
Fターム[4F205AD08]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 形状、構造 (1,074) | シート状 (23)
Fターム[4F205AD08]の下位に属するFターム
ラベル、絵付け材 (1)
転写シート
塗膜(←ゲルコート材) (5)
Fターム[4F205AD08]に分類される特許
1 - 17 / 17
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
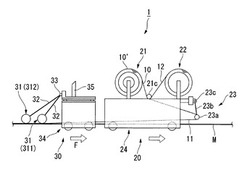
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は幅方向におけるプリプレグ11の中央部を両端部よりも先に型Mに押し付けるように配置された円柱状の押さえ手段31,31を2つ以上備える複合材料の製造装置1。
(もっと読む)
複合材料の製造装置および製造方法

【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
成形用スタンパー、反射防止フィルムの製造方法及び反射防止フィルム
【課題】賦形型が樹脂で目詰まりせず、影も観察されず、且つ泡の巻き込みもない反射防止フィルムの製造に使用する成形用スタンパーを提供する。また、その成形用スタンパーを用いた反射防止フィルムの製造方法を提供する。
【解決手段】可視光領域の波長より小さい周期からなる突起を有し且つその突起の高さが150nm〜450nmの反射防止層を形成するための賦形型23が形成された賦形領域R1と、その賦形型23が形成されていない非賦形領域R2とを有する四辺形のスタンパーであって、非賦形領域R2が、四辺形の一辺に沿って所定の幅L3で設けられ、賦形領域R1に引き延ばす硬化性樹脂14を載せるために用いられる成形用スタンパー2により上記課題を解決する。さらに、この成形用スタンパー2を用いて反射防止フィルム10を製造する。
(もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
強化プラスチック製サンドイッチ材の製造方法
【課題】真空注入成形法による、強化プラスチック製サンドイッチ材の製造方法において、樹脂の未含浸の無い、安定な品質を呈し、軽量で低コスト化の図れる改良法を提供する。
【解決手段】前記改良法は、通液性の芯部の両面に通液性補強材を配設してなる被含浸物2に、真空注入成形法によって液状の熱硬化性樹脂を含浸させたのち、硬化させるものである。通液性の芯部としては、樹脂発泡体、貫通穴を開設したシート状体、粒状体を充填した通液性のシート状体が好ましい。通液性補強材としては、不織布、短繊維積層マット状物や長繊維からなるシート状物、布帛、織物、編物のような繊維基材が好ましい。
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
段階状の断面厚さを有する複合材の連続成形方法
【課題】プリプレグ成形品の厚さ寸法を変化させることができる連続成形方法を提供する。
【解決手段】炭素繊維などのプリプレグの積層体20の両面にそれぞれ例えば3プライのプリプレグ31,32,33の端面位置を変えて積層し、それぞれのプリプレグ31,32,33に連続してプリプレグピールプライ41,42,43を配置した成形素材10を用意する。この成形素材10をシート状として連続してホットプレスに送り込んで成形し、アフターキュア炉で所定時間加熱して熱硬化させる。成形後にプリプレグピールプライ40を剥離・除去することにより断面厚さ寸法が変化する製品を得ることができる。
(もっと読む)
繊維強化棒状体および繊維強化筒状体ならびにこれらの製造方法および製造装置
【課題】曲げ剛性に優れ、軽量な繊維強化棒状体および繊維強化筒状体、ならびにこれらの繊維強化棒状体および繊維強化筒状体を高生産性の下で製造することができる連続製造方法および連続製造装置を提供する。
【解決手段】硬化性または固化性を有するマトリックスを含有する強化繊維シート基材を長手方向に引き取りながら凹状に折り曲げ、該凹状に折り曲げた凹部に流動体を供給して前記強化繊維シート基材で前記流動体を包み込んだ後、該強化繊維シート基材のマトリックスを硬化または固化させることを特徴とする繊維強化棒状体の製造方法。
(もっと読む)
複数種のプラスチックから成形表皮材を製造するための方法および装置
本発明は、複数種のプラスチックを互いに連続的に溶融させることによって形成されたプラスチック成形表皮材を製造するための方法および装置に関する。ここで、第1のプラスチック粉末の溶融中、成形型の表面が部分的にカバーまたはマスクで覆われ、第1のプラスチック粉末は、粉体塗装法により成形型に塗布されており、その後、成形型の表面からカバーまたはマスクを取り外し、第2のプラスチック粉末を回転焼結によって成形型の金型面、および第1のプラスチック粉末に塗布する。 (もっと読む)
