
Fターム[4F205AG02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 一般形状、構造物品(用途物品優先) (2,731) | 板状体(←シート、フィルム) (1,130) | 厚板 (33)
Fターム[4F205AG02]に分類される特許
1 - 20 / 33
ランダムマット基材からの成形体の製造方法
【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
透明複合基板の製造方法、透明複合基板および表示素子基板

【課題】異物の発生や付着の少ない透明複合基板およびかかる透明複合基板を効率よく製造し得る製造方法、および前記透明複合基板を備えた信頼性の高い表示素子基板を提供すること。
【解決手段】本発明の透明複合基板の製造方法は、ガラスクロス2と、ガラスクロス2に含浸した樹脂材料3と、を有する透明複合基板1の製造方法であって、ガラスクロス2に樹脂ワニス30を含浸させ、含浸体101を得る工程と、含浸体101の両面にシート状の支持部材71を重ねた後、含浸体101の外縁部12を除く部分(中央部13)に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、仮硬化体102を得る工程と、仮硬化体102を支持部材71から剥離する工程と、仮硬化体102の外縁部に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、本硬化体(透明複合基板)を得る工程と、を有する。
(もっと読む)
繊維強化複合材料
【課題】スキン−ウェブ構造のような複雑な形状の場合でも、特殊な製造方法を行わずに、擬似等方性の積層繊維束層を強化繊維として反りを低減することができる繊維強化複合材料を提供する。
【解決手段】繊維強化複合材料11は、強化繊維からなる繊維束層が複数積層されてなる積層繊維束層の状態でマトリックス中に複合化されている。そして、中立面16を挟んで片側における繊維配向角度が+θの繊維束層である+θ層の数と、繊維配向角度が−θの繊維束層である−θ層の数とが同じであり、繊維束層の積層順は基準面に対して逆対称とし、かつ+θ層と−θ層との間に配置される他の繊維束層の数が同じである。
(もっと読む)
FRP及びFRPの製造方法
【課題】断熱材を別途設けることなく断熱性を向上させ、安価に製造可能なFRP及びFRPの製造方法を提供する。
【解決手段】荷重方向に配向された繊維からなる垂直繊維層3と、該垂直繊維層と直交する向きに配向された繊維からなる水平繊維層4と、前記垂直繊維層に対して傾斜した向きに配向された繊維からなる剪断繊維層5を所定数層積層させるFRP1であって、所定数層の前記剪断繊維層からなる剪断繊維積層層7が熱源側に配置され、所定数層の前記垂直繊維層と前記水平繊維層からなる垂直水平繊維積層層8が前記剪断繊維層の非熱源側に配置される様前記垂直繊維層と前記水平繊維層と前記剪断繊維層とを積層。
(もっと読む)
繊維強化樹脂部材及び締結構造
【課題】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸された繊維強化樹脂部材であっても、締結部分の強度を高めると共に、軽量を維持することができる。
【解決手段】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸され、締結部材20を挿入するための締結用の貫通穴13が形成された繊維強化樹脂部材であって、前記締結部材20の座面20aと接触する貫通穴13周りの繊維強化樹脂部材10Aの表層には、強化繊維が交差して配列された強化繊維材12aに前記マトリクス樹脂が含浸された補強部12Aが形成されている。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】生産性に優れ、比較的大型の積載物に対しても、容易に強度、剛性や重量等の要求仕様を満たすことができ、かつ、狭いスペースに対しても容易に挿入できるように全体寸法を簡単に最適化できる繊維強化プラスチック製支持バーとその製造方法を提供する。
