
Fターム[4F204FN15]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 加熱、冷却 (983)
Fターム[4F204FN15]の下位に属するFターム
不均一な加熱冷却、温度分布の形成 (16)
Fターム[4F204FN15]に分類される特許
161 - 180 / 967
樹脂基複合材の製造方法
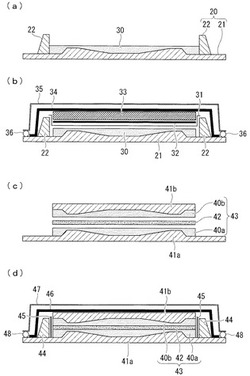
【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
積層板及びその製造方法

【課題】スジむらの発生を抑制して、表面シート側、裏面シート側のいずれの面で使用しても商品価値の低下がない積層板を提供する。
【解決手段】表面側の板部3と、表面側の板部3と端部同士が溶着される裏面側の板部2と、これらの板部3,2間に介在する熱可塑性発泡体からなる嵩上げ架橋材4と、この嵩上げ架橋材4と共に前記板部2,3間に設けられて剛性を高める補強部材5とを備える。表面側の板部3の表面側又は前記裏面側の板部2の表面側の少なくとも一方に絞加工が施され、少なくとも表面側に絞加工が施された裏面側の板部2と嵩上げ架橋材4及び補強部材5との間に熱可塑性発泡シート6を介在させる。
(もっと読む)
電子部品の圧縮成形方法及び成形装置
【課題】下型キャビティ111、112内への液状樹脂102の供給時において、下型キャビティ111、112内に供給される樹脂量の信頼性を効率良く向上させる。
【解決手段】まず、長尺状の離型フィルム52を切断して短尺状の離型フィルム11を形成し、離型フィルム11の上に樹脂収容用プレート21を載置して樹脂供給前プレート21aを構成すると共に、樹脂供給前プレート21aの樹脂収容部22に所要量の液状樹脂102を供給して平坦化(液状樹脂の上面を水平面に形成)することにより樹脂配布済プレート118を形成する。次に、樹脂配布済プレート118を下型キャビティ111、112の位置に載置して離型フィルム11を下型キャビティ111、112内に引き込むことにより、離型フィルム11と一緒に所要量の平坦化した液状樹脂102を落下させて離型フィルム11を被覆したキャビティ111、112内に液状樹脂102を供給する。
(もっと読む)
成形用硬化性組成物の賦形方法
【課題】硬化性組成物の粘着性を低減した、硬化性組成物の賦形方法を提供することを目的とする。
【解決手段】
1分子中に1個を超えるアルケニル基を有する重合体(A)と、(A)成分中のアルケニル基の総量に対し0.3〜0.7当量の総ヒドロシリル基量となる、1分子中に少なくとも2個を超えるヒドロシリル基を有する化合物(B)と、ヒドロシリル化触媒(C)とを含有する組成物を反応させる第一の工程と、第一の工程により得られた組成物を80℃以下に冷却し、(A)成分中のアルケニル基の総量に対し0.3〜3当量の総ヒドロシリル基量となる、1分子中に少なくとも2個を超えるヒドロシリル基を有する化合物(B)、ヒドロシリル化触媒(C)及び保存安定改良剤(D)を添加する第二の工程、第二の工程より得られた組成物をロール圧延によりシート状に賦形することにより、作業効率が良く、寸法精度の良好な賦形物を得る。
(もっと読む)
複合材成形品の製造方法
【課題】 離型フィルムを簡単且つ効率的に剥離することができ、複合材成形品を製造する効率が向上する複合材成形品の製造方法を提供する。
【解決手段】 プリプレグ体100を加工する複合材成形品200の製造方法において、第1の離型フィルム111連続的に繰り出す工程と、前記第1の離型フィルム111上に前記プリプレグ体100を所定間隔をおいて搭載する工程と、前記第1の離型フィルム111との間に前記プリプレグ体100を挟むように前記第1の離型フィルム111の上方に第2の離型フィルム121を連続的に繰り出す工程と、前記第1の離型フィルム111と前記第2の離型フィルム121との間に挟まれた前記プリプレグ体100に対して加熱加圧成形する工程とを含む複合材成形品の製造方法。
(もっと読む)
植物系バイオマス成形体の製造方法及び植物系バイオマス成形体の加熱流動成形用材料
【課題】木質材料の外観の低下が抑えられ、曲げ強度が良好なバイオマス成形体を安価に製造することができる植物系バイオマス成形体の製造方法を提供する。
【解決手段】熱で軟化させた植物系バイオマス材料1を圧縮しながらせん断力Fの作用によりずり変形させて一旦加熱流動成形用材料2を得たのち、この加熱流動成形用材料2を金型に供給し加熱加圧して3次元形状を有する成形体を得る。
(もっと読む)
成形体の製造方法
