
Fターム[4F205AD20]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 形状、構造 (1,074) | 層状体、積層体 (18)
Fターム[4F205AD20]に分類される特許
1 - 18 / 18
合成樹脂表皮材の製造方法及び合成樹脂表皮材
【課題】簡易な工程により、外観と感触に優れ、車輌用内装材に好適な合成樹脂表皮材の製造方法及び、合成樹脂表皮材を提供する。
【解決手段】離型剤層を有する仮支持体の離型剤層表面に、表面層形成用組成物を塗布、乾燥して表面層を設ける工程と、表面層上に、2液型ポリカーボネート系ポリウレタン樹脂組成物、着色剤、熱膨張ビーズ、及び熱膨張ビーズを溶解しない溶剤を含有し、粘度が5000〜20000mPa・sである塗布液を、50〜500g/m2塗布し、乾燥する中間層形成用塗布液層形成工程と、塗布液層を加熱して熱膨張ビーズを発泡させ、気泡を内在する中間層を形成する工程と、中間層表面に接着剤層を形成して積層体を得る工程と、該積層体の接着剤層と基材とを密着させてラミネートし、仮支持体を剥離する工程と、を有する合成樹脂表皮材の製造方法である。
(もっと読む)
強化繊維基材、強化繊維複合材のプリフォームおよび強化繊維複合材

【課題】従来よりも賦形性に優れた強化繊維基材、強化繊維複合材のプリフォームおよび強度に優れた強化繊維複合材の提供にある。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維シート12と織布13との積層により形成された強化繊維基材11である。織布13は、織布13の厚み方向に貫通する複数の切れ目14を備える。複数の切れ目14が織布13の全面にわたって配設され、複数の切れ目14により賦形時における織布13の皺の発生が抑制される。
(もっと読む)
繊維強化複合材
【課題】熱可塑性樹脂を用いた繊維強化複合材の機械的強度を向上する。
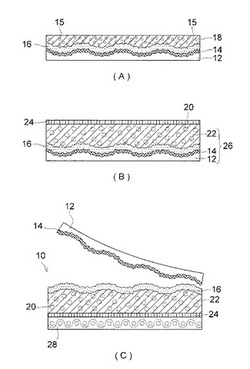
【解決手段】本発明の筐体用繊維強化複合材は、重量平均による繊維長さが10〜30mmであり、不織布に由来する強化繊維と、強化繊維を保持する熱可塑性樹脂からなるマトリクス材と、を備えることを特徴とする。この繊維強化複合材100,200は、厚み方向の中央部に配置される内層101,201と、内層101,201の厚み方向の両側に配置される外層103,203とを備える場合、外層103よりも内層101に多く強化繊維が存在する形態(a)と、内層201よりも外層203に多く強化繊維が存在する形態(b)とを包含する。また、厚み方向に強化繊維が断続的に存在する形態(c)も包含する。
(もっと読む)
圧力容器の製造方法
【課題】FRP層の形成時における熱硬化樹脂の染み出しが抑制された圧力容器の製造方法を提供する。
【解決手段】圧力容器の製造方法は、中空部を有する筒状の基材表面に熱硬化性樹脂を含浸させた繊維を巻回させる工程と、該熱硬化性樹脂を硬化させて、該基材表面にFRP層を形成する樹脂硬化工程S20と、を順に有する。また、樹脂硬化工程S20に併行して、FRP層の外側に外圧を付与し、かつ、基材の内側に、外圧に対抗する内圧を付与する圧力付与工程(S200)を有する。
(もっと読む)
FRP積層体の成形方法
【課題】UDプリプレグの端材が発生することを防止してFRP積層体のコスト低減に寄与するとともに、擬似等方性を有するFRP積層体を容易に得ることができるFRP積層体の成形方法を提供する。