【解決手段】引抜成形された横断面形状が中空矩形の繊維強化プラスチック製角パイプから切り出された、支持バー全長にわたって延びる長尺角パイプと、該長尺角パイプの下部で根元部から該長尺角パイプよりは短く該長尺角パイプと平行に延びる短尺角パイプとが、接合により一体化されていることを特徴とする繊維強化プラスチック製支持バー、およびその製造方法。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】強度、剛性や重量等の要求仕様を満たすための最適な設計を極めて簡単に行うことができ、しかも、極めて容易に製造でき生産性に優れた繊維強化プラスチック製支持バーの製造方法と、その方法により製造された支持バーを提供する。
【解決手段】横断面形状が中空矩形の繊維強化プラスチック製角パイプを引抜成形し、成形した角パイプを該角パイプの両垂直面上を角パイプの長手方向一端から他端まで延びる切断線に沿って切断することにより、横断面形状がコ字形の2本の支持バーを作製することを特徴とする繊維強化プラスチック製支持バーの製造方法、およびその方法により製造された繊維強化プラスチック製支持バー。
(もっと読む)
グリーンコンポジットの成形方法
【課題】天然繊維強化熱可塑性樹脂であって、かつ強度の高い板状FRTPを工業的に有利に提供する。
【解決手段】熱可塑性樹脂を、天然繊維の織布とともに引抜き成形することにより得られる天然繊維強化熱可塑性樹脂板。
(もっと読む)
繊維強化複合材
【課題】熱可塑性樹脂を用いた繊維強化複合材の機械的強度を向上する。
【解決手段】本発明の筐体用繊維強化複合材は、重量平均による繊維長さが10〜30mmであり、不織布に由来する強化繊維と、強化繊維を保持する熱可塑性樹脂からなるマトリクス材と、を備えることを特徴とする。この繊維強化複合材100,200は、厚み方向の中央部に配置される内層101,201と、内層101,201の厚み方向の両側に配置される外層103,203とを備える場合、外層103よりも内層101に多く強化繊維が存在する形態(a)と、内層201よりも外層203に多く強化繊維が存在する形態(b)とを包含する。また、厚み方向に強化繊維が断続的に存在する形態(c)も包含する。
(もっと読む)
漸進的な剛性を有する複合構造部材
【課題】 繊維強化による複合構造部材を提供する。
【解決手段】 本発明は、繊維強化による複合構造部材および航空機用の主翼ボックスの製造におけるその応用に関する。より詳しくは、前記部材の長手方向(2)に関連して0度、90度、および+/−θを含む方向に配向される複数のレイヤーから成る繊維強化による複合構造部材(230)に関するものであり、これらの配向の1つにおけるレイヤーの相対的比率は、横軸(3)に沿った機械的応力の規定の配分に従って部材の剛性を空間的に調整するように、前記部材の横方向(3)に沿って可変である。
このように、部材の剛性は、前記部材の全容積にわたってフォース・フラックスを分散するように、応力システムに局部的に適合している。
(もっと読む)
引き抜き成形による拡張自在な棚システム
【課題】大きな荷重を支持することが可能で、最小数の工程で容易に調節および再構成ができる、軽量な棚システムを提供する。
【解決手段】棚システム10は、補強繊維入りの樹脂の引き抜き成形による複数の垂直柱12および水平梁14を含んでいる。水平梁14が、各々の垂直柱12に配置される二分割カラー50と梁エンドピースによって垂直柱12へ接続される。二分割カラー50の各半分体が、梁へと荷重が加わったときに、二分割カラーの各半分体を垂直柱12の周囲によりきつく締め付ける力が二分割カラー50に加わるよう、くさび形の設計を有している。梁14を、棚システム10の任意の横方向に延長することができるように、垂直柱12の片側または両側に接続することができる。さらに、棚システム10を、くさび状の角コネクタによって直交方向または他の角度方向にも延長することができる。
