/または連続して搬送しながら金型で圧縮賦形する圧縮賦形装置であって、前記金型には前記積層体が搬送される長手方向に2つの平面と該平面が交差して成す稜線部が曲面形状を有したコーナー部が設けられ、前記コーナー部には金型から分離することなく移動可能な可動部材が設けられたことを特徴とする圧縮賦形装置。
(もっと読む)
熱硬化性樹脂成形品およびその製造方法
【課題】厚肉部の内部に生じるひずみやクラックを抑制することができる熱硬化性樹脂成形品と、その製造方法とを提供する。
【解決手段】熱硬化性樹脂成形品10では、肉厚が比較的薄い薄肉部10bの厚みをS(1〜30mm)とすると、厚肉部10aの厚みは、たとえば1.2S〜20Sとされる。そして、厚肉部10aでは、ガラス繊維含有量が30〜80wt%程度のSMC(a)1が中心部に積層され、その中心部を取り囲むように、ガラス繊維含有量が10〜40wt%のSMC(b)2が周辺部に積層されて成形されている。
(もっと読む)
被成型品の成型方法および成型装置
【課題】簡素な工程で被成型品を成型することができると共に、被成型品Wの厚さを変更することも容易な被成型品の成型方法を提供する。
【解決手段】第1の面P1Aを備えた第1の部材P1と、第2の面P2Aを備え第1の部材P1に対して接近・離反する方向で相対的に移動位置決め自在な第2の部材P2とを用いる被成型品Wの成型方法において、第1の面P1Aと第2の面P2Aとが第1の距離だけ離れているときに、成型前の被成型品Wを第1の面P1Aに設置し、この設置後に、第1の面1Aと第2の面P2Aとの間の距離が第2の距離になるように、第2の部材P2を相対的に移動位置決めし、この移動位置決め後に、被成型品Wを硬化する。
(もっと読む)
プレス成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供。
【解決手段】
本発明は強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、成形型の下面となる型上に積層、配置した成形材料(A)、(B)を加圧する工程を有するプレス成形方法であり、成形材料(A)が前記キャビティの有する最大面積以上の面積を有する形状、成形材料(B)が少なくとも前記凹部の開口部の投影面積以上の投影面積を有する形状の成形材料(A)、(B)を用いてプレス成形する方法である。
(もっと読む)
軟質グリップ及びその製造方法
【課題】器具又は工具用の軟質グリップにおいて、透明であり、かつ、把持性を維持できるようにする。
【解決手段】光学的に明澄な外表面を有する透明な材料で形成されて、表面上に隆起したエンボス形成部分を有する把持される器具又は工具用の軟質グリップ。このグリップは、隆起した部分を形成するために内部に複数の凹部18,20を有するキャビティで成型され、キャビティの内面は、精密に研磨されて、成型されたグリップに光学的に明澄な外表面を与える。
(もっと読む)
熱プレス成形装置
【課題】高精度な転写成形が可能な熱プレス成形装置を提供する。
【解決手段】固定盤2と、該固定盤2に取付けた固定型7に近接・離隔移動し成形材料29の厚さに倣って傾動する可動型8を取付ける可動盤10とを備えた熱プレス成形装置1において、前記可動盤10の傾動の中心点を前記可動盤10の前記可動型8取付け面位置から前記成形材料29の成形面位置又はその近傍へ離隔した位置に移動させる、可動型8の厚さに応じて長さが調節可能な延長部11を設けた。
(もっと読む)
パッド、シート、クッション及びそれらの製造方法
【課題】設備の増加を極力防ぎ、製造コストを下げることができるパッド、シート、クッション及びそれらの製造方法を提供すること。
