
Fターム[4F204FQ40]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | その他の構成部品、付属装置 (256)
Fターム[4F204FQ40]に分類される特許
1 - 20 / 256
大流量エッジ・ブリーザー及びその方法
【課題】複合部品の製造時にはエッジ・ブリーザーが配置されるが、熱及び圧力によって圧縮されて吸気が妨げられることがある。そのため、複合部品を効率よく製造するためには、復元力を有する大流量エッジ・ブリーザーが必要となる。
【解決手段】部品を処理する真空バッグ用のブリーザーは、部品の周囲に配置された復元力のある材料によるスリーブを含む。その結果、大流量通気特性を保持し、熱及び圧縮圧が除かれると、実質的に圧縮されていない元の形状に戻る。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】剛性の高い熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
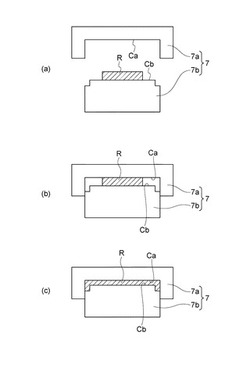
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
一体補強された再使用可能な真空バッグ及びその製造方法
【課題】複合部品の積層の圧縮に用いられる真空バッグで、繰り返し使用が可能で、且つ、軽量で取り扱いが容易なタイプを提供する。
【解決手段】部品を処理するための再使用可能な真空バッグは、柔軟性のあるダイアフラム内に概ね剛体のフレームを封入することによって作成される。バッグは室温硬化性RTVシリコンなどのエラストマー材料等を用い、フレームがダイヤフラムの周囲に延在し、ダイヤフラムを密封する為のシールを含んでいる。
(もっと読む)
繊維強化プラスチック構造体の成形方法および装置

【課題】積層枚数が異なる領域を複数箇所有する繊維強化プラスチック構造体の成形において、安価な作業コストと高い寸法精度を両立すること。
【解決手段】成形型上に複数枚積層された強化繊維織布を真空バッグで封入し、バッグ内部に液状の樹脂を注入後、硬化制御装置で樹脂を硬化させるプロセスにおいて、積層枚数の異なる領域の少なくとも2箇所以上に、樹脂注入中の強化繊維織布の厚みを測定できる厚みセンサ122,129と強化繊維織布内部の樹脂含浸状態を定量化できる樹脂含浸センサ123,130とを1組で備え、且つ、該積層枚数の異なる領域のそれぞれに連通する樹脂注入経路および真空吸引経路を個別に遠隔操作で開閉できるバルブ116を備え、該厚みセンサの計測値の確認とそれを基にした制御信号の発信、樹脂含浸センサの計測値の確認とそれを基にした制御信号の発信、及び全てのバルブの開閉制御信号の発信を一つの端末から遠隔操作する。
(もっと読む)
アキュムレート装置の貯留長さ表示装置
【課題】簡単な装置でしかも故障の問題を生じることがなくアキュムレート装置におけるウェブの貯留長さを適正な精度で演算し表示できるようにする。
【解決手段】固定部材3に備えた固定ロール2と、昇降フレーム5に備えた昇降ロール4と、入側速度制御ロール7から導入されて固定ロール2と昇降ロール4に掛け回した後出側速度制御ロール9から導出されるウェブ8の入側速度と出側速度の速度差が生じた時にアキュムレートされるウェブ8の張力を一定に保持しながら前記昇降フレーム8を昇降させる牽引装置6と、を有するアキュムレート装置の貯留長さ表示装置であって、ウェブ8の入側速度viと出側速度voを入力してその速度差からウェブ8の貯留長さを演算する演算器15と、演算器15で演算した貯留長さを表示する表示器17とを有する。
(もっと読む)
寸法の変化する外郭適合化された複合補強材を製作するための方法および装置