(もっと読む)
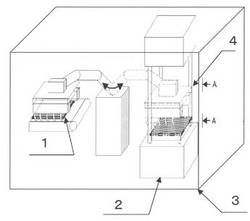
サーマルスプレッダを使用して複合構造部材を接合する方法及び装置
【課題】複合構造部品が実質的な温度の変動なしに、ジョイントの長さ全体に実質的に均一な温度を維持することができる、複合構造部品を接合する装置及び方法を提供する。
【解決手段】構造部材を形成する装置であって、開位置及び閉位置の間で相互に対して移動可能であり得るツールプラットフォーム及び圧力プラットフォームを含む。本装置は、部材を押しつけることができるツールを含むことができる。前記ツールはツールプラットフォームによって支持することができ、内表面を有していてよい。本装置は、部材に圧力を印加するために加圧されるように構成された圧力ブラダを含むことができる。前記圧力ブラダは、部材をツールに押し付けるために圧力プラットフォームによって支持することができる。さらに含まれているのは、内表面に熱を分配するために、内表面と熱的に接触しているツールとツールライナーを加熱するための加熱システム。
(もっと読む)
風力発電設備のロータブレードを製造する方法及び風力発電設備のロータブレード
【課題】高品質の風力発電設備のロータブレードをより経済的に製造する方法を提供すること。
【解決手段】風力発電設備のロータブレードの製造方法は、少なくとも1つの型を準備する工程と、少なくとも1つの芯材を有する積層繊維複合物を少なくとも1つの型に配置する工程と、樹脂を供給する工程と、を含む。芯材は、第1溝部を有する上面、第2溝部を有する下面、及び第1溝部と第2溝部との間の接続部を有する。樹脂は、積層繊維複合物が十分に満たされるまで、特に第1溝部及び/又は第2溝部を通じて、供給される。
(もっと読む)
強化繊維積層体の製造方法および製造装置
【課題】
ドライな強化繊維テープの集合体を積層させた強化繊維積層体を製造するにあたり、長手方向に湾曲した形状の強化繊維積層体を製造する場合においても、強化繊維テープの載置・積層作業を繊維の位置ズレなく高精度で効率良く製造することができ、高品位の強化繊維積層体を得ることができる製造方法および製造装置を提供する。
【解決手段】
強化繊維の糸条が少なくとも長手方向に平行に延在する強化繊維テープを、該強化繊維テープの長手方向に対して互いに隣接するように載置し、強化繊維集合体とする載置作業や、載置テーブルに載置された強化繊維集合体を別の載置テーブルへ移載する移載作業や、さらに強化繊維集合体を複数枚積層し、強化繊維積層体を形成する積層作業において、静電吸着を利用することにより強化繊維の角度のズレや位置ズレすることなく高い精度でかつ効率良く作業を行うことを特徴とする、強化繊維積層体の製造方法。
(もっと読む)
被締結部材及び被締結部材の締結構造
【課題】締結用の貫通孔が形成される樹脂製の被締結部材において貫通孔の周囲に補強部材が配置される場合に、被締結部材の最終形状が補強部材の長さにより規定されることなく、貫通孔の周囲のクリープ変形を抑制することができる。
【解決手段】第1補強部材4及び第2補強部材5は被締結部材1の貫通孔3周囲の応力作用領域に配置されている。第1補強部材4及び第2補強部材5は貫通孔3の軸3a方向を向いて配置されている。第1補強部材4の根元部4bは上側表面1aに露出され、先端部4aが上側表面1aとは反対側の下側表面1bよりも内側に埋没している。第2補強部材5は第1補強部材4と隣接して配置され、第2補強部材5の根元部5bが下側表面1bに露出されるとともに先端部5aが第1補強部材4の先端部4aよりも上側表面1a側でかつ上側表面1aよりも内側に埋没している。
(もっと読む)
調整可能な触感を有する成形用変性ウレタン
【課題】低温エアバッグ試験において良好に機能し、望ましい触感を有するスラッシュ成形用高分子組成物を提供する。
