
Fターム[4F205AA36]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 硬化性樹脂 (1,743)
Fターム[4F205AA36]の下位に属するFターム
フェノール樹脂系 (100)
アミノ樹脂系(←ユリア、メラミン樹脂) (9)
エポキシ樹脂 (442)
ポリイミド(←ポリアミドイミド) (317)
不飽和ポリエステル、アルキド樹脂 (178)
硬化性ポリウレタン(←通常) (56)
硬化性アクリル樹脂 (6)
エネルギー線硬化性樹脂(光、紫外線、電子線硬化) (35)
Fターム[4F205AA36]に分類される特許
201 - 220 / 600
繊維強化プラスチック構造体及び繊維強化プラスチック構造体の製造方法
【課題】少なくとも2つのエレメントが繊維強化プラスチック構造体の形状を構成するのに使用される繊維強化プラスチック構造体及び繊維強化プラスチック構造体を製造する方法。
【解決手段】2つの隣接した前記エレメントは、施与された接着剤又は樹脂によりその接触面を介して接合される。接着剤又は樹脂が前記エレメントを接合するのに使用される前に、マットは、接触面の間に位置している。マットは、ランダムに配向されたチョップドファイバーを含んでなる。
(もっと読む)
三次元ブレイディング、繊維強化複合材料及び繊維強化複合材料の製造方法

【課題】軽量で高いエネルギー吸収が可能で、安定破壊が可能なクラッシュ部材に好適な三次元ブレイディング及び繊維強化複合材料を提供する。
【解決手段】三次元ブレイディング11は軸方向に延びる芯糸12で形成された4層以上の芯糸層13と、芯糸層13を貫通するように組織される貫通糸14a,14bからなり、円筒状に形成されている。貫通糸14aは隣り合う芯糸層13を貫通して折り返すように組織され、最外層と最内層の間に設けられた芯糸層13のうちの選択された芯糸層13間の剥離する強度が他の芯糸層13間の剥離する強度よりも弱い。三次元ブレイディング11は、好ましくは樹脂を含浸硬化させてクラッシュ部材を構成する繊維強化複合材料として使用される。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束1Aに吹き付けた樹脂が飛散することによる樹脂の塗布ロスを減少させるフィラメントワインディング装置100の提供を目的とする。
【解決手段】フープ巻装置20は、保持されるべきライナー2に対して繊維束1Aを回転させ、ライナー2に繊維束1Aを巻き付ける巻付部30と、繊維束1Aに対してライナー2に巻き付けられる手前で樹脂を吹き付ける複数の噴射ノズル41をライナー2の周囲に配置した樹脂含浸部40と、を備え、噴射ノズル41は、噴射口52とライナー2の軸心Oとを結ぶ仮想線に対して、繊維束1Aの回転方向の下流側に向けて樹脂を吹き付けるように配置される。ライナー2に対して斜めに樹脂を吹き付けることとなり、繊維束1Aに吹き付けた樹脂がライナー2に当たって跳ね返ることよる飛散を抑制することができ、樹脂の塗布ロスを減少させることができる。
(もっと読む)
基体、基体の製造方法、及び管状体の製造方法
【課題】本発明における離型層及び中間層が芯体上に設けられていない場合に比べて、繰り返し使用による基体表面の離型性の劣化が抑制された基体を提供する。
【解決手段】芯体12と離型層16と、の間に中間層14を設けて、離型層16の外側の面の水の接触角を40°以上70°以下とし、中間層14における離型層16側の面の水の接触角を離型層16の接触角未満とする。
(もっと読む)
積層複合ロッド、その製造方法と複合構造における使用
積層複合ロッド(16)は、概ね円形又は楕円形の断面を有し、互いに様々な方向に配置された複数の積層複合層(1)からなるロッド本体を含む。 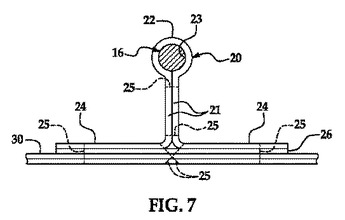 (もっと読む)
(もっと読む)
略矩形状熱可塑性樹脂被覆FRP線条物の製造方法、及び同FRP線条物を用いたドロップ光ファイバケーブル
【課題】ドロップ光ケーブル用テンションメンバなどとして使用可能なFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
(もっと読む)
圧力容器の製造方法および圧力容器
【課題】物理的強度を向上させた圧力容器を簡便に作製する。
