
Fターム[4F205AC03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 材料の状態、形態 (1,486) | シート状物 (26)
Fターム[4F205AC03]に分類される特許
1 - 20 / 26
安定化されたドライプリフォーム及び方法
【課題】複雑な三次元構造形状を有する複合プライをレイアップするのが難しく工具補助が必要で時間とコストがかさむ。工具補助が不要で作業量が縮小出来るシステム、方法を提案する。
【解決手段】プリフォームを形成する方法は、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む。層はダイ断面形状を有する形成ダイセットに通される。熱可塑性樹脂は加熱される。層はダイ断面形状に形成される。ダイ断面形状を有するプリフォームが形成されるような方法で、熱可塑性樹脂は凝固する。
(もっと読む)
複合充填材を製造する方法及び装置
【課題】信頼性があり、繰り返しが可能で、製造プロセスを自動化することによって人件費を削減する、その長さに沿って可変の断面を有する複合充填材を製造する方法及び装置、また、剛性、強靱性、及び/又は耐亀裂性が向上した充填材が得られる上述した方法及び装置を提供すること。
【解決手段】複合充填材を製造する装置は、少なくとも一つのダイスと、強化プライストリップのスタックをダイスを通して移動させるデバイスを含む。ダイスは、プライストリップのスタックを所望の断面形状へ成形するのに適したダイス周囲面を有する。ダイス面の断面はダイス周囲において変化しうる。
(もっと読む)
航空機用ガスタービンエンジンのブレードの製造方法
【課題】厚みがあって中心線回りの捩れの大きい翼形状であっても成形が容易に行うことができる航空機用ガスタービンエンジンのブレード及び大量生産に適した製造方法を提供する。
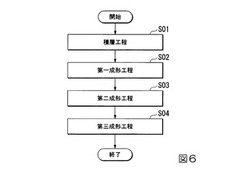
【解決手段】強化繊維を含み、かつ複数の熱可塑性樹脂をマトリックスとする複数の複合材プリプレグを、平面上に厚さ方向に積層して積層体を形成する積層工程と、前記積層体を加熱及び加圧して平板形状に成形する第一成形工程と、平板形状に成形された前記積層体を再度加熱および加圧して3次元曲面形状の翼片に成形する第二成形工程と、複数の前記翼片を重ね合わせたうえで、加熱及び加圧して一体化し、3次元翼面形状を得る第三成形工程と、を備える。
(もっと読む)
寸法の変化する外郭適合化された複合補強材を製作するための方法および装置
【課題】単一の複合成形材を用いつつ、比較的簡単な工具によって形成されるブレード補強材などの複合補強材を製作するための方法および装置を提供すること。
【解決手段】複合成形材を外郭適合化されたブレード縦通材に形成するための工具装置であって、長さに沿って可撓性とされた長尺パンチと長尺金型を有する。成形材はパンチを用いて押圧されて形成され、成形材は金型に導かれる。パンチおよび金型は、一対の可撓性プレートの間に載置される。プレートと連結されたプレスは、プレートを所望の外郭に曲げることで成形材を外郭適合化する。
(もっと読む)
補強部材の製造方法および製造装置

【課題】補強繊維片同士の絡み合いの問題を生ずることなく、均一な密度の補強部材を製造することができる補強部材の製造方法および製造装置を提供する。
【解決手段】一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、長手方向に延びる帯状未加硫ゴムシートの一方の上方から、一方の帯状未加硫ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、一方の帯状未加硫ゴムシート上に、帯状未加硫ゴムシートの他方を供給して重ね合わせ、一方および他方の帯状未加硫ゴムシート間に補強繊維片層を介装させる供給工程と、一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行う。
(もっと読む)
補強部材の製造方法および製造装置