【解決手段】一定の幅LのUDプリプレグ4を生成する工程と、UDプリプレグ4を裁断して、第一の形状たる一辺の長さLの正方形の基材1を生成する工程と、基材1の四隅を、基材1の隣り合う各辺の中点を結ぶ各線分X1〜X4に沿って折り曲げて、第二の形状たる一辺の長さ(√2)×L/2の正方形の積層基材1aを生成する工程と、一定の幅(√2)×L/2のUDプリプレグ6を生成する工程と、UDプリプレグ6を裁断して、第二の形状たる正方形の基材2を生成する工程と、積層基材1aと、繊維方向の位相を90°ずらして配置した二つの各基材2a・2bと、を積層して、第二の形状たる正方形のFRP積層体11を成形する工程と、を備える。
(もっと読む)
複合パネルの設計方法
複合パネルを設計する方法であって、該複合パネルは複数のゾーンを備え、各ゾーンは積層シーケンスで配列した複合材料の複数のプライを備え、各積層シーケンスにおける各プライはそれぞれに対応する配向角度を有するものとする。各配向角度に関して、その配向角度を備える少なくとも1つのプライを含む複合パネルにおけるゾーンを識別する、第1レイアウトマトリクスを形成する。その配向角度を備える少なくとも2つのプライを含む複合パネルにおけるゾーンを識別する、第2レイアウトマトリクスも形成し、またこのようにして、レイアウトマトリクス形成を、その配向角度を備える少なくともN個のプライを含む複合パネルにおけるゾーンを識別する、第Nレイアウトマトリクスの形成まで行う。レイアウトマトリクスは複数の候補シーケンスで配列する。つぎに、選択基準を用いて1つまたはそれ以上の候補シーケンスを選択し、また積層シーケンスを選択した候補シーケンスに従ってゾーンに割り当てる。 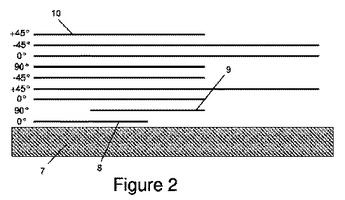 (もっと読む)
(もっと読む)
ドレープ成形方法
【課題】プリプレグ積層体を曲げるに際し、シワやボイドの無い良質な成形体を得るためのドレープ成形方法を提供する。
【解決手段】平板状に積層したプリプレグ積層体を、所望の型上で横断面に屈曲部を有する柱状に賦形した後に加熱硬化させるドレープ成形方法であって、プリプレグに使用しているマトリックス樹脂の40℃における粘度が1500Pa・s以上30000Pa・s以下で、かつ該プリプレグ積層体を50℃以上100℃以下に加熱した後、真空脱気法を用いて3分以上25分以下の時間をかけて所望の型に賦形した後に加熱硬化させることを特徴とするドレープ成形方法。
(もっと読む)
運送車両用の一体型複合素材からなる車体及びその製造方法
本発明は、複合素材を利用して同時硬化方式で成形された車体及びその製造方法に係り、本発明の一側面によれば、心材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の一面に接着される内皮材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の他面に接着される外皮材と、前記心材と外皮材との間に挿入される金属板材から構成されるサンドイッチパネルを利用して車体の形状に一体に成形したことを特徴とする運送車両用の一体型複合素材からなる車体が提供される。 (もっと読む)
樹脂成型用金型および成型方法
【課題】金型面板に積層された樹脂を均一かつ短時間に熱処理温度まで加熱し、狭い熱処理温度範囲内に精度良く収めて熱処理を行い、熱処理終了後は速やかに成型体を冷却することができる金型および成型方法を提供する。
【解決手段】熱処理を要する樹脂の成型用金型であって、樹脂を積層する面板と、面板を支持する構造部材と、面板の温度調整手段とを備え、温度調整手段は、面板の裏面に配置されたパイプと、パイプに流通させる加熱用媒体および冷却用媒体と、加熱用媒体および冷却用媒体をそれぞれ保持する加熱用媒体タンクおよび冷却用媒体タンクと、加熱用媒体および冷却用媒体の流通を切り替える切替バルブとからなり、加熱用媒体タンクからパイプに加熱用媒体を流通させて加熱を行い、熱処理を行った後、切替バルブの切り替えによってパイプに流通させる媒体を切り替え、冷却用媒体タンクからパイプに冷却用媒体を流通させて冷却を行う。
