
Fターム[4F205AG13]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 一般形状、構造物品(用途物品優先) (2,731) | リング状物 (11)
Fターム[4F205AG13]に分類される特許
1 - 11 / 11
ドライプリフォーム、複合材料からなる環状構造体、及びその製造方法
【課題】高強度且つ軽量で、形成が容易であり、且つ、設計の自由度の高い環状ドライプリフォーム及びこれを用いた複合材料からなる環状構造体を提供する。
【解決手段】マンドレル20の外周に捲回され、マンドレル20の環方向(0°方向)と交差する方向(+θ方向)と平行に引き揃えられ、マンドレル20の環方向で少なくとも一周は継ぎ目なく連続した強化繊維からなる第1の強化繊維層11を設ける。
(もっと読む)
繊維強化樹脂部材及び締結構造

【課題】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸された繊維強化樹脂部材であっても、締結部分の強度を高めると共に、軽量を維持することができる。
【解決手段】一方向に引き揃えられた強化繊維にマトリクス樹脂が含浸され、締結部材20を挿入するための締結用の貫通穴13が形成された繊維強化樹脂部材であって、前記締結部材20の座面20aと接触する貫通穴13周りの繊維強化樹脂部材10Aの表層には、強化繊維が交差して配列された強化繊維材12aに前記マトリクス樹脂が含浸された補強部12Aが形成されている。
(もっと読む)
複合的な環状構造体を自動的に形成する方法
【課題】軽量、高強度の構造体、特に環状の複合構造体を形成するための効率的で且つ効果的な方法、装置及び
システムを提供する。
【解決手段】環状の複合構造体を形成する装置は、環状の形状のツール取扱い組立体660と、形成ヘッド604とを含む。該環状の形状のツール取扱い組立体660は、選択した断面の幾何学的形態の形成面を含む。形成ヘッド604は、ツールの形成面の廻りにて周方向に連続的なプライ層のプライを1つずつ形成する形態とされている。
(もっと読む)
ソフトビニール製中空造形物及び金型、並びに製造方法
【課題】指輪や腕輪など、中空部分のある造形物、特に略環状の造形物を、ソフトビニールで製造するための安価な金型とその製造方法、並びにその金型を用いて製造されるソフトビニール製の中空造形物とその製造方法を提供すること。
【解決手段】目的模倣物を型取りして型枠を得る型取工程と、その型枠に熱可塑性樹脂を注入して中間成形物を得る中間成形工程と、その中間成形物に電鋳を施して電鋳物を得る電鋳工程と、その電鋳物を加熱して熱可塑性樹脂を溶融させて除去し、電鋳部から成る金型を得る金型取得工程とを有し、内周部に溶融ソフトビニールを被覆可能である金型を製造する。その金型の内周部に溶融ソフトビニールを被覆して、中空のソフトビニール品を製造する。
(もっと読む)
繊維強化樹脂歯車
【課題】本発明の目的は、歯車の噛み合い時に生ずる騒音の減少効果に優れ、かつ機械的強度を兼ね備えた繊維強化樹脂歯車を提供する。
【解決手段】繊維補強材により補強された、樹脂からなる繊維強化樹脂歯車であって、該繊維補強材が、強化繊維A及びBからなり、該強化繊維Aが、引張弾性率が5〜50GPa、25℃における損失正接(tanδ)が0.040以上のパラ型芳香族ポリアミド繊維、該強化繊維Bが、引張弾性率が54GPa以上のパラ型芳香族ポリアミド繊維であり、強化繊維A:強化繊維Bの重量比率が3:97〜56:44であることを特徴とする繊維強化樹脂歯車とする。
(もっと読む)
複数のファイバ相互混合層を備えてなる複合体製フライホイールリムならびにその製造方法
【課題】応力や歪みに耐え得る複合体ベースのリムを提供すること。
【解決手段】複合体ベースのリム(100)であって、複数のファイバ層(110〜140)を具備してなり、その中の少なくとも1つの層が、少なくとも1つの低弾性率ファイバと高弾性率ファイバとから形成されたファイバ相互混合層とされ、低弾性率ファイバの弾性率が、高弾性率ファイバの弾性率よりも、少なくとも34500MPa(5Mpsi)だけ小さく、各層のフープ応力に対する強度が、最内層(110)から最外層(140)に向けて、各層ごとに順次的に増大しており、少なくとも1つのファイバ相互混合層のフープ応力に対する強度が、このファイバ相互混合層の全体にわたって実質的に一様なものとされている。
(もっと読む)
樹脂製回転体の製造方法及び樹脂製回転体成形用半加工品の製造方法