【解決手段】圧力容器の製造方法は、中空形状のライナを作製するライナ作製工程S104と、ライナに水分を吸収させる水分吸収工程S106と、水分を吸収させたライナの外周部分に、熱硬化性樹脂を含浸させた繊維を巻きつけるフィラメントワインディング工程S108と、熱硬化性樹脂を硬化させ、ライナを被覆する繊維強化樹脂層を形成する硬化工程S110と、を含む。
(もっと読む)
硬化樹脂層の製造方法
【課題】転写後の表面に防汚処理層を付与することの出来る硬化樹脂層の製造方法を提供する。
【解決手段】離型基材上に、含フッ素化合物を含む硬化性樹脂組成物を塗工し、次いで、硬化または部分硬化させた後に該離型基材と硬化樹脂層を剥離して、あるいは該離型基材と硬化樹脂層を剥離した後に硬化性樹脂組成物を硬化または部分硬化して、硬化樹脂層を製造する方法において、離型基材の表面部分が含フッ素化合物を含有しているところの上記方法。
(もっと読む)
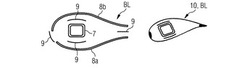
発光性製品及びその製造方法
【課題】遠心成形法により成形される発光性製品のカール現象を抑えるとともに、接着剤により接着することなく、有機溶剤を含有するコーティング剤を使用することなく、蓄光性能を向上させる白色層を発光性製品に設ける。
【解決手段】ウレタン材よりも比重が大きい第1無機物をウレタン材に混合し、加熱かつ回転させる遠心成形法により、第1無機物の濃度が異なる2つの層(21,22)を有する成形物を成形した後、第1無機物とは機能が異なる第2無機物をウレタン材に混合した混合物を、前記成形物に注入し、遠心成形法により、2つの層(21,22)に白色反射層23を積層させる。
(もっと読む)
炭素繊維不織布、炭素繊維強化樹脂シートおよび炭素繊維強化樹脂成形体
【課題】金属材料と比べて軽量であり、面内で等方的に高弾性、高熱伝導、低熱膨張といった優れた特性を有し、金属材料の代替材料として発錆の問題を解決すると共に、大幅な軽量化を達成することが可能な炭素繊維強化樹脂成形体を提供する。
【解決手段】炭素繊維の短繊維が二次元ランダムに分散している不織布であって、該炭素繊維の繊維軸方向の引張弾性率が400GPa以上で、繊維軸方向の熱伝導率が60W/mK以上であり、かつ、該炭素繊維のうち、繊維長が5〜50mmのものの重量割合が60wt%以上である炭素繊維不織布。この炭素繊維不織布を用いた炭素繊維強化樹脂成形体。
(もっと読む)
被締結部材及び被締結部材の締結構造
【課題】締結用の貫通孔が形成される樹脂製の被締結部材において貫通孔の周囲に補強部材が配置される場合に、被締結部材の最終形状が補強部材の長さにより規定されることなく、貫通孔の周囲のクリープ変形を抑制することができる。
【解決手段】第1補強部材4及び第2補強部材5は被締結部材1の貫通孔3周囲の応力作用領域に配置されている。第1補強部材4及び第2補強部材5は貫通孔3の軸3a方向を向いて配置されている。第1補強部材4の根元部4bは上側表面1aに露出され、先端部4aが上側表面1aとは反対側の下側表面1bよりも内側に埋没している。第2補強部材5は第1補強部材4と隣接して配置され、第2補強部材5の根元部5bが下側表面1bに露出されるとともに先端部5aが第1補強部材4の先端部4aよりも上側表面1a側でかつ上側表面1aよりも内側に埋没している。
(もっと読む)
車両搭載用高圧タンクの製造装置及び製造方法
【課題】製造過程におけるワークの過昇温を抑制できる車両搭載用高圧タンクの製造装置を提供すること。
【解決手段】この製造装置は、ライナ101の周囲に繊維強化プラスチック材料を巻きつけたワークWを昇温する炉本体20と、ワークWを回転させる回転棒30と、ライナ101内の圧力を調圧する調圧弁401と、ライナ101内に液体を供給し、その液体が気化した気体をライナ101内から排出する液体給排系40と、を備える。
(もっと読む)
温度調整システムを備える可撓性の圧縮ローラを含む繊維塗布装置
本発明は、複合材料からなる部材を製造するための繊維塗布装置であって、樹脂が予備含浸された少なくとも1つの扁平繊維からなるバンドを塗布面に塗布するための圧縮ローラ(2)と、バンドに向かって熱放射を出力可能な加熱システムとを備えた繊維塗布装置に関する。圧縮ローラは、複数の放射状の孔(41)を設けられた剛性の中心チューブ(3)と、当該中心チューブに取り付けられており、複数の放射状の孔と円筒の外面(33)とを流体連通させることが可能な流体連通手段(32、34、35)を備えた弾性変形可能な可撓性材料からなる円筒(3)とを備えている。上記の装置は、中心チューブの内部通路(42)に温度調整流体を封入可能な温度調整手段を備えている。 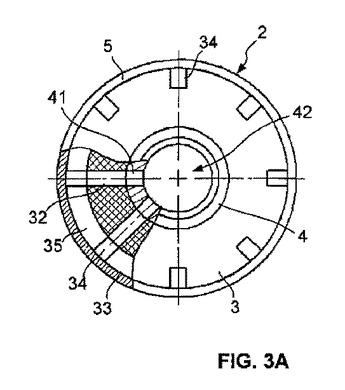 (もっと読む)