【課題】均一な密度でかつ、補強繊維片が一定方向に配向された補強部材を製造できる補強部材の製造方法および製造装置を提供する。
【解決手段】一対のゴムシート間に補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの長手方向に沿う幅が上端部より下端部で狭くかつ、上方から下方に向かい漸減する絞り部を有するものを用いる。
(もっと読む)
形状が整った縁部を有するフランジを備えた構造部材及びその製造方法
【課題】形状が整った縁部を有するフランジを備えた構造部材を提供する。
【解決手段】構造部材10は、樹脂基材の中に埋め込まれた繊維材料の集合された層で構成され、積層された位置関係で配置された複数の前記層によって形成された少なくとも1つの積層部材17を備えている。構造部材10の積層部材17は、該積層部材17の基部19に対して所定の内角αで曲がるフランジ13を形成する形態に折り曲げられている。フランジ13の縁部13aは、積層部材17の凹形状側に傾斜面を形成している。該傾斜面において、積層部材17の凹形状側に近接したフランジ13の層は、該層の端部が、積層部材17の凸形状側に配置されたフランジ13の面15と実質的に同一レベルとなる形態で積層部材17の凸形状側に配置されたフランジ13の層に向かって折り曲げられている。
(もっと読む)
複雑な形状寸法を有する複合積層材を形成及び適用するための方法と装置
【課題】ダブラーのような積層を形成してマルチ輪郭を含む複雑な表面形状を有する複合構造に適用するための方法と装置の提供
【解決手段】複合積層材20がツール26上に形成されて、凹凸を有する部品の上に配置される。ツールは、部品の輪郭とほぼ一致する凹凸を有している。空間内におけるツールに対する部品の位置を表わす一組の位置データ45aが生成される。自動マニピュレータ36は、この位置データを使用して、部品の近くへとツールを動かし、凹凸を有する積層材を部品の上に配置する。
(もっと読む)
ホットメルト型接着剤及びRTM成形方法
【課題】比較的低温で被着体に添付固定可能であり、さらに150℃以上の加熱により接着可能で、且つ高いせん断接着力を有し、熱可塑性であるため再加熱でリサイクル性を付与可能な、ホットメルト型接着剤を提供する。
【解決手段】(A)数平均分子量が110〜1200のモノマー状態又はオリゴマー状態の熱可塑性エポキシ樹脂、及び(B)数平均分子量が7000以上のポリマー状態の熱可塑性エポキシ樹脂を含有し、前記モノマー状態又はオリゴマー状態の熱可塑性エポキシ樹脂と前記ポリマー状態の熱可塑性エポキシ樹脂との重量比が6:4〜8:2であるホットメルト型接着剤。具体的には、(A)モノマー状態又はオリゴマー状態の熱可塑性エポキシ樹脂として(a)2官能エポキシ化合物、(b)フェノール性水酸基を2つ有する2官能性化合物及び(c)リン系触媒、1,2−アルキレンベンズイミダゾール及び2−アリール−4,5−ジフェニルイミダゾールからなる群より選ばれる1種又は2種以上の化合物を含むものが好ましく、(B)ポリマー状態の熱可塑性エポキシ樹脂が(a)2官能エポキシ化合物、及び(b)フェノール性水酸基、カルボキシル基、メルカプト基、イソシアネート基及びシアネートエステル基からなる群より選ばれる同一の又は異なる2つの官能基を有する2官能性化合物の混合物を重付加させたものが好ましい。
(もっと読む)
電磁処理ライン
フィルムを製造するための方法は、高分子成分、単量体成分、ナノ粒子成分、磁性充填剤成分、またはそれらの組み合わせを有するキャストフィルムを生成するステップと、キャストフィルムをせん断するステップと、キャストフィルムに電界を印加することにより、キャストフィルム成分を整列させるステップと、キャストフィルムに磁界を印加することにより、キャストフィルム成分を整列させるステップと、キャストフィルム成分を硬化または重合するステップと、キャストフィルムをアニールするステップと、キャストフィルムから溶媒を蒸発させる工程とステップとを有する方法を含む。 (もっと読む)
FRP製引抜き構造部材およびその製造方法
