
Fターム[4F204FQ01]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 金型用加圧装置、プレス (291)
Fターム[4F204FQ01]の下位に属するFターム
流体圧シリンダ式 (25)
機械式(例;クランク式) (17)
多段プレス (28)
平衡加圧、平衡支持手段を有するもの (9)
緩衝装置(ダイクッション)を有するもの (6)
Fターム[4F204FQ01]に分類される特許
1 - 20 / 206
複合充填材を製造する方法及び装置
【課題】信頼性があり、繰り返しが可能で、製造プロセスを自動化することによって人件費を削減する、その長さに沿って可変の断面を有する複合充填材を製造する方法及び装置、また、剛性、強靱性、及び/又は耐亀裂性が向上した充填材が得られる上述した方法及び装置を提供すること。
【解決手段】複合充填材を製造する装置は、少なくとも一つのダイスと、強化プライストリップのスタックをダイスを通して移動させるデバイスを含む。ダイスは、プライストリップのスタックを所望の断面形状へ成形するのに適したダイス周囲面を有する。ダイス面の断面はダイス周囲において変化しうる。
(もっと読む)
積層構造体の製造方法
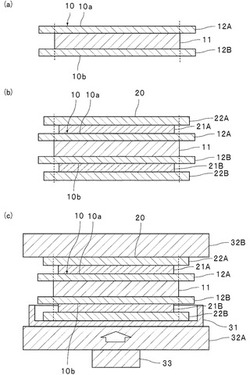
【課題】加熱加圧対象物が面方向の全体に均一に加熱及び加圧された積層構造体を得ることができる積層構造体の製造方法を提供する。
【解決手段】本発明に係る積層構造体の製造方法は、金属板12Aと加熱加圧対象物11と金属板12Bとを積層して第1の積層体10を得る工程と、第1の積層体10における第1の表面10a側に第1のクッション材22Aを配置し、かつ第1の積層体10における第2の表面10b側に第2のクッション材22Bを配置して、第2の積層体20を得る工程と、第2の積層体20を加熱及び加圧して、加熱加圧対象物11が加熱及び加圧された積層構造体を得る工程とを備える。金属板12A,12Bは、加熱加圧対象物11よりも大きい。第1,第2のクッション材22A,22Bの内の少なくとも一方は、少なくとも一方の表面に複数の凹部又は複数の凸部を有する。
(もっと読む)
成形樹脂塊の圧縮分割機

【課題】成形樹脂塊の圧縮と分割を同時処理することで、熱溶融した成形樹脂塊を迅速かつ容易に扁平にすると共に、複数に分割して小さくすることができ、その後の取り扱いを容易に行えるようにして、処理後の成形樹脂塊を小型の粉砕機でも処理できる。
【解決手段】成形樹脂塊mを載せたプレートpを入れる筺体4の開口部に開閉扉5を設けた装置本体1と、装置本体1内で、往復動機構3により昇降し、プレートp上の成形樹脂塊mを押し潰すプレス板2と、プレス板2の下面に取り付けられた、成形樹脂塊mを分割する分割刃16と、圧縮の際にプレス板2に張り付いた成形樹脂塊mを押し落とす落とし具17と、を備えた。
(もっと読む)
プレス装置
【課題】金型に係る加圧力の均一性がより高いプレス装置を提供する。
【解決手段】本発明に係るプレス装置は、支持台と、支持台に固定される複数の支持棒と、複数の支持棒に支持台と距離をおいて固定される上固定台と、支持台と上固定台の間に配置され、かつ、支持棒に拘束されつつ支持台と固定台の間を移動可能な可動台と、可動台の上固定台側に配置される可動側型圧縮板と、上固定台の可動台側に配置される固定側型圧縮板と、可動台の支持台側に接続されるメインロッドと、可動台の支持台側に接続され、かつ、メインロッドの接続位置を中心として対称に配置される複数のサブロッドと、メインロッド及び複数のサブロッドを上下させる駆動部と、を有する。
(もっと読む)
光学素子の製造装置および製造方法、並びに制御プログラム
【課題】光学素子の製造において、製造時間の短縮と、光学機能面の面精度の向上とを両立する。
【解決手段】成形型10,11の間に樹脂を挟んで光学素子を製造するにあたって、上記樹脂に成形型11を接触させた状態で、上記樹脂の温度がゲル化点に到達するまで硬化させる。その間、ロードセル16によって成形型11に作用する圧力を監視し、この圧力が負圧となったことが検出された時点で、上記成形型へ作用する圧力を所定の正圧まで増加させ、その後、上記正圧を維持するように成形型11の位置を制御しながら上記樹脂を硬化させる。
(もっと読む)
寸法の変化する外郭適合化された複合補強材を製作するための方法および装置
【課題】単一の複合成形材を用いつつ、比較的簡単な工具によって形成されるブレード補強材などの複合補強材を製作するための方法および装置を提供すること。