【課題】単一の複合成形材を用いつつ、比較的簡単な工具によって形成されるブレード補強材などの複合補強材を製作するための方法および装置を提供すること。
【解決手段】複合成形材を外郭適合化されたブレード縦通材に形成するための工具装置であって、長さに沿って可撓性とされた長尺パンチと長尺金型を有する。成形材はパンチを用いて押圧されて形成され、成形材は金型に導かれる。パンチおよび金型は、一対の可撓性プレートの間に載置される。プレートと連結されたプレスは、プレートを所望の外郭に曲げることで成形材を外郭適合化する。
(もっと読む)
成形装置
【課題】真空状態でゴム製品や合成樹脂製品を成形する成形装置において、真空引きされるチャンバ2の構造を簡素化する。
【解決手段】チャンバ2が、固定金型ユニット31を保持する固定ベース板21に設けられた第一チャンバ壁体22と、可動金型ユニット32を支持可能な可動ベース板23に設けられて第一チャンバ壁体22と気密衝合可能な第二チャンバ壁体24と、可動ベース板23を第一及び第二チャンバ壁体22,24の衝合方向へ押動可能な第三チャンバ壁体25からなり、第一及び第二チャンバ壁体22,24が互いに上下に分離すると共に可動金型ユニット32が可動ベース板23に支持された状態では、第一及び第二チャンバ壁体22,24の間の隙間G1よりも固定金型及び可動金型ユニット31,32の間の隙間G2が大きく、加圧ヘッド4が可動金型ユニット32を固定金型ユニット31へ押し付け可能である。
(もっと読む)
微細構造転写装置
【課題】樹脂フィルムをマザースタンパに押圧した後、脱型する際に生じる樹脂フィルムの破損を防止することができる微細構造転写装置を提供すること。
【解決手段】表面12aに微細な凹凸パターンが形成されたマザースタンパ12と、前記マザースタンパ12の外周を着脱可能に固定する固定枠14と、前記マザースタンパの微細な凹凸パターンを有する面12a及び前記固定枠14に対向するように樹脂フィルム18を支持する支持体と、を有する微細構造転写装置において、前記マザースタンパの微細な凹凸パターンを有する面と、前記固定枠の前記樹脂フィルムに対向する面の、前記マザースタンパと前記固定枠が当接または近接する箇所の段差が、前記樹脂フィルムの厚さ未満であることを特徴とする微細構造転写装置。
(もっと読む)
樹脂注入のための自動樹脂及び繊維配置
【課題】大規模な複合構造体を樹脂注入プロセスを用いて製造する方法において、自動化によってコスト削減すると共に高速化を可能とし、且つ、品質向上させる為の樹脂フィルムの自動敷設方法と装置を提供する。
【解決手段】少なくとも一つの繊維強化材のプライと、少なくとも一つの樹脂層とをツール上に積み上げることにより、複合構造体が作製される。樹脂フィルムの層は、樹脂フィルムのストリップを配置することにより形成される。繊維強化材には、樹脂層から樹脂が注入される。
(もっと読む)
スタンパ及びそれを用いる光学シートの製造方法
【課題】凹凸パターンを有する光学シートの製造工程において、生産性の良好な光学シートの製造方法を提供する。
【解決手段】電離放射線硬化性樹脂または熱硬化性樹脂からなる被成型樹脂層を、特定のスタンパを用いて成形してなる凹凸成型層を有する光学用シートの製造方法であって、スタンパ4によって、被成型樹脂層5に凹凸転写型部41の凹凸転写面の形状を、加圧転写成形する第一工程と、加圧転写成形された被成型樹脂層を硬化させて、凹凸転写型部41の凹凸転写面の形状が転写された凹凸成型層を有する光学シートが形成される第二工程と、光学用シートを、凹凸転写型部41から剥離する第三工程と、からなり、かつ、第三工程の光学用シートが凹凸転写型部41から剥離する際に、凹凸転写型部41の形状を加圧前の凸状態に復元させながら、光学用シートの両端部から剥離が開始し、中央部側に向けて剥離する。