【課題】各層の強化繊維の配向が所定の形態に維持され、構造部材全体として、目標とする力学特性を安定して発現可能なFRP製引抜き構造部材とその製造方法を提供する。
【解決手段】樹脂含浸強化繊維シート層を複数層積層してダイを通し、所定形態の積層体を引き抜くことにより製造される構造部材であって、積層体は、少なくとも、強化繊維が実質的に引抜き方向にのみ配向された第1の強化繊維シート層と、引抜き方向以外の方向に配向された強化繊維を有する第2の強化繊維シート層を含み、かつ、積層体の最表層から8番目の層位置までに存在する第2の強化繊維シート層が、その基材の表面上にマット成分を含む薄層が基材と一体的に保持された強化繊維シート層に構成されていることを特徴とするFRP製引抜き構造部材、およびその製造方法。
(もっと読む)
高圧タンクの設計方法
【課題】タンク形状に応じた適切なフープ巻き層とヘリカル巻き層の積層構造として、外力の作用によりタンクに発生した応力をより確実に低減させる。
【解決手段】設計ライナの形状及び大きさと設計繊維強化樹脂層群3の全体厚さTとを決定する。衝撃力が作用したときに設計ライナに発生する歪を解析する。周方向歪みεbよりも軸方向歪みεaの方が大きい場合は、設計ライナを備えた高圧タンクがタンク形状を保持しうるヘリカル巻き層の全体厚さの下限値たるTh下限値を算出する。設計繊維強化樹脂層群におけるフープ巻き層の全体厚さTfとヘリカル巻き層の全体厚さThとの比であるTf/Th設計値を求める。このとき、Tf/Th設計値におけるThをTh下限値とする。
(もっと読む)
油圧ホースの製造方法
【課題】本発明の目的は、安価な装置により製造できる油圧ホースの製造方法を提供すること。
【解決手段】帯状部材28がマンドレル30の端部に到達したならば、帯状部材28を掛止部材46、48に掛止し、マンドレル30の回転を逆向きにして、帯状部材28を連続してマンドレル30に巻回してスパイラル補強層を形成できる。帯状部材28がマンドレル30の端部に到達する毎にその都度帯状部材28を固定し切断することもなく、高価なスパイラルマシンを用いる必要もなくなる。そのため、安価な装置を用いてスパイラル補強層を簡単に効率良く製造でき、安価な装置を用いて油圧ホース10を簡単に製造できる。
(もっと読む)
傾斜した補強材並びにそれを形成する装置および方法
丸みを付けた肩部を有する、C字状断面のコンポーネントを形成するダイツールは、第1および第2の外側ダイであって、各外側ダイは、丸みを付けた丸め部分でフランジ部分に結合し、かつ各フランジ部分が最も外側になるように、共通軸線に沿って互いに対称的に配置した、截頭円錐状部分、並びに第1および第2外側のダイ間に配置した、円柱状の外側支持ダイを有する、該第1および第2の外側ダイを備える。ダイツールは、さらに、第1および第2の内側ダイであって、各内側ダイは、丸みを付けた丸め部分で周面に結合し、かつ円錐状表面が最も外側になるように、共通軸線に沿って互いに対称的に配置した、ほぼ円錐状の表面を有するディスク、並びに第1および第2の内側ダイ間に配置した、円柱状の内側支持ダイを有する、該第1および第2の内側ダイを備える。第1および第2の内側ダイ並びに内側支持ダイは、第1および第2の外側ダイにおけるフランジ部分間に離間させて配置し、形成すべきC字状断面のコンポーネントの所望断面に対応するキャビティを画定する。内側および外側のダイにおける、丸みを付けた丸め部分は、内側および外側のダイの周縁に沿って変化する曲率半径を有し、内側および外側のダイは、回転可能とし、これにより、キャビティにおける丸みを付けた肩部の曲率半径は、ダイが回転するに従って変化するよう構成する。 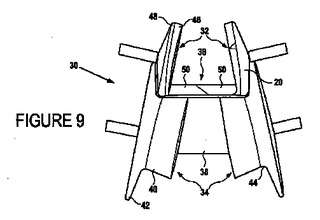 (もっと読む)
(もっと読む)
複合材料の要素を製造するための装置及び方法