【解決手段】複合成形材を外郭適合化されたブレード縦通材に形成するための工具装置であって、長さに沿って可撓性とされた長尺パンチと長尺金型を有する。成形材はパンチを用いて押圧されて形成され、成形材は金型に導かれる。パンチおよび金型は、一対の可撓性プレートの間に載置される。プレートと連結されたプレスは、プレートを所望の外郭に曲げることで成形材を外郭適合化する。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】型閉じ速度が速い場合や型締め力が小さい場合であっても型閉じ完了後のバウンドの発生を抑制する。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を有する直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、型締め力が設定型締め力Gに達した時から0.01秒以上1秒以下の間、位置決めトルクTpを制御許容値としてサーボモーター7,8を駆動させて金型2Aを位置制御することにより金型2A,2B間の距離を維持する位置決め工程と、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、設定型締め力Gは定格トルクより小さい設定トルクTを制御目標値としてサーボモーター7,8をトルク制御することにより加えられ、位置決めトルクTpは設定トルクより大きい。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】設定型締め力が小さい場合であっても金型の型閉じ速度を安定させる。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を駆動源とする直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、賦形工程の後に、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、賦形工程では、金型2A,2Bの型閉じ速度が予め設定された設定速度Vに達するまでサーボモーター7,8の定格トルクの100%以上のトルクである速度安定トルクTvを制御許容値としてサーボモーター7,8を駆動させて金型2Aの位置制御を行う。
(もっと読む)
成形装置及び成形方法
【課題】成形の形状精度や離型性の低下を抑えることができる成型装置及び成型方法を提供する。
【解決手段】熱硬化性樹脂を使用して成形物を成形する成形装置および成形方法であって、熱硬化性樹脂が流動性を維持している該熱硬化性樹脂の粘度の状態を第1の状態とし、加熱による熱硬化性樹脂の硬化が進行し、粘度が前記第1の状態に戻らない状態を第2の状態とし、熱硬化性樹脂が第1の状態から第2の状態に移行する間、熱硬化性樹脂を加熱する温度を一定に制御する温度制御と、熱硬化性樹脂にかかる圧力を徐々に高くする圧力制御と、を行う。
(もっと読む)
差圧相殺機能付き駆動装置
【課題】差圧検出、差圧解消用の駆動力の算出処理、差圧解消用の駆動機構を用いることなく差圧を相殺可能な機構を備えた真空プレス成形装置を提案すること。
【解決手段】真空プレス成形装置1のプレス機構5は、真空成形室2の底板21に内外の差圧に応じてプレス方向に移動可能な第1受圧板23を配置し、真空成形室2と同一の内圧に保持される補助真空室25の天板27に内外の差圧に応じてプレス方向に移動可能な第2受圧板29を配置し、これらの受圧面を同一面積とすることにより、内外の差圧に起因してプレス用のエアーシリンダ11の作動ロッド14に作用する力を相殺している。これにより、プレス力を精度良く管理することができる。
(もっと読む)
複合部品の電磁誘導圧密化のための装置と方法
【課題】熱可塑性複合部品を電磁誘導により圧密化するための装置と方法を提供する。
【解決手段】熱可塑性複合部品24を電磁誘導により圧密化する装置は、ベースマンドレル9と、該ベースマンドレルによって担持された、特定のキュリー温度を有する強磁性ベースマンドレル表面板21を含んでいる。該ベースマンドレル表面板は、該熱可塑性複合部品を支持し、周囲圧力により該ベースマンドレル表面板に対して該熱可塑性複合部品を圧密化する。少なくとも一の磁気誘導コイル14が該ベースマンドレルに設けられる。
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】樹脂の量の少ない樹脂封止厚みの薄い場合でも樹脂封止不良を回避し、更に樹脂封止のための時間を短縮可能とする。
【解決手段】基板102上に搭載された半導体チップ104を樹脂106と共に金型114のキャビティに配置させて、金型114の減圧・加熱を行い半導体チップ104に圧縮圧力を加え樹脂封止する樹脂封止装置100において、最低速切換位置Y5から加速位置Y6への駆動速度V5を、金型114の型締めにおいて最も遅くし、ファーストタッチ位置Y3から低速切換位置Y4への駆動速度V3、低速切換位置Y4から最低速切換位置Y5への駆動速度V4、及び加速位置Y6から保圧位置Y7への駆動速度V6を、最低速切換位置Y5から加速位置Y6への駆動速度V5よりも速くしている。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】圧縮成形装置の占有面積の増大を最小限にすると共に複雑にすることなく、生産性の向上が可能となる。