【解決手段】高分子組成物であって:a)50〜99重量%のウレタンエラストマー;b)0.1〜15重量%のプロピレン共重合体;c)0.1〜25重量%のオレフィン変性された熱可塑性物質;及び、d)0.1〜30重量%のオレフィンブロック共重合体;を含み、スラッシュ成形可能であり、かつ、真空形成可能である高分子組成物。ブロック長さの分布が変動してもよいオレフィンブロック共重合体(OBC)を含む変性剤。OBCが組成物全体の0.1%〜30%の量で存在する。高分子組成物の触感が変性剤の量を調節することにより調整可能である。
(もっと読む)
防汚性FRP成形品およびその製造方法
【課題】光触媒層表面を金属化合物薄膜で覆うことなく、親水化を向上させることができ、光触媒粒子を担持する樹脂材料の分解による破壊、減肉が製品の耐久性に悪影響を与えないFRP成形品を安価に提供することにある。
【解決手段】少なくとも表面の一部がゲルコート樹脂層で覆われたFRP成形品であって、前記ゲルコート樹脂層の厚みが100μm〜1,000μmであるとともに、少なくともルチル型酸化チタンを含む光触媒粒子が練混された前記ゲルコート樹脂層の表面を研磨処理することにより前記光触媒粒子が露出されてなることを特徴とする防汚性FRP成形品。
(もっと読む)
複合パネルの設計方法
複合パネルを設計する方法であって、該複合パネルは複数のゾーンを備え、各ゾーンは積層シーケンスで配列した複合材料の複数のプライを備え、各積層シーケンスにおける各プライはそれぞれに対応する配向角度を有するものとする。各配向角度に関して、その配向角度を備える少なくとも1つのプライを含む複合パネルにおけるゾーンを識別する、第1レイアウトマトリクスを形成する。その配向角度を備える少なくとも2つのプライを含む複合パネルにおけるゾーンを識別する、第2レイアウトマトリクスも形成し、またこのようにして、レイアウトマトリクス形成を、その配向角度を備える少なくともN個のプライを含む複合パネルにおけるゾーンを識別する、第Nレイアウトマトリクスの形成まで行う。レイアウトマトリクスは複数の候補シーケンスで配列する。つぎに、選択基準を用いて1つまたはそれ以上の候補シーケンスを選択し、また積層シーケンスを選択した候補シーケンスに従ってゾーンに割り当てる。 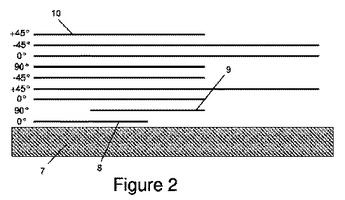 (もっと読む)
(もっと読む)
パウダースラッシュ成形装置用型構造
【課題】主に、樹脂成形品をパウダースラッシュ成形型から容易且つ効率的に脱型させ得るようにする。
【解決手段】加熱されたパウダースラッシュ成形型2に樹脂パウダーを供給することにより、パウダースラッシュ成形型2に樹脂パウダーを溶融付着させて樹脂成形品3を成形可能とすると共に、冷却固化された樹脂成形品3をパウダースラッシュ成形型2から引き剥がすことにより、脱型を行わせ得るよう構成されたパウダースラッシュ成形装置用型構造であって、樹脂成形品3の不要部位8に対応するパウダースラッシュ成形型2の不要部位成形部分9に、樹脂成形品3を部分的に剥離させるための剥離用エア11を吹出可能な剥離用エア吹出部12を設けると共に、剥離用エア吹出部12に対して、剥離用エア11を供給可能なエア供給回路部13を設けるようにしている。
(もっと読む)
繊維強化プラスチック複合部材の継手構造
【課題】
継手部に剪断力が作用した場合にも、繊維強化プラスチック部材の接合面を剥離、又は補強層を剥離する力が作用しない様にし、繊維強化プラスチック部材の継手強度を向上させる。
【解決手段】
芯材3を挾み、表裏に繊維強化プラスチック層4,5を設けた複合部材同士を交差する方向に接合する継手構造に於いて、一方の複合部材1に溝11を形成し、該溝に他方の複合部材2の端部を嵌合させ、前記一方の複合部材と前記他方の複合部材間に掛渡り第1の布状繊維材6を設け、該第1の布状繊維材にプラスチックを含浸させて第1の補強層7を形成した。
(もっと読む)
1 - 20 / 33
[ Back to top ]