(もっと読む)
圧力容器及びその製造方法
【課題】重量の増加を抑えつつ、耐衝撃性が向上された圧力容器。
【解決手段】筒状の胴部(10)を有する高圧タンク(1)であって、胴部(10)は、繊維強化樹脂層(4)と、繊維強化樹脂層(4)の外周面上に形成された格子状補強層(5)と、を備える。格子状補強層(5)は、胴部(10)の周方向に所定ピッチで巻かれた帯状部(51a)からなる第1補強層(51)と、軸方向に所定ピッチで巻かれた帯状部(52a)からなる巻かれた第2補強層(52)と、を交差させてなる。
(もっと読む)
多層基材およびプリフォーム
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多層基材と、それからなるプリフォームを提供する。
【解決手段】
強化繊維糸条が並列にシート状に配列されて強化繊維層を形成し、その強化繊維層の複数層が、それぞれの強化繊維層を構成する強化繊維糸条の配列方向が異なる角度で積層された状態で一体化されてなる多層基材において、(1)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が強化繊維糸条を横切る方向に切断端を有すると共に、その切断端を有する強化繊維糸条の長さが10〜300mmの有限長であること、または(2)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が10〜300mmの有限長の不連続繊維からなる紡績糸であって、その紡績糸の繊度が300〜5,000texであり、かつ、糸幅/厚み比が2〜20であることを特徴とする多層基材。
(もっと読む)
繊維強化プラスチック製プリフォームの成形方法
【課題】連続繊維を含んだ繊維強化プラスチックの型成形を可能にするとともに、脱型後の製品の変形を防止する。
【解決手段】ワークWとして、連続繊維強化プラスチック製の原反6,7の間に樹脂シート8を介装したものを用いる。樹脂シート8は原反6,7のマトリクス樹脂よりも熱硬化が速い。まず、ワークWと金型1を予備加熱するとともに、ワークホルダ10によってワークWの周縁部を挟持する。そして、ワークWの粘度が型成形可能な値まで低下した段階で金型1によるワークWのプレスを開始する。その際、ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされる。最後に、型成形されたプリフォームPを加熱して固化させる。
(もっと読む)
複合材シート加工装置、複合構造材の形成方法
【課題】 複合材料からなる部材を、3次元形状等、より高い自由度で形成することのできる複合材シート加工装置、複合構造材の形成方法を提供することを目的とする。
【解決手段】 形成すべき構造材10の長手方向に複数並んだローラ20により、型40上の複合材シート30を成形するようにした。これによって、複雑な3次元形状を有する構造材10の製造の自動化を図り、その作業の大幅な効率化を図る。しかも、複数のローラ20を、予め決められたプログラムに基づいて適切な順序で動かすことで、複合材シート30にシワ等が生じないように変形させる。
(もっと読む)
強化プラスチック成形品
【課題】蓄光性の優れた強化プラスチック成形品とする。