【解決手段】相対的に接近・離反可能な第1上型130A、第2上型130Bと第1下型144A、第2下型144Bとを有し、対をなした第1上型130Aと第1下型144A、第2上型130Bと第2下型144B、それぞれの間に形成される2つのキャビティに配置される第1被成形品102A、第2被成形品102Bを第1樹脂104A、第2樹脂104B、それぞれにて圧縮封止する圧縮成形装置100において、第1上型130Aと第1下型144A、第2上型130Bと第2下型144Bが、接近・離反可能な方向に配置されることで、キャビティが接近・離反可能な方向において直列に2つ設けられ、第1上方130A、第2下型144Bに、サーボモータ112A、112Bがそれぞれ連結されている。
(もっと読む)
樹脂製歯車
【課題】高強度、高耐熱で高い歯形精度を保持しながら、リサイクル性を向上させ、廃棄物低減、歩留向上による低コスト化が可能な樹脂製歯車を提供する。
【解決手段】金属製ブッシュ2と、この金属製ブッシュ2の周囲に配置する第1の抄造層20とを備え、この第1の抄造層20が、短繊維と樹脂硬化物粉末22を含有し、液状樹脂を含浸し硬化させたものである。好ましくは、樹脂硬化物粉末と液状樹脂とが同一樹脂である。また、樹脂硬化物粉末が、液状樹脂の含浸硬化後の単位体積当り1〜60体積%含有されている。樹脂硬化物粉末の平均粒径は、4mm以下である。
(もっと読む)
クッション材用表層材および熱プレス用クッション材
【課題】凹凸追従性が優れており、ひびやシワ、クラックの発生を低減させたクッション材用表層材を提供する。
【解決手段】クッション材用表層材11aは、表層材11aの一方面側に配置され、表層材11aの一方面を覆う樹脂層12と、表層材11aの他方面側に配置され、表層材11aの他方面を覆うゴム層13と、樹脂層12およびゴム層13の間に配置され、経糸および緯糸のうちの少なくともいずれか一方に嵩高糸を用いた織布層14とを備える。織布層14は、樹脂層12側に設けられ、織布の一部に樹脂層12を構成する樹脂を含浸させて形成される織布−樹脂複合層17と、ゴム層13側に設けられ、織布の一部にゴム層13を構成するゴムを含浸させて形成される織布−ゴム複合層18とを含む。織布層14の内部には、空隙20が設けられている。
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 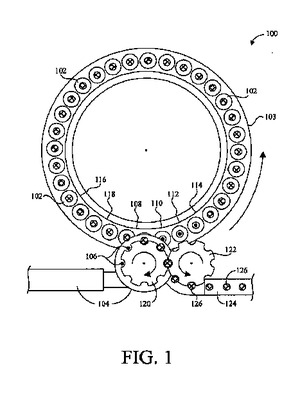 (もっと読む)
(もっと読む)
シール材を表面に塗布する方法および装置
シール材を表面に塗布する方法が開示されている。ここでは、環状構造物(30)が可塑化されたシール材から形成され、ついで表面に塗布される。上記の方法は、可塑化されたシール材が可変の幅を有する温度制御された環状ギャップ(26)に環状に導かれ、シール材全体が、環状ギャップ(26)から押圧され、ギャップ幅をゼロにまで急速に減少させることによって環状構造物に成形され、シール材が表面に被着するという点を特徴とする。 (もっと読む)
圧縮成形封止装置
【課題】低コスト且つ簡潔な構成により、枠状金型のクランプ力の向上を図り樹脂漏れを防止することができる。
【解決手段】圧縮型の樹脂封止装置J1において、第1金型100、第2金型102側の一方または双方に設けられる枠状金型100B、102Bと、第1または第2金型100、102のいずれかを設置し、第1または第2金型100、102を対向する側へ移動させる可動プラテン112と、第1、第2金型100、102側のいずれかに設けられ、可動プラテン112の推力F0に対する反力F2を発生させる反力発生機構P1と、可動プラテン112の推力F0及び反力発生機構P1にて発生した反力F2を利用して枠状金型100B、102Bを対向する第1または第2金型100、102側へ移動させる移動力F2´を付与する移動力付与機構M1と、を備えている。
(もっと読む)
物体を搬送するための装置
装置が、プラスチックの投与量Dを圧縮成形することにより得られる物体8を成形ユニット5の成形手段7から搬送するための搬送手段9と、当該搬送手段9を回転可能に支持する支持手段2と、を備える。搬送手段9と成形手段7との間の衝突及び/または損傷を避けるべく、装置が、支持手段2に接続され、少なくとも成形ユニット5に相対的に近い第一作動位置Aと第二作動位置Bとの間で搬送手段9を移動させるように構成された移動手段3と、を備える。第一作動位置Aにおいては、搬送手段9は、物体8を搬送するために成形手段7と相互に作用し、第二作動位置Bにおいては、搬送手段9は、成形手段7と相互に作用しないように成形ユニット5から間隔を空けている。第一作動位置Aから第二作動位置Bへの搬送手段9の移動は、第一作動位置Aにおける成形ユニット5の回転運動の接線成分と同じ方向を向いた少なくとも1つの成分を有している。 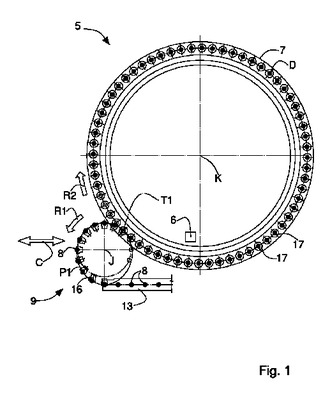 (もっと読む)
(もっと読む)
1 - 20 / 206
[ Back to top ]