【解決手段】少なくとも、ポリオール、ポリイソシアネート化合物、発泡剤、触媒及び整泡剤を混合した混合物を型に注入し、軟質ポリウレタンフォームを形成し、前記軟質ポリウレタンフォームを脱型した後に、前記軟質ポリウレタンフォームをクラッシングし、前記クラッシング後で且つ前記軟質ポリウレタンフォームが常温になる前に、前記軟質ポリウレタンフォームの少なくとも一部を常温の加圧板によって圧縮する軟質ポリウレタンフォームの製造方法において、圧縮しない前記軟質ポリウレタンフォームの10%歪み時荷重に対する圧縮した前記軟質ポリウレタンフォームの一部の10%歪み時荷重の変化率が30%以上であることを特徴とする軟質ポリウレタンフォームの製造方法が提供される。
(もっと読む)
光学シートの製造方法及び表示スクリーンの製造方法
【課題】両面賦形によって光学的に均一で微細なレンズピッチの光学シートを製造することができる光学シートの製造方法を提供することを目的とする。
【解決手段】本発明に係る光学シートの製造方法は、複数のレンチキュラーレンズと、複数の凸部とを有するレンチキュラーレンズシート161を製造する方法であって、ダイ11が溶融した樹脂16をレンズの金型が設けられた第1ロール12と凸部の金型が設けられた第2ロール13との間のロールギャップに送ると、第1ロール12と第2ロール13とが溶融した樹脂16を加圧する。そして、第1のロール12は溶融した樹脂16にレンズの形状を賦形するとともに、第2ロール13は溶融した樹脂16に凸部の形状を賦形しながら、溶融した樹脂をシート状に成形し、シート状の樹脂16を第2ロール13に接触させた状態で第1ロール12から離す。
(もっと読む)
曲面パネルの製造方法、その施工方法およびその製造装置
【課題】熱硬化性樹脂を含有する材料を用いて低コストで製造でき、かつ良好に構造物の曲面部を被覆できる曲面パネルの製造方法、その施工方法、および、その製造装置を提供する。
【解決手段】曲面パネルの製造方法では、平面パネル成形工程と、硬化工程とを実施する。平面パネル成形工程では、熱硬化性樹脂を含有する被成形材料を、平面状のプレス型枠を用いてホットプレスして、軟化状態の平面パネル1Bを成形する。硬化工程では、当該軟化状態の平面パネル1Bを、トンネル状水路の下部インバート部に対応する曲面形状を有した矯正台2で曲面状に形成した後に硬化させる。プレス型枠に掛かるコストを大幅に低減でき、矯正台2も安価に製造できるので、熱硬化性樹脂を含有する曲面パネルの製造コストを大幅に低減できる。下部インバート部を曲面パネルで好適に被覆でき、パネルの施工性も向上できる。
(もっと読む)
スペーサテープの製造方法及びこの製造方法により製造されるスペーサテープ
【課題】スペーサテープの製造方法において製造工程の簡略化と製造コストの低減とを可能とし、またスペーサテープにおいてはボス部の脱落等による異物の発生と共にチップ搬送体の変形を未然に防ぐ。
【解決手段】本体用樹脂2を帯状に押出成形して溶融状態にあるテープ本体3を形成し、前記テープ本体3の幅方向の両端側にボス用樹脂5を供給して連続した厚盛り部6を形成し、その後、少なくともいずれかの表面に周方向に亘って凹状のボス型9が形成された2つのロール金型8a,8bの間に、溶融状態にある前記テープ本体3及び厚盛り部6を前記厚盛り部6がボス型9に対応するように挟み込みつつ通過させてボス部10をテープ本体3に一体形成する。
(もっと読む)
発泡体を含む繊維成形体の製造方法
【課題】型成形で、クッション性に優れ、仕上がり精度の高い、コストパフォーマンスに優れた発泡体含有繊維成形体の製造方法を提供することを課題とする。
【解決手段】所定形状の弾性変形可能な発泡体と所定形状の接着剤を含有する繊維集積体を成形型内に配置する配置工程と、前記成形型を閉じ該成形型の型面で前記接着剤を含有する前記繊維集積体及び前記該発泡体を該発泡体の圧縮変形量が10%以下となる加圧力で成形する加圧工程と、前記繊維集積体を硬化処理して前記接着剤を硬化して三次元繊維からなる繊維成形体とする硬化工程と、得られた発泡体含有繊維成形体を前記成形型より取り出す脱型工程と、を有することを特徴とする発泡体含有繊維成形体の製造方法。発泡体の圧縮変形量が10%以下の低い加圧力で成型しているため仕上がり精度の高い発泡体を含む繊維成形体が得られる。
(もっと読む)
1 - 20 / 36
[ Back to top ]