
Fターム[4F205AA42]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 硬化性樹脂 (1,743) | 硬化性ポリウレタン(←通常) (56)
Fターム[4F205AA42]に分類される特許
1 - 20 / 56
安定化されたドライプリフォーム及び方法
【課題】複雑な三次元構造形状を有する複合プライをレイアップするのが難しく工具補助が必要で時間とコストがかさむ。工具補助が不要で作業量が縮小出来るシステム、方法を提案する。
【解決手段】プリフォームを形成する方法は、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む。層はダイ断面形状を有する形成ダイセットに通される。熱可塑性樹脂は加熱される。層はダイ断面形状に形成される。ダイ断面形状を有するプリフォームが形成されるような方法で、熱可塑性樹脂は凝固する。
(もっと読む)
自動車用内装基材の製造方法
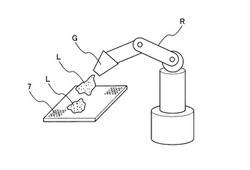
【課題】十分な剛性を有し軽量でかつ安価な自動車用内装基材の製造方法を提供する。
【解決手段】グラスファイバーの不織布からなるシート状のマット材7にウレタン生成液Lを含浸させ、ウレタン生成液Lの含浸した上記マット材7を加熱して当該マット材7内でウレタン発泡させるとともに熱硬化させる。
(もっと読む)
増加した強度を有する複合部材を製造する方法

【課題】航空宇宙用途において、及び他の目的のために、木材の代替として用いることができる、特に複合体の耐荷重能力及び総合的な強度を増加させた押出複合材料を製造する方法を提供する。
【解決手段】注入可能な適合した構造コア材料34を用いて、押出複合材料32の内部のフォームセルを置き換え、それによって総合的な耐荷重安定性及び強度を向上させる。コア材料34は、構造材料に対して所望のCTEを有するように調整する。コア材料34は、また、複合部材32の強度を増加させるための繊維及び固体構造充填材も含むことができる。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの巻き付け時等における繊維束の樹脂含有率の低下を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ26とライナ26の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、マトリックス樹脂を含浸させた繊維束22をライナ26の外面に巻き付ける際に、繊維束22に樹脂を塗布するための樹脂塗布手段を有する高圧タンクの製造装置である。
(もっと読む)
複合材料製部品の連続した作製方法
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
翼構造の成形方法
【課題】組立コスト、部品点数、重量の削減が可能な翼構造の成形方法を提供する。
【解決手段】複数の中空構造物用プリプレグ成形体が、予め金属製中子型としての前縁型31、後中間型39上に成形された前縁用プリプレグ成形体25、後中間用プリプレグ成形体27と、予めシリコン製中子型としての前中間用シリコン製中子型35、後縁用シリコン製中子型51上に成形された後にこの前中間用シリコン製中子型35、後縁用シリコン製中子型51が脱型されるとともに前縁用プリプレグ成形体25、後中間用プリプレグ成形体27に隣り合うように配置された前中間用プリプレグ成形体26、後縁用プリプレグ成形体28とでされ、前中間用プリプレグ成形体26、後縁用プリプレグ成形体28にチューブバッグ85,86を挿入する工程と、翼構造の一体成形後に前縁型31、後中間型39を脱型する工程とを含む。
(もっと読む)
蓄光シート及びその製造方法
【課題】本発明は、発光12時間(終夜発光)で10mcd/m2(暗闇ではっきり見える輝度)であって、昼間、意匠を白色により視覚性を高める。
【解決手段】樹脂材に白色顔料を混合した第1の混合物を加熱しながら遠心成形することにより形成された白色反射層と、前記白色反射層上に、樹脂材に樹脂材よりも比重の大きい白色蓄光材と高輝度蓄光材とを混合させた第2の混合物を注入し、加熱しながら遠心成形することにより前記白色反射層側より、高輝度蓄光材層、白色蓄光材層、及び透明保護層が一体形成された構成とした。
(もっと読む)
FRP成形物
【課題】FRPと金属の接合部に形成される形状変化部の強度を低コストで高める。