本発明は、積層され且つ予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための装置において、ローラ列(17)をそれ自身に備えるヘッド(15)を備え、前記ヘッド(15)は固定台板に沿って長手方向に移動可能であり、前記ヘッド(15)が移動すると、前記ローラ列が未重合の前記積層体(21,22)に対して作用してそれらを圧縮・成形し、それによって、前記積層体(21,22)がその後の一体化が可能な状態になるように、前記積層体(21,22)をそれらの最終形状に一気に成形する装置に関する。また、本発明は複合材料の3次元ビーム型要素を製造するための方法に関する。 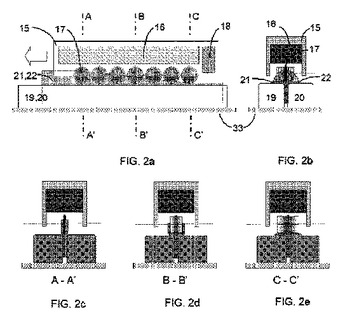 (もっと読む)
(もっと読む)
熱可塑性複合材料のテープ載置の方法
熱可塑性複合材を成形型(1)に積層状に載置する方法において、この方法は、成形面(3)を有する成形型を提供する工程であって、成形型の少なくとも一部が多孔質材料を含む工程と、成形面に負圧を生成するように多孔質材料(5)に負圧を印加する工程と、熱可塑性複合材料の最初の層(8)を成形面上に載置する工程であって、熱可塑性複合材料が成形面での負圧により成形面に対して保持される工程と、熱可塑性複合材料をコンソリデーションにより圧着する工程とを含む。 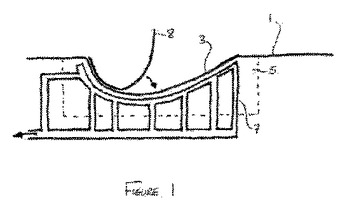 (もっと読む)
(もっと読む)
大型バレル部構成部品の製作のためのマルチヘッド自動化複合材料積層機
【課題】良好な特性の航空機部品製造装置を提供する。
【解決手段】
回転軸を有するツールのマンドレル表面における自動化された複合材料の積層のための航空機部品製造装置は、複数の材料搬送ヘッドを支持する機械的支持構造を含む。ツールは、機械的支持構造に対して移動可能かつ回転可能である。ツールのマンドレル表面全体に複合材料の経路を敷設するようにマンドレル表面が回転する間、機械的支持構造は、マンドレル表面に対する材料搬送ヘッドの軸方向並進に備える。複数の材料搬送ヘッドの各々の位置および移動は個別に調整可能である。アーム機構は、マンドレル表面に垂直な方向の各材料搬送ヘッドの運動、マンドレル表面に垂直な軸を中心とする回転、マンドレル表面に対する周方向の周方向位置調整、および他の材料搬送ヘッドに対する軸方向位置調整をもたらす。
(もっと読む)
材料のプレースメント成形方法および装置
逆方向に材料を当接するために、ローラアセンブリを180度回転させること無しに、表面上の2方向に材料を分配し、かつ圧密化するローラアセンブリ。ローラアセンブリは、第1のガイド部材、第2のガイド部材、第3のガイド部材、および、圧密化ローラで成る。前記第1のガイド部材が、第1の位置にあるとき、材料の薄片は、前記第2のガイド部材に供給される。前記第1ガイド部材が、前記第2の位置にあるとき、前記材料の薄片は、前記第3のガイド部材に供給される。圧密化ローラは、可鍛性があり、材料の薄片が、均一に圧密化されるために、圧密化ローラの外周面のまわりに概略被せられる。 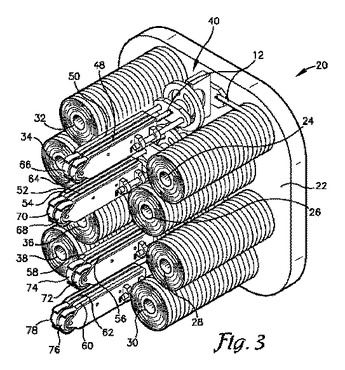 (もっと読む)
(もっと読む)
材料のプレースメント成形方法および装置
ローラアセンブリの動きとは独立して、表面に材料の薄片を供給および圧着する材料圧着ヘッド。圧着ヘッドの各ローラアセンブリは、圧縮ローラを有し、圧着ヘッドの他のローラアセンブリと独立して、6自由度で回転的または直線的に動く。ローラアセンブリは、材料の薄片が表面のパスに隣接して供給されるように、交互に配置され、表面に材料の薄片を同時に供給する。各圧縮ローラは、可鍛性があり、材料の薄片を圧縮するために、自身の外周面の周りに載置される。 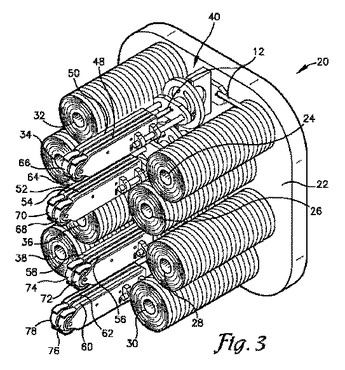 (もっと読む)
(もっと読む)
複合材料の配置方法およびシステム
コースをレイアップモールドへ与えるため、レイアップモールド上のプライ領域を規定するプライ境界が決定され、複合材料のテープはプライ境界に関して傾斜角でプライ領域上に与えられる。さらに、テープの前縁が突合せ切断され、前縁エッジとプライ境界は基本的に収斂する。さらに、後縁が生成される。後縁は突合せ切断され、後縁エッジとプライ境界は基本的に収斂する。 (もっと読む)
1 - 20 / 26
[ Back to top ]