【課題】複合材料のマトリックスが炭素発泡体内部に浸透しないような成形体の製造方法を提供することを目的とする。
【解決手段】多孔体2上に、熱硬化性の接着剤3を配置する工程と、接着剤3の上に、熱硬化性樹脂をマトリックスとする複合材料4を配置する工程と、接着剤3を硬化させる工程と、接着剤3を硬化させた後に、複合材料4のマトリックスを液状化及び硬化させる工程と、を備える成形体1の製造方法である。上記製造方法によれば、複合材料4のマトリックスを液状化させる前に、硬化された接着剤3が多孔体2と強く結合するため、その後液状化された複合材料4のマトリックスが、多孔体2の内部へ侵入することを防止できる。
(もっと読む)
湿式抄造材及び繊維強化複合材
【課題】湿式抄造時の材料歩留りや抄造シート取り扱い性が良好な湿式抄造材、ならびに、これを加熱加圧成形してなる引張強度の優れた繊維強化複合材を提供する。
【解決手段】マトリックス樹脂、基材繊維、及び、フィブリル化処理有機繊維を含有する材料組成物を湿式抄造してなる湿式抄造材であって、前記フィブリル化処理有機繊維は、JIS P8121「パルプのろ水度試験方法」により測定された濾水度がフィブリル化処理前の初期濾水度の70〜95%であることを特徴とする湿式抄造材。
(もっと読む)
レンズ製造方法およびレンズ
【課題】レンズ中間体を金型に対して精度よく位置決めできるとともに、光学歪をレンズ外周部に発生させる。
【解決手段】
レンズ中間体300は、コバ部303を有するとともに、このコバ部303の一部が不連続となるように外周部を切り欠いたカット部306を有する。下型200は、第2転写面203の周りに、コバ部303と係合する嵌合部202を備える。コバ部303を嵌合部202に係合させることにより、レンズ中間体300が下型200に対し位置決めされる。プレス工程において、レンズ中間体300が変形すると、コバ部303に囲まれた空間の空気がカット部306から外部に排出される。また、レンズ中間体300の外周部が、上型100と下型200の間の隙間に逃げる。
(もっと読む)
繊維強化樹脂成形品及び賦形成形方法
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる繊維強化樹脂成形品及び賦形成形方法を提供する。
【解決手段】繊維強化樹脂成形品100は、複数本の強化繊維束を含む織物基材3の少なくとも一方の表面に熱可塑性樹脂を主成分とする樹脂材料4が付着された成形原反材1を裁断し積層した一対の積層成形材5に各種の機能を備える機能部であるインサート部品101をインサ−トしてなる。この様に積層成形材5にインサート部品101をインサ−トすることによって各種の機能を備える機能部を予め繊維強化樹脂成形品100に組み込み、所要の製品を得るための生産効率を向上することができる。また曲げ強度を向上し、さらに織物基材に要するコストを低減できる。
(もっと読む)
繊維強化複合材の製造方法
【課題】従来のRFI法よりも樹脂含浸性を向上させるとともに、繊維含有率を高精度で制御可能な繊維強化複合材を製造する。
【解決手段】バッグ材10の一方の面に樹脂フィルム11を接着させる工程と、治具12上に繊維を含有する繊維基材13を積層する工程と、前記繊維基材13に前記樹脂フィルム11が接触するように、前記繊維基材13上に前記樹脂フィルム11が接着された前記バッグ材10を載置する工程と、前記樹脂フィルム11と前記繊維基材13とを互いに接触させた状態で真空雰囲気に保持して、樹脂を前記繊維基材13中に含浸させる工程と、前記樹脂が含浸された繊維基材13を加熱し、前記繊維基材13中に含浸された樹脂を硬化させる工程とを含む繊維強化複合材の製造方法。
(もっと読む)
繊維強化樹脂成形品及び賦形成形方法
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる繊維強化樹脂成形品及び賦形成形方法を提供する。
【解決手段】繊維強化樹脂成形品100は、複数本の強化繊維束を含む織物基材3の少なくとも一方の表面に熱可塑性樹脂を主成分とする樹脂材料4が付着された成形原反材1を裁断し積層した一対の積層成形材5によって熱可塑性樹脂を主成分とする成形材4aを狭持し芯材として積層してなる。この様に積層成形材5と熱可塑性樹脂を主成分とする成形材4aとを積層することによって曲げ強度を向上し、軽く高強度の成形品を得ることができる。また織物基材3に要するコストを低減できる。
(もっと読む)
樹脂製回転体成形用素材の製造方法、樹脂製回転体の製造方法及びこの製造方法により製造される樹脂製回転体