(もっと読む)
翼構造の成形方法
【課題】組立コスト、部品点数、重量の削減が可能な翼構造の成形方法を提供する。
【解決手段】複数の中空構造物用プリプレグ成形体が、予め金属製中子型としての前縁型31、後中間型39上に成形された前縁用プリプレグ成形体25、後中間用プリプレグ成形体27と、予めシリコン製中子型としての前中間用シリコン製中子型35、後縁用シリコン製中子型51上に成形された後にこの前中間用シリコン製中子型35、後縁用シリコン製中子型51が脱型されるとともに前縁用プリプレグ成形体25、後中間用プリプレグ成形体27に隣り合うように配置された前中間用プリプレグ成形体26、後縁用プリプレグ成形体28とでされ、前中間用プリプレグ成形体26、後縁用プリプレグ成形体28にチューブバッグ85,86を挿入する工程と、翼構造の一体成形後に前縁型31、後中間型39を脱型する工程とを含む。
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
ストリンガ、複合構造、航空機、及びストリンガの製造方法
長手方向の一端に終端部を有し、複合構造のプライの積層スタックを有する積層複合構造のストリンガであって、前記スタックの内部のプライは、前記ストリンガの終端部に向けて連続的に終端されて、スタックの厚さが減少するテーパを提供するようにしたストリンガを開示する。また、パネルとストリンガとを有する複合構造及び、ストリンガを製造する方法を開示する。複合構造は、航空機に用いることができる。 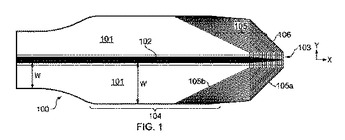 (もっと読む)
(もっと読む)
フィラメントワインディング方法
【課題】巻きつけの高速化を図る。
【解決手段】フープ巻きにて樹脂含浸繊維を巻回するフープ巻き工程と、ヘリカル巻きにて前記樹脂含浸繊維を巻回するヘリカル巻き工程とを備えるフィラメントワインディング方法において、ヘリカル巻き工程における前記樹脂含浸繊維の温度を、前記フープ巻き工程における前記樹脂含浸繊維の温度よりも低く制御する。
(もっと読む)
高圧タンクの製造方法および高圧タンクの製造装置
【課題】可使時間(ポットライフ)および硬化時間を短縮しつつ、FRP層の耐久性を維持及び向上させる高圧タンクの製造方法および高圧タンクの製造装置を提供する。
【解決手段】高圧タンクの製造方法は、主剤を硬化剤により反応させて得られる熱硬化性樹脂を用いた高圧タンクの製造方法であって、主剤を含浸した繊維を基材にフィラメントワインディング法を用いて巻回させプレFRP層を形成する工程(S100)と、プレFRP層が形成された基材を後述する硬化用金型の収容部に収容し(S102)、硬化用金型に設けられた注入配管を介してプレFRP層に硬化剤を加圧条件下で注入し(S104)、プレFRP層の主剤と硬化剤とを反応させて、基材に熱硬化性樹脂と繊維とを含むFRP層を形成する工程(S106)と、を有する。
(もっと読む)
断面が半ネイルヘッドまたはネイルヘッド状である複合材繊維製異形断面材の作製方法
本発明の目的は、少なくとも1つのプリフォームが該プリフォームの接合箇所に曲率半径を有するプリフォームをT形に組み立てることによって生じる、断面がネイルヘッドまたは半ネイルヘッド形状のスペースを埋めるための繊維製異形断面材の作製方法において、粉末を活性化する予備成形機であって、所望の異形断面材の形状に適合する形状の通路を繊維(28)が通過する予備成形機(30)に粉末を塗布した繊維(28)を供給したのち、前記繊維製異形断面材(32)を冷却し、所望の異形断面材の形状に適合する形状の空洞に通して形状を一致させる成形機(34)にプリフォーム成形した前記繊維を通過させることを特徴とする方法(32)である。 (もっと読む)
突入カプセル、およびその頭頂部の製造方法
【課題】積層された炭素繊維布の層間剥離を防止でき、かつ、断熱性を高めることができる突入カプセルを提供する。
【解決手段】惑星の大気圏に突入する突入カプセルであって、繊維強化複合材料により形成される頭頂部10を有する。頭頂部10を形成する繊維強化複合材料は、頭頂部の外表面10aに垂直な方向に積層された繊維布3と、複数層の繊維布3を貫通する繊維糸5と、繊維布3および繊維糸5の繊維間に充填されることで、繊維布3および繊維糸5と一体化した樹脂7と、を有する。
(もっと読む)
201 - 220 / 600
[ Back to top ]