プリフォームの製造方法およびプリフォーム並びに繊維強化プラスチック桁材
【課題】本発明は、面外しわの発生頻度を著しく低減させることができるプリフォームの製造方法、およびプリフォームを提供せんとするものである。
【解決手段】本発明のプリフォームの製造方法は、少なくとも熱可塑性樹脂を含む樹脂材料を付与した強化繊維基材を複数枚積層した強化繊維積層体を屈曲させて得られるプリフォームを製造する方法であって、所定の加圧密着工程、所定の加熱保持工程、および所定の減圧工程を順次経ることを特徴とするものである。
(もっと読む)
凹凸形状を有するフィルムの製造方法、凹凸形状を有するフィルム、及び凹凸形状を有する支持体の製造方法、凹凸形状を有する支持体
【課題】大画面のフィルムまたは支持体に、微細凹凸形状を生産性よく、かつ均一に製造する製造方法を提供する。
【解決手段】液状組成物を、凹凸を設けたモールドに塗布する工程、液状組成物が乾燥する前にフィルムを貼合させる工程、液状組成物が乾燥固化した状態で該フィルムをモールドから離型する工程、からなる凹凸形状を有するフィルムの製造方法において、該フィルムの貼合から離型までの時間が1分未満である凹凸形状を有するフィルムの製造方法。
(もっと読む)
プリプレグシートの自動積層装置
【課題】 強化繊維に予め樹脂が含浸されたプリプレグシートを複数層積層してFRP積層体を製造する際に、装置を大型にする必要もなく、しかも自動的に任意の層数自動的に積層することが可能なプリプレグシートの自動積層装置を提供することである。
【解決手段】 プリプレグシートを、基材の上に所定の押圧力を付加しながら予め定められる所定の層数連続的に往復しながら積層する構成とした。
(もっと読む)
2重円筒によるコードで補強されたゴムシートの製造装置及び製造方法
【課題】 本発明は、コードで補強されたゴムシートを、必要なときに必要な量だけ、しかも高品質の製品を簡便に生産できる手段を提供することにあり、コードの素材やコードの配列角度などを種々変化させて、タイヤ用ベルト材、ボディプライ材等をコンパクトな装置で多品種少量生産を可能にすることにある。
【解決手段】 本発明は、コードで補強されたゴムシートの製造方法および製造装置において、円筒の軸を中心に回転することにより、その円筒の表面にゴム被覆コードが巻き付くように構成されている第一円筒と、その第一円筒円筒径より円筒径が小さく、第一円筒と円筒軸方向を揃えて並設されている第二円筒とからなり、第一円筒から第二円筒にゴム被覆コードを移行させることで、多数本のゴム被覆コードを円筒の表面に互いに接触させながら連続的に螺旋巻きさせることを特徴とする。
(もっと読む)
自動で繊維をレイアップするシステムおよび方法
装置は、樹脂を含浸させた繊維を基板に貼り付けるために、材料の層と、第1の縁部とを有する表面を含む。この表面は、基板を基準として、かつ、基板に沿うように移動する。材料の層は、樹脂と共に使用するのに適合したものである。第1の縁部は、繊維に対する装置の移動を基準として表面の前部に配設される。第1の縁部は、当該第1の縁部の中央部が当該第1の縁部の1対の側方部の相対的に前方に存在する状態で湾曲する。 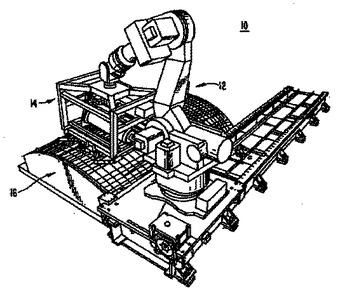 (もっと読む)
(もっと読む)
コイルワイヤ補強ゴム部材の製造方法及び装置
【課題】コイルワイヤのループ部間の寸法のバラツキを抑制し、寸法安定性を改善することが可能なコイルワイヤ補強ゴム部材の製造方法及び装置を提供する。
【解決手段】未加硫ゴムシート2,3間に偏平コイル状に延在するコイルワイヤ4を挟み込んで構成したコイルワイヤ補強ゴム部材1を製造する方法であり、ガイドフランジ62をプレス面60の両側に突設した第1プレスロール18と、第1プレスロール18に対面して配置した第2プレスロール20を使用する。予め偏平コイル状に癖付けされた長尺のコイルワイヤ4を自重により順次落下させながら、第1プレスロール18のプレス面60上を搬送される一方の未加硫ゴムシート2上に載置し、次いで一方の未加硫ゴムシート2上に載置されたコイルワイヤ4上に他方の未加硫ゴムシート3を順次供給して第1プレスロール18と第2プレスロール20により圧着する。
(もっと読む)
繊維補強シート
【課題】二軸方向を補強した繊維補強シートであって、その二軸方向は繊維補強シートの長手方向に対し対称方向であるものを提供する。
【解決手段】繊維束2を一方向に引き揃え配列した繊維シート3を一対の折り返しガイド部12に沿ってθ°の傾きをもたせて重ねるように順番に折り返して巻き付け、繊維シート3の方向が+θ°よりなる第1繊維シート層4と−θ°よりなる第2繊維シート層5の二層から構成された繊維補強シート1を製造する。
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
1 - 17 / 17
[ Back to top ]