(もっと読む)
複合部品の電磁誘導圧密化のための装置と方法
【課題】熱可塑性複合部品を電磁誘導により圧密化するための装置と方法を提供する。
【解決手段】熱可塑性複合部品24を電磁誘導により圧密化する装置は、ベースマンドレル9と、該ベースマンドレルによって担持された、特定のキュリー温度を有する強磁性ベースマンドレル表面板21を含んでいる。該ベースマンドレル表面板は、該熱可塑性複合部品を支持し、周囲圧力により該ベースマンドレル表面板に対して該熱可塑性複合部品を圧密化する。少なくとも一の磁気誘導コイル14が該ベースマンドレルに設けられる。
(もっと読む)
輪郭に合致した複合スチフナーを作製するための方法と装置
【課題】ツールの操作を減らし且つチャージの位置合わせを容易にしてツールの輪郭との合致度を高めると共に、部品成形後にツーエウのクリーンアップの必要性を排除する。
【解決手段】事前選択した輪郭に沿って複数のプライを位置合わせすることを含むプリフォームチャージを組立てる工程により、輪郭に合致した複合部品が作製される。位置合わせして組立てたプリフォームチャージは、次いで成形ツール内に配置され、そこで成形及び硬化される。
(もっと読む)
樹脂成形装置
【課題】樹脂成形装置において、ノズルまたはダイあるいはTダイの吐出口の開口面での溶融樹脂の固化を防ぐ。
【解決手段】本発明の樹脂成形装置は、射出装置からノズルまたはダイあるいはTダイを介して金型上に溶融樹脂を吐出し、次いで型締めを行うことにより樹脂製品を成形する樹脂成形装置において、吐出口2の開口面の溶融樹脂を保温または加熱するための赤外線ヒータ4を、吐出口2に向けて吐出口2の斜め前方に配置したことを特徴とする。また、赤外線ヒータを使用して吐出口2の開口面の溶融樹脂を保温または加熱する代わりに、吐出口2を閉鎖するためのシャッタ8を設け、このシャッタ8をヒータ9で加熱しても良い。
(もっと読む)
圧縮成形システム
【課題】溶融樹脂塊搬送装置から成形金型へ溶融樹脂塊を受け渡す際に、受け渡し不良を安価な装置で検出するとともに、材料の無駄を省き装置の停止後素早く生産を復帰すること。
【解決手段】溶融樹脂塊供給装置3から圧縮成形機4の成形雌型20に溶融樹脂塊を受け渡す際に、溶融樹脂塊の受け渡し不良を検出する赤外線温度計13を備え、成形雌型20の溶融樹脂塊が供給される箇所の許容範囲よりも外側における成形雌型20の部位の温度を測定するようにした。溶融樹脂塊が存在すれば温度が高く、存在しなければ温度が低いので、前記部位の溶融樹脂塊の有無を判定し、受け渡し位置不良を検出できる。
(もっと読む)
制御された大気圧樹脂注入プロセス
【課題】プリホームにおける、繊維層が圧縮されたままであり、注入が停止されたときに、プリホームが完全に充填され、複合材料における所望の厚みと繊維体積分率が達成される制御された大気圧樹脂注入プロセスを提供する。
【解決手段】樹脂供給タンクを大気圧よりも低い圧力まで排気し、循環圧縮を用い、かつ正味の成形圧力を制御することにとよって、樹脂注入プロセス、特に真空補助樹脂トランスファ成形プロセスをより適切に制御し、かつオートクレーブを用いて製造されたものに匹敵する、またはそれを超える繊維体積分率およびツール側表面の仕上げを有する航空宇宙級の繊維強化樹脂複合材料を生成することができる。
(もっと読む)
エラストマの当て板を用いて、複合構成材を処理するための装置および方法
【課題】エラストマの当て板を用いて複合構成材を処理するための装置および方法。