【解決手段】板状の金属1の端部と、金属1よりも厚い厚さの板状を有し且つ端部に向かって肉厚が減少するテーパ面3を備えたコア材2の端部とが接近配置され、コア材2から金属1の一部に亘るように表裏に繊維強化材6,7が配置され、樹脂含浸によりFRPを形成して得られるFRPと金属1が一体化した接合部8を有するFRP成形物であって、テーパ面3によって接合部8に形成されるくの字状の形状変化部9に、FRP成形によって補強するようにしたFRP補強層100を設ける。
(もっと読む)
スラッシュ成形用樹脂粉末組成物及び成形品
【課題】 本発明が解決しようとする課題は、溶融性および耐加水分解性に優れるスラッシュ成形品を製造することのできるスラッシュ成形用樹脂粉末組成物を提供することである。
【解決手段】 酸価が0.1以下のポリエステルジオール成分(A)と、カルボジイミド結合(b)を有するジイソシアネート化合物(B0)を必須成分とするジイソシアネート成分(B)とを反応して得られる熱可塑性ポリエステル系ウレタン樹脂(C)を含有してなるスラッシュ成形用樹脂粉末組成物。ジイソシアネート化合物(B0)は、ヘキサメチレンジイソシアネート及び/又はイソフォロンジイソシアネートを重合して得られる平均重合数が2〜3であるジイソシアネートが好ましい。
(もっと読む)
長尺体連続形成装置
【課題】樹脂製長尺体を形成する場合の歩留りを向上させ、かつ、長尺体の形成時に、無用に多量の廃棄物が発生しないようにする。
【解決手段】長尺体連続形成装置は、一方向に向かって連続的に移動し、上面5が水平な平坦面とされる移動体6と、移動体6の左右幅方向の中途部6aの上面5に粘液状の樹脂9を連続的に供給する樹脂供給装置10と、移動体6の左右各側部6bの上面5に当接すると共に、移動体6と共に一方向に移動し、樹脂9が移動体6の左右各側部6bの上面5側にまで流動することを阻止する流動阻止装置11とを備える。移動体6の各側部6bの上方に配置され、回転駆動可能となるよう固定側部材4に支持される左右一対の無端体48,48を設ける。各無端体48の往、復移動側48a,48bのうち、各往移動側48aにより流動阻止装置11を構成する。
(もっと読む)
熱硬化性エラストマー用成形型、遠心成形機及び電子写真用ブレード部材
【課題】本発明は反応性の熱硬化性エラストマーを型内で成形し、より簡便に離型でき取り出し時に成型品のちぎれが発生しにくく、良好な離型・脱型性が長期に渡って継続する熱硬化性エラストマー用成形型を提供することを目的とする。
【解決手段】成形材料として反応性の熱硬化性エラストマー原料を投入し所定の寸法に硬化させ、脱型させる熱硬化性エラストマーの成形に用いる成形型の内部表面に、ポリアルキルシロキサン層を有する熱硬化性エラストマー用成形型において、前記ポリアルキルシロキサン層が、前記熱硬化性エラストマー原料と成形条件において反応する官能基を有さないポリアルキルシロキサン原料を用いて作製したものであることを特徴とする熱硬化性エラストマー用成形型。
(もっと読む)
力の伝達及び応力を最適化した繊維配向をもつ繊維複合中空体の製造方法
繊維複合中空体、特に中空の車両用繊維複合部品の製造方法であり、
a)後に空洞部となる消失型へエンドレス強化繊維を取り付け固定する工程、ここで、製造するべき繊維複合中空体に対して繊維材料は、力の伝達及び応力を最適化した状態に構成されている、工程、
b)硬化性樹脂によって強化繊維を含浸する工程、
c)繊維複合部品の形成において適用された樹脂を硬化する工程、
d)前記繊維複合中空体の形成において前記消失型を溶解、溶融又は除去する工程、
という工程段階を含み、
複雑な形状の消失型が使用され、前記繊維は、表面輪郭が完全に反映された状態で前記消失型の表面に密着して取り付けられることを特徴とする。
(もっと読む)
成形型、電子写真装置用ブレードの製造方法及び現像剤量規制ブレード
【課題】長期間良好な剥離性と脱型性を示すエラストマー成形体製造用の成形型、ブレード部材の寸法精度と表面性を高精度化可能な電子写真装置用ブレードの製造方法および現像剤量規制ブレードを提供する。
【解決手段】金型本体の内周面に保持層と離型層を備えたエラストマー成形体製造用の成形型において、離型層が、主鎖がポリシラザン系又はポリシロキサン系である付加型2成分液状シリコーンから形成され、液状エラストマー原料の硬化温度で揮発する成分の含有量が0.5質量%以下で、シリカを含有せず、50〜85°の国際ゴム硬度で、平均粒径2〜20μmの固体潤滑剤を含有する。この成形型を用いる電子写真装置用ブレードの製造方法。ブレード部材がこの方法で製造され、現像剤担持体に当接する部分の負荷長さ率(切断レベル50%)が30〜90で十点平均粗さが2〜25μmである現像剤量規制ブレード。
(もっと読む)