【課題】効率が悪く、高価な多軸駆動圧縮機を用いることなく、上または下側の片方だけが駆動する単軸圧縮機を使用しながらも、ブッシュを中心とし軸線方向上下から圧縮され金属製ブッシュと一体化した、樹脂製回転体成形用素材を製造する。
【解決手段】次の工法により製造される。(a)金型9内に金属製ブッシュ2を配置する工程。(b)金属製ブッシュの周囲に、短繊維含有スラリを注液する工程。(c)短繊維含有スラリから、分散液を分離し、繊維集合体となす工程。(d)繊維集合体を、厚み方向の一方からの駆動力を用いた押圧力と、この押圧力に抗する他方からの抗力により、圧縮する工程。
(もっと読む)
繊維強化樹脂の成形品とその製造方法
【課題】ガラス繊維の含有量を増加することなく強度を高めることができ、良好な外観を得ることができる繊維強化樹脂の成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の成形品1であって、繊維束であるガラス繊維3を含む表面層2と、モノフィラメント化したガラス繊維5を含む裏面層4とを備え、ガラス繊維の全含有量が10〜30質量%であることを特徴とする。
(もっと読む)
微細構造体の製造方法
【課題】平滑及び平坦、かつ転写性に優れた微細構造体の製造に好適な方法を提供する。
【解決手段】本発明に係る微細構造体の製造方法は、溶融樹脂供給装置の樹脂供給口をスタンパに沿って移動させることによりそのスタンパに溶融樹脂を塗布し、形成された樹脂溶融体を押圧して冷却・固化することにより微細構造が転写成形された微細構造体を製造する製造方法であって、前記スタンパへの溶融樹脂の塗布が、前記樹脂供給口から供給される溶融樹脂の量がその樹脂供給口と前記スタンパ上面との隙間量に規制される範囲の隙間で行われ、かつ、その規制された供給量を補填しつつ行われることによって実施される。
(もっと読む)
繊維強化樹脂の水廻り用成形品とその製造方法
【課題】劣化加速試験後の強度および外観の両方に優れた繊維強化樹脂の水廻り用成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の水廻り用成形品1であって、成形品1の水と接する側の層であり、モノフィラメント化したガラス繊維3を含む表面層2と、繊維束であるガラス繊維5を含む裏面層4とを備え、ガラス繊維3、5の含有量が15〜30質量%であることを特徴とする。
(もっと読む)
凹凸基板およびその製造方法
【課題】太陽電池や平面発光体の基板材料に関するものであり、高い光散乱性と透過特性をあわせもつ透光性基板を提供する。
【解決手段】少なくとも、ガラス基板と、該ガラス基板上に形成した凹凸形成層からなる凹凸基板であって、
該凹凸形成層表面の凹凸形状は、複数のドーム状突起またはボウル状窪みが分布したものであり、ドーム状突起またはボウル状窪みの平均サイズは50〜1800nmで、凹凸形成層は実質的に直径100nm以上の粒子を含まず、頂点傾斜角が20°以上60°未満、中間点傾斜角が30°以上70°未満、かつ頂点傾斜角と中間点傾斜角の差が10°以上であることを特徴とする凹凸基板。
(もっと読む)
湾曲形状を有する繊維強化プラスチック成形品
【課題】高強度化、軽量化に加えて、従来の方法では達成できなかった湾曲形状を有する繊維強化プラスチック成形品の良好な外観を得ることができ、この特性が要求される用途に適した湾曲形状を有する繊維強化プラスチック成形品を提供する。
【解決手段】連続繊維束を有する連続繊維強化シートを含む少なくとも3層以上からなる積層体からなり、意匠面を構成する最表層11から2層目に不織布シート13が挟まれるとともに、最表層11の連続繊維束の配向方向に直交する方向に湾曲してなることを特徴とする湾曲形状を有する繊維強化プラスチック成形品10。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有し、加圧方向を軸とする周回方向に上型方向と下型方向とに交互に押し切り面を設けた賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
シートモールディングコンパウンド
【課題】CSMC成形品の変形及びクラックの発生を抑えると共に、成形品中のスチレンモノマー残存量を低下させることを課題とする。
【解決手段】ビスフェノールA型ビニルエステル樹脂、スチレンモノマー、カーボン繊維及び有機過酸化物を含むシートモールディングコンパウンドであって、前記シートモールディングコンパウンド中の活性酸素濃度が9.0×10-2〜25.0×10-2重量%である前記シートモールディングコンパウンドを使用することにより前記課題を解決することができる。
(もっと読む)
161 - 180 / 967
[ Back to top ]