
Fターム[4F205AD35]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 複数の挿入物等の使用 (12)
Fターム[4F205AD35]の下位に属するFターム
直列的に配列したもの (1)
Fターム[4F205AD35]に分類される特許
1 - 11 / 11
繊維強化複合コア及びパネル
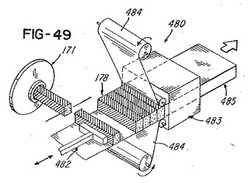
【課題】繊維強化コアパネルが、波形に広がることも、また横向きのウェブと交差することもできるウェブを形成するようにロービング層を螺旋状に巻き付けたプラスチック発泡体のストリップから形成される。
【解決手段】施巻ストリップは、間隔を置いて配置されるストリップと交互にすることができ、またストリップ間のスペーサーはウェブの座屈強度を増す。間隔を置いて配置されるストリップ間の連続巻着ロービングは、補強された縁部を有するパネルを形成するために折りたたむことを可能にする。連続施巻ストリップを螺旋状に包んで環状構造物を形成し、また複合パネルは、熱硬化性樹脂と熱可塑性樹脂の両方を併用することができる。連続施巻ストリップ又はストリップ切断材は、スキン材料を受け取って補強複合パネルを形成することができる成形装置中へ長手方向又は横方向のどちらかで連続的に送り込むことができる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材

【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂成形体100において、樹脂発泡体シート2の両側の主面上に複合繊維が一方向に配列された一方向シートを1層以上含む繊維強化樹脂用シート1、3が配置されており、樹脂発泡体シート2の一方の主面と接している第一繊維強化樹脂用シート1の一方向シート1cにおける複合繊維の配列方向と、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の一方向シート3cにおける複合繊維の配列方向が異なっている。また、第一繊維強化樹脂用シート1と第二繊維強化樹脂用シート3は、対応する一方向シートを2層以上含み、第一繊維強化樹脂用シート1における一方向シートの積層順と、第二繊維強化樹脂用シート3における一方向シートの積層順が異なっていることが好ましい。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体100は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面に接している第一繊維強化樹脂用シート1の目付が、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の目付より大きい。繊維強化樹脂成形体100は、車両用内装材として用いることができる。
(もっと読む)
金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法
【課題】熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、FRPプリプレグが軟化するまで加熱して芯棒を膨張させ、FRPプリプレグの最外周を金属管の内周面に押し付け、更に加熱温度を上げてFRPプリプレグを硬化させ、FRPプリプレグの最外周を金属管の内周面に張り付けて一体化し、その後、常温まで冷却して芯棒を収縮させ、芯棒を金属管から抜き取る金属/FRPパイプの製造において、常温に戻した際に金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、熱残留応力除去方法を提案する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
(もっと読む)
地面覆い構造体、その製造装置及び製造方法
【課題】本発明は、既知の構造体の欠点を解決し、簡便かつ安価に製造でき、操作者が容易かつ安全に設置可能で、使用中の信頼性が高い地面覆い構造体を提供するものである。
【解決手段】
本発明は、格子状補強部材(10)用の入口領域及び出口領域と、前記入口領域から前記出口領域への所定経路に沿って、動作中に前記格子状補強部材(10)を移動するように設計された移動手段(4)と、流体状である糸状のプラスチック材料(7)を前記格子状補強部材(10)に供給する供給手段(11)と、動作中に前記糸状のプラスチック材料(7)を冷却し、前記格子状補強部材(10)上に絡まったプラスチック構造体を形成する冷却手段(2,3)と、を備える。前記入口領域及び前記出口領域は、前記供給手段(11)に対する前記所定経路に沿って互いに逆側に配置されていることを特徴とする。