【解決手段】レイアップ心棒104の非平面の部分にプリプレグ材料102を形成するステップと、初期位置においてプリプレグ材料102の上にエラストマの当て板110を与えるステップとを含み、その結果、エラストマの当て板110の第1の部分がレイアップ心棒104上のプリプレグ材料102に隣接し、かつ第1の部分に隣接するエラストマの当て板110の第2の部分はプリプレグ材料102から間隔を置いて配置される。次に、エラストマの当て板110とレイアップ心棒104との間に配される非平面の部分に隣接する空間内で圧力が減じられる。
【効果】空間における圧力の低減と同時に、エラストマの当て板は第2の位置まで延伸され、その結果、エラストマの当て板の第2の部分が、プリプレグ材料およびレイアップ心棒の少なくとも1つの近傍へ引寄せられる。
(もっと読む)
電子部品の樹脂成形方法及び成形装置
【課題】電子部品の圧縮成形用金型3(上型3a、下型3b)を搭載した成形ユニット4を所要複数個、有する電子部品の樹脂成形装置1において、各成形ユニット4における成形温度(成形ユニットの成形温度及び樹脂成形型の成形温度)を効率良く均等にする。
【解決手段】所要複数個の成形ユニット4(4A、4B、4C)を一列に配置した電子部品の樹脂成形装置において、各成形ユニット4間に及び一列に配置した成形ユニット群7
の両側に、断熱手段(樹脂板20、真空断熱部材30)を設けて構成する。成形ユニット4に断熱手段(樹脂板20、真空断熱部材30)を設けた状態で、成形装置1に設けた成形ユニット4の圧縮成形用金型3で基板2に装着した電子部品を圧縮成形する。
(もっと読む)
複合材硬化用支持治具
【課題】たわみの発生を抑えることができるとともに、形状精度の高い成形材を得ることができる複合材硬化用支持治具を提供する。
【解決手段】加熱対象となる成形材Wが収納されて高温ガスが循環するオートクレーブ1内で、成形材Wを支持する複合材硬化用支持治具20において、オートクレーブ1内に載置される下段支持部30と、該下段支持部30の上面35に載置されるとともに成形材を下方から支持し、下段支持部よりも線膨張係数の小さい材料からなる上段支持部とを設ける。
(もっと読む)
圧縮成形方法及び圧縮成形装置並びに樹脂供給ハンドラ
【課題】大きさ及び重量の少なくとも一方が等しい粒状樹脂を計数及び/又は計量することにより、キャビティ容量に見合った樹脂量をキャビティ毎に供給して低コストでメンテナンス性を改善し高い成形品質を維持できる圧縮成形方法及び圧縮成形装置を提供する。
【解決手段】大きさ及び重量の少なくとも一方が均一に成形された粒体樹脂6を型開きしたモールド金型1に形成されたキャビティ凹部3bのキャビティ容量に応じて計数及び/又は計量されてキャビティに供給する樹脂供給工程と、モールド金型1にキャビティ凹部3bと対応する位置にワークWを保持してモールド金型1をクランプする工程と、キャビティ凹部3b内に供給されて溶融した樹脂6を所定樹脂圧に保圧して加熱硬化させる工程と、を含む。
(もっと読む)
圧縮成形金型および圧縮成形方法
【課題】圧縮成形時の樹脂流動を一定にする圧縮成形金型を提供する。
【解決手段】上下金型のうちの一方の金型が、中央に位置し、他方の金型面に対して接離可能に設けられた第1可動キャビティブロック16と、第1可動キャビティブロック16を同心状に囲み、前記他方の金型面に対して接離可能に設けられた1または複数のリング状の外周可動キャビティブロック18、20と、外周可動キャビティブロック18、20を同心状に囲むリング状のクランパ22と、第1可動キャビティブロック16、外周可動キャビティブロック18、20およびクランパ22によって囲まれるキャビティ23と、第1可動キャビティブロック16、および外周可動キャビティブロック18、20をそれぞれ独立して他方の金型に対して接離動させるアクチュエーターとを具備することを特徴とする。
(もっと読む)
1 - 20 / 256
[ Back to top ]