
Fターム[4F205AG14]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 一般形状、構造物品(用途物品優先) (2,731) | 棒状体(←紐状体) (37)
Fターム[4F205AG14]に分類される特許
1 - 20 / 37
繊維強化プラスチックの製造方法及び製造装置
【課題】繊維強化プラスチックの製造装置を簡素化し、かつ製造時間の短縮を図る方法を提供する。
【解決手段】軸4回りに回転する巻取り型5には、回転中心から異なる角度の位置と一線上の位置との間で移動する第1ピン部材6a〜6dが設けられている。一対の第2ピン部材7a、7bは対向線回りに回転可能であり、かつ案内軌道により近接離反可能である。第1工程では、長繊維束を繊維供給部2から引き出しつつ環状に巻き取る。第2工程では、第1工程で環状に巻き取られた長繊維束の輪の中に第2ピン部材7a、7bを挿入した後、離反させる。この際、第1ピン部材6a〜6dは一線上の位置に移動する。そして、第3工程では、第2ピン部材7a、7bを対向線の回りに回転させて、回転している長繊維束の周囲にさらに長繊維束を供給して巻き付けてゆく。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
ゴム−コード複合体の製造方法

【課題】インシュレーション工程における扁平スチールコード断面の配列方向のバラツキを抑制して、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることができるゴム−コード複合体の製造方法を提供する。
【解決手段】断面が楕円形である扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−コード複合体を製造する方法にである。インシュレーション装置の入口側に回転自在なロール12を配置して、扁平スチールコードをインシュレーション装置内に送入するに先立って、扁平スチールコードにロールを介して曲げを加え、かつ、インシュレーション装置内における、複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットする。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランドの製造方法であって、複数の開繊ローラーを繊維束走行に対して交互に斜めに配置した含浸浴中に溶融状態の樹脂を充填し、炭素繊維束を含浸浴中の開繊ローラーに接触通過させ開繊させつつ樹脂を含浸させることによる炭素繊維の含浸ストランドの製造方法。
(もっと読む)
略矩形状熱可塑性樹脂被覆FRP線条物の製造方法、及び同FRP線条物を用いたドロップ光ファイバケーブル
【課題】ドロップ光ケーブル用テンションメンバなどとして使用可能なFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
(もっと読む)
積層複合ロッド、その製造方法と複合構造における使用
積層複合ロッド(16)は、概ね円形又は楕円形の断面を有し、互いに様々な方向に配置された複数の積層複合層(1)からなるロッド本体を含む。 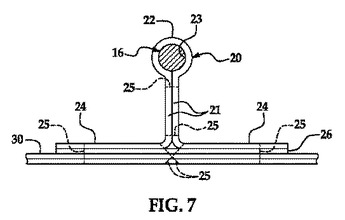 (もっと読む)
(もっと読む)
複合連結棒を製造する方法及びその方法により製造された連結棒
【課題】 好適な連結棒を製造する方法を提供する。
【解決手段】 この方法は少なくとも次の連続工程を含む:a)内部本体(18)を製造する;b)内部本体(18)の一端を、各端片(5)の減少した外径の端部に付加し、内部本体(18)の前記端を端片の肩(6)上に載せる;c)第二マンドレル(19)の第一部分(19a)を各端片の中空円筒形部分(1)内に挿入し、第二マンドレル(19)の第二部分(19b)の自由端に駆動あご(20)を置く;d)前記予備含浸された繊維(16)を内部本体(18)、端片(1,3,4)及び第二マンドレル(単数または複数)の第二部分(単数または複数)(19b)からなる集成体の外表面上に巻き、前記繊維はそのとき外部本体(21)を形成する;e)あご(単数または複数)(20)を除去した後、内部本体(18)及び外部本体(21)を重合し、重合された単一片本体(22)を形成する;f)第二マンドレル(単数または複数)(19)を除去し、重合された単一片本体(22)を必要な長さに切断する。