(もっと読む)
FRP耐圧容器の製造方法
【課題】軽量であり、かつ、耐圧性に優れた容器を提供するする。
【解決手段】容器本体10は、ポリエチレンテレフタレートにより構成された中空形状の第1層110と、この第1層110の外側に被せられた、ガラス繊維で編まれた第2層120と、第2層120の周囲に、樹脂を含侵させた強化繊維を巻き付けて固化された第3層130とからなる。ポリエチレンテレフタレートからなる第1層110は、ポリエチレンよりも融点が高いため、火炎暴露試験に対して高い性能が期待できる。また、第2層120及び第3層130は、共にガラス繊維を含有し、一体となってFRP層となるため、高い耐圧性能が期待できる。
(もっと読む)
インサート付先進グリッド構造体
【課題】高い引き抜き強度を持つインサート構造を備える、低熱膨張特性を有する先進グリッド構造体を提供する。
【解決手段】インサート付先進グリッド構造体は、それぞれ第一のテーププリプレグ群、第二のテーププリプレグ群および第三のテーププリプレグ群と同方向であるとともにグリッド群のそれぞれ一辺を構成する第1のグリッドサイド群、第二のグリッドサイド群、および第三のグリッドサイド群の中で、第二のグリッドサイド群と第三のグリッドサイド群とが交差する領域の中心点と当該交差する領域に最近接の第二のグリッドサイド群と第三のグリッドサイド群とが交差する領域の中心点との間隔でグリッドサイド幅を除算して得られる構造比が所定の範囲内であるとともに、3つのグリッドサイド群によって囲まれたインサート部材が炭素繊維強化プラスチック構造であることにより、熱膨張係数が−0.9ppm/K以上且つ0.9ppm/K以下である。
(もっと読む)
内部に発泡体とリブ構造を有するFRP成形品
【課題】内部にリブ構造を持つようなFRP成形品と、それを一体成形するための新しい成形方法を提供すること。
【解決手段】内部に発泡体とリブ構造を有するFRP成形品であって、この発泡体は複数の構成部分からなっており、各構成部分の相対する面の間には、繊維強化材とマトリックス樹脂とからなるリブ構造が形成されていることを特徴とするFRP成形品。かかるFRP成形品は、発泡体の各構成部分に、プリプレグを巻回・積層したものを、成形型のキャビティ内にセットし、プリプレグを硬化させるル方法によって、あるいは、発泡体の各構成部分に、繊維強化材を巻回・積層したものを、成形型のキャビティ内にセットし、キャビティ内にマトリックス樹脂を注入するRTM成形法で製造することができる。
(もっと読む)
繊維強化プラスチック製プリフォームの成形方法
【課題】連続繊維を含んだ繊維強化プラスチックの型成形を可能にするとともに、脱型後の製品の変形を防止する。
【解決手段】ワークWとして、連続繊維強化プラスチック製の原反6,7の間に樹脂シート8を介装したものを用いる。樹脂シート8は原反6,7のマトリクス樹脂よりも熱硬化が速い。まず、ワークWと金型1を予備加熱するとともに、ワークホルダ10によってワークWの周縁部を挟持する。そして、ワークWの粘度が型成形可能な値まで低下した段階で金型1によるワークWのプレスを開始する。その際、ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされる。最後に、型成形されたプリフォームPを加熱して固化させる。
(もっと読む)
合成枕木及び合成枕木の製造方法
【課題】耐久性、難燃性、及び防振性に優れた合成枕木及び合成枕木の製造方法を提供する。
【解決手段】レールを支持する合成枕木12は、主に、合成樹脂材料を発泡成形した発泡母材13aを有する合成枕木本体11と、この合成枕木本体11の表層に位置する無発泡樹脂材料によって構成される保護層13cとを有し、この保護層13c内には、補強材が設けられている。
そして、この保護層13c内の補強材として、不織布14及び、ガラスマット17が用いられている。
(もっと読む)
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】容器胴部成形用の回転成形金型6に、後工程の切削加工によって継手部3となり且つ該切削加工の際のチャック掴み部32を具えたフッ素系樹脂ブロック30を保持せしめておき、回転成形の際に成形される胴部2と前記樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削刃にて樹脂ブロック30を切削して相手接続管部材5に対する継手部3を形成する。
(もっと読む)
1 - 11 / 11
[ Back to top ]