【解決手段】アルミン酸ストロンチウムが主成分の蓄光顔料40〜120重量部を添加した不飽和ポリエステル樹脂100重量部をガラス繊維等の各種強化繊維3で強化した優れた強化プラスチック成形品10である。不飽和ポリエステル樹脂1からなるFRP層は、耐候性、強靭性に優れ、酸化物からなる蓄光顔料は酸化していることにより、屋外においても犯され難く、耐候性が高く、蓄光性能の劣化も少ない。このため、耐候性の高い樹脂1及び蓄光顔料2からなるFRP成形品となるため、あらゆる分野、特に屋外で使用されるものに有効である。このとき、ガラス繊維3のみを含浸させた不飽和ポリエステル樹脂からなる基層1bを白色に着色されたものとすれば、表層1a内の蓄光顔料2は、光が白色層に反射され、残光輝度も明るく見えて、見栄えもよい。
(もっと読む)
耐圧容器製造方法及び繊維束巻付装置
【課題】 円筒の両端にドーム部が連設されたライナに繊維束を巻き付けることにより、強化した耐圧容器を製造する耐圧容器製造方法において、繊維束の巻き付け時にライナに作用する荷重を大幅に低減することによりライナの破損を防止する。また、この耐圧容器製造方法の実施に使用される繊維束巻付装置を提供する。
【解決手段】 ライナ10に繊維束20を巻き付ける際に、ライナ10の周囲を回転する第1可動レール3に第1ボビン群を配置し、第1可動レール3に隣接してライナ10の周囲を回転する第2可動レール4に第2ボビン群を配置し、ライナ10を軸方向に往復移動させながら、第1ボビン群と第2ボビン群とをライナ10の周囲で相互に反対方向に周回させる。
(もっと読む)
エアバッグドア部を有する車両用内装部材、その製造方法、および製造装置
深さ等の測定が容易であるとともに、表面側からは認識することができない破断予定線を形成したインビジブルタイプのエアバッグドア部を有する車両用内装部材、その製造方法、および製造装置を提供する。表皮を備えたエアバッグドア部を有する車両用内装部材、その製造方法において、当該表皮の裏面であって、車両エアバッグを配置する相当部分に、深さが表皮の表面まで至らず、表皮を裏面が凸状になるように湾曲させた場合に、実質的にV溝状になる破断予定線を形成するとともに、破断予定線の切り口を開いた状態で、当該破断予定線の深さまたは残部の厚さを測定する。また、そのようなエアバッグドア部を有する車両用内装部材の製造装置において、表皮を実質的に平らに載置するための支持台と、表皮に破断予定線を形成するための加工刃と、破断予定線の深さまたは残部の厚さを測定するための測定手段とを備える。 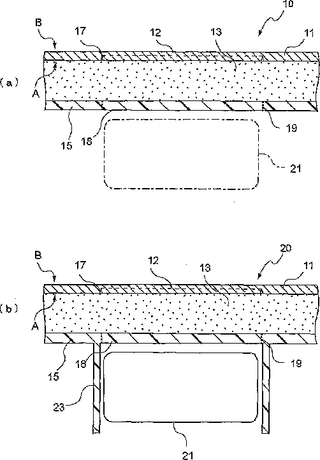 (もっと読む)
(もっと読む)
圧力容器
【課題】 補強繊維をライナの長さ方向への巻き付けを簡単に行うことができる圧力容器を提供する。
【解決手段】 筒状ライナ3およびライナ3の周壁外周面にその周方向に巻き付けられた補強繊維を有しかつライナ3の周壁外周面を覆う第1の繊維強化樹脂層4よりなる容器構成体2と、すべての容器構成体2の長さ方向に巻き付けられた補強繊維を有する第2の繊維強化樹脂層20とを備えた圧力容器1である。すべての容器構成体2のライナ3の両端部に跨ってそれぞれ外方に膨出したドーム状連通部材6を固定し、これらのライナ3の内部どうしを連通させるとともに、すべてのライナ3の両端開口を閉鎖する。連通部材6の外面にずれ防止部としての凹部12を形成する。第2の繊維強化樹脂層20は、両連通部材6の凹部12にかかるように容器構成体2の長さ方向に巻き付けられた補強繊維を有している。
(もっと読む)
ゲルシートの製造方法
本発明は、連続方式でのゲルシート製造のためのさまざまな方法を提供するものである。
本発明の態様は、工業生産に適するゲルシートの製造時間を削減する一助となる。このようなゲルシートは、保湿性がよく防音及び断熱を含むさまざまな用途に用いられるエローゲル・ブランケット(blankets)製品を製造するのに使用される。 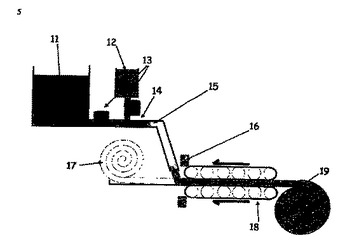 (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]