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 抄造装置を用いて、金属製ブッシュ2の外周部の周囲に補強繊維を集積させて1以上の突出部4Aを含む金属製ブッシュ2の外周部を囲む補強繊維集積体を形成する。プレス装置を用いて、補強繊維集積体を回転軸の軸線方向に圧縮して補強用繊維基材5を形成する。補強用繊維基材5に樹脂を含浸させ、樹脂を硬化して樹脂成形体6を形成する。
(もっと読む)
樹脂製回転体及びその製造方法、樹脂製回転体成形用半加工品及びその製造方法並びに補強用繊維基材成形用金型
【課題】 金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を、金属製ブッシュ2の外周部に向かう方向と軸の軸線方向とに圧縮する。
(もっと読む)
複合リングの製造方法および装置
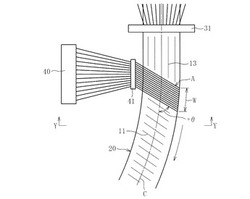
閉鎖形状を有し、連続リングの形にあり、補強用繊維と架橋性樹脂をベースとする複合体ブロックの、上記架橋性樹脂を含有する組成物をベースとするマトリックス中に組込んだ上記補強用繊維のテープの所定数Ncの層を重ね合わせて連続して巻付けることによる製造方法;該方法は、開始時から終了時までに、下記の工程を含む:
・補強用繊維(11)の直線配列体(12)を形成し、この配列体を供給方向(F)に搬送する工程;
・上記繊維配列体(12)を真空の作用下(13)に脱ガスする工程;
・脱ガス後、上記繊維配列体(12)に液状の上記樹脂組成物(17)を含浸させる工程;
・そのようにして得られた予備含浸体をダイ(20)に通して、該予備含浸体上に、液体樹脂マトリックス(17)中の上記補強用繊維(11)からなるテープ(21)の形状を組付け、該テープの厚さ(Er)が0.1mm〜0.5mmであるようにする工程;
・ダイ(20)から離脱させるとき、表面処理(22)を上記テープ(21)の上面に施して、その厚さ(Ep)が上記テープの厚さErの10%未満を示す固形皮膜を形成させ、該皮膜が、その後のテープ(21)の皮膜自体上への巻き付けのための安定な基体として作用するようにする工程;
・そのようにして表面処理したテープ(21)を、上記複合体ブロックの最終形状を決定する支持体(23)上に付着させ、上記テープ(21)を、15層未満である数Ncの層を重ね合わせて上記連続リング(30)を上記支持体(23)上に直接形成させることによって、上記支持体(23)上に一方向に巻き付ける工程。  (もっと読む)
(もっと読む)
コンポジットリングを製造するための方法
連続的なリング状で繊維及び架橋性樹脂に基づく閉じた形状のコンポジットブロックを、架橋性樹脂を含む組成物に基づくマトリックスに埋め込まれている強化材繊維のテープの複数層を連続的に巻き付ける及び重ね合わせることによって製造するための方法であって、上流から下流まで、以下の工程:
強化材繊維の直線的な配列を製造し、及びこの配列を供給方向に運ぶ工程;
該繊維の配列を真空作用によって脱気する工程;
脱気後、該繊維の配列を真空下において液体状態の該樹脂組成物で含浸する工程;
そのようにして得られたプレプレッグを型に通し、該プレプレッグをそれらの液体樹脂マトリックスにおける強化材繊維からなる厚みが0.5mm未満のテープの形状に製造する工程;
該テープの層の"Nc"で表される予め決められた数の重ね合わせによって、該テープを該コンポジットブロックの最終形状を指定する支柱上に沈着し、及び該テープを該支柱の周囲に一方向に巻き付け、該連続的なリングを該支柱上に直接形成する工程、ただしNcは15未満;及び
該連続的なリングがそのように形成された後、その液体樹脂を少なくとも部分的な重合に付して該リングをその支柱から取り除く前に安定化させる工程、
を含む、方法。
(もっと読む)
繊維強化複合材環状構造体の製造方法、及びその構造体からなる航空機胴体用環状フレーム
【課題】 ウェブ部及びフランジ部の各々に応じた剛性を有する繊維強化複合材環状構造体を、比較的短時間で、低廉に製造できる方法及びその構造体からなる航空機胴体用環状フレームを提供する。
【解決手段】 (a) 強化繊維により、平板環状のウェブ部21と上記ウェブ部21に対してほぼ垂直なフランジ部22とを有する環状の基本プリフォーム2を成形し、(b) 上記環状基本プリフォーム2のウェブ部21に、強化繊維からなる平板環状の補強プリフォーム3を接合するとともに、(c) 上記環状基本プリフォーム2のフランジ部22に、強化繊維からなる円筒状の補強プリフォーム4を接合することにより、一体構造を有する環状繊維プリフォーム1を成形し、得られた環状繊維プリフォーム1にマトリックス樹脂を含浸させ、硬化させる方法。
(もっと読む)
1 - 11 / 11
[ Back to top ]