加飾成形用シート、加飾成形用シートの製造方法、樹脂成形品
【課題】 3次元加工の成形品の表面となるように配置させて成形する加飾成形を行う加飾成形用シートにおいて、シート材の連続成形性と、3次元加工の成形品の表面性とを両立させることのできるものを提供する。
【解決手段】 本発明の加飾成形用シート1は、多孔質層10と表皮層11を有している。多孔質層10は、剥離基材上にポリウレタン材料を塗工して湿式凝固法によって連続的に多孔質状に形成したものである。また、表皮層11は多孔質層10に積層されるものである。
そして、加飾成形用シート1を用いて、真空成形などによって成形品5を成形するものであり、成形品5の表面に加飾成形用シート1が配置される。
(もっと読む)
ポリウレタンスラッシュ成形用離型剤組成物
【課題】 ポリウレタンスラッシュ成形における金型離型性に優れると共に、従来の離型剤よりも持続性に優れていて、成形品への汚染が小さい離型剤組成物を提供する。
【解決手段】 ポリウレタンスラッシュ成形の金型に塗布して用いられ、有機溶剤中に含フッ素有機リン化合物を含む離型剤組成物であって、含フッ素有機リン化合物としてパーフルオロアルキル亜リン酸又はその塩、及びパーフルオロアルキルリン酸エステルから選ばれた少なくとも1種を0.1〜10質量%含有する。上記含フッ素有機リン化合物と共に、リン酸エステル及び/又は有機グラフト重合化合物を0.1〜10質量%含有することができる。
(もっと読む)
ベルト、及びその製造方法
【課題】発生ガスを金型外に効果的に排除し、かつ製品の局部的な膨らみの発生を回避すると共に、金型からの製品の取外し作業の簡素化が図れるベルト及びその製造方法を提供する。
【解決手段】熱硬化性樹脂溶液を円筒状芯体1表面に塗布して樹脂塗膜を形成する塗膜形成工程と、樹脂塗膜を加熱して熱硬化性樹脂皮膜7を形成する熱硬化性樹脂皮膜形成工程と、熱硬化性樹脂皮膜7を円筒状芯体1から取外す工程とを有するベルトの製造方法において、円筒状芯体1の軸方向両端には、円筒状芯体1の外周面を軸方向に移動可能な筒状のスライド部材2を配置し、円筒状芯体1の軸方向両端には軸方向に伸びるガス通路3を設けているので、熱硬化性樹脂皮膜形成工程では、スライド部材2を軸方向に移動させることにより、熱硬化性樹脂塗膜7を加熱した際に発生するガスをガス通路3により外部へ排出する。
(もっと読む)
電子写真装置用クリーニングブレード及びその製造方法
【課題】 球形(真球状、異形状)で、かつ、小粒径の重合法トナーを使用した場合であっても、優れた異音防止性(特に、高温高湿下での異音防止性)を有する電子写真装置用クリーニングブレードを提供する。
【解決手段】 弾性ゴム部材及び支持部材を有する電子写真装置用クリーニングブレードであって、上記弾性ゴム部材は、エッジ層及び上記エッジ層以外の層を有する2層以上の複層構造を有し、かつ、上記エッジ層を上側にした3点曲げ試験において、たわみ及び曲げ荷重のヒステリシスロス(B/A)が下記式(1);
B/A≧0.5 (1)
の特性を満たす材料からなる電子写真装置用クリーニングブレード。
(もっと読む)
電子写真装置用クリーニングブレード及びその製造方法
【課題】 球形(真球状、異形状)で、かつ、小粒径の重合法トナーを使用した場合であっても、高温高湿下での異音防止性に加えて耐摩耗性(耐久性)を有する電子写真装置用クリーニングブレードを提供する。
【解決手段】 弾性ゴム部材及び支持部材を有する電子写真装置用クリーニングブレードであって、上記弾性ゴム部材は、エッジ層及び上記エッジ層以外の層を有する2層以上の複層構造を有し、かつ、上記支持部材と接合する面から測定した国際ゴム硬さ計(M法)による23℃における硬度が50〜73°、そのクリープ特性が5〜20である材料からなる電子写真装置用クリーニングブレード。
(もっと読む)
電子写真装置用クリーニングブレード及びその製造方法
【課題】球形(真球状、異形状)で、かつ、小粒径の重合法トナーを使用した場合であっても、優れたクリーニング性(特に、低温低湿下でのクリーニング性)を有する電子写真装置用クリーニングブレードを提供する。
【解決手段】弾性ゴム部材11及び支持部材12を有する電子写真装置用クリーニングブレードであって、上記弾性ゴム部材は、エッジ層21及び上記エッジ層以外の層を有する2層以上の複層構造を有し、かつ、上記エッジ層を上側にした3点曲げ試験において、たわみ及び曲げ荷重のヒステリシスロス(B/A)が下記式(1);B/A<0.5 (1)の特性を満たす材料からなる電子写真装置用クリーニングブレード。
(もっと読む)
1 - 20 / 56
[ Back to top ]