(もっと読む)
輸送用のコイルの形態の繊維補強された鉄筋
合成鉄筋は、樹脂で浸透された被覆部の反対側において、内側粗紡の周りを被覆された少なくとも1の粗紡の、第1及び第2の螺旋形の被覆部を有する一連の内側粗紡から形成される。鉄筋構造が形成されることで、形成された鉄筋が、巻回可能なように十分なねじれ曲げを許容し、これにより、鉄筋の長さに対して直角に、軸の周りを数回続けて被覆され、鉄筋のコイルを形成する。鉄筋は、垂直回転軸のまわりの一連のポストによって形成された、回転する巻線フレームへと送られる。フレームが離れた位置へとコイルを輸送するために、取り除かれるが、コイルは適所に保持される。離れた位置では、コイルは巻線フレームと類似するものに置かれる。また、鉄筋は、コイルから引かれ、必要とされる長さに切断される。 (もっと読む)
繊維強化樹脂ボルトおよびその製造方法
繊維強化樹脂(FRP)ボルトおよびこれを製造するための方法が開示される。FRPボルトは、電気絶縁、耐腐食性、断熱、非磁性を有するボルトを必要とする産業分野に用いて好適である。前記FRPボルトの製造方法は、ボルトの軸方向に沿って一方向に引揃えられた第1の強化繊維および前記第1の強化繊維に含浸された合成樹脂を含む芯材の表面の周縁に、第2の強化繊維および前記第2の強化繊維に含浸された熱硬化性樹脂を含むプリプレグを巻回するステップと、前記プリプレグを熱硬化させて繊維強化樹脂丸棒を製造するステップと、前記繊維強化樹脂丸棒の表面にネジ山を形成するステップと、を含む。 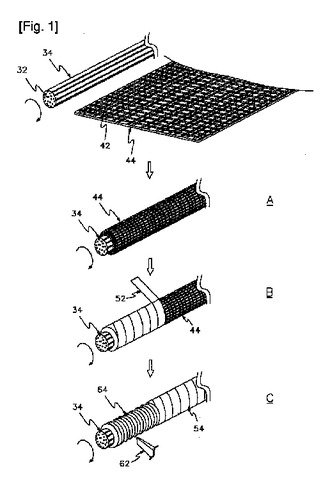 (もっと読む)
(もっと読む)
複合材料の接続ロッドを製造する方法
本発明は、繊維プリフォーム(2)を使用する複合材料接続ロッドを製造する方法であって、繊維プリフォームが連結部によって共に接続された繊維の複数の主層を具備し、連結部により層がプリフォームを形作るときに互いに対して摺動することができ、プリフォームが接続ロッドの本体を形成する中央部(8)を具備し、かつ2つの対向する側縁部(6,7)と接続ロッドのヨークを形成する延長部(9)とを具備し、中央部において開放輪郭を有する繊維プリフォームを提供するために対向する側縁部同士が距離を保ちつつ、中空形状を有するプリフォームを提供するために繊維プリフォームを形作る段階を含み、次いで、樹脂を注入し、かつこの樹脂を重合させるように続く方法に関する。 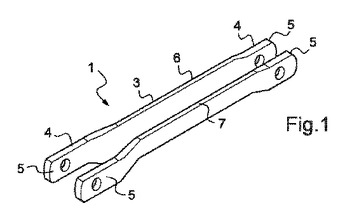 (もっと読む)
(もっと読む)
引抜成形品の製造方法
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
繊維強化複合樹脂線状物とその製造方法
【課題】軽量で、かつ、耐久性に優れたダクト用芯材に好適な繊維強化複合樹脂線状物を提供すること。
【解決手段】ダクト、特に、集塵用ダクトなどの大口径のダクトの形状を保持する芯材として特に利用される線状物であって、未硬化状熱硬化性樹脂12が含浸された長繊維11と、該長繊維11の外周を被覆する熱可塑性樹脂13と、から構成された線状物中間体が熱硬化処理されてスパイラル状又はリング状の形態とされた繊維強化複合樹脂線状物を提供する。
(もっと読む)
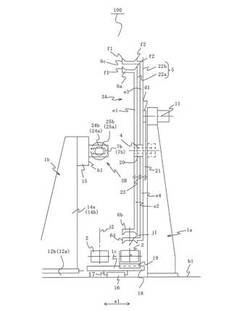
熱可塑性樹脂被覆FRP線条物及びその製造方法
【課題】ドロップ光ケーブル用テンションメンバなどとして用いられる熱可塑性樹脂被覆FRP線条物の熱可塑性樹脂被覆厚みを薄くして外径を細径化した熱可塑性樹脂被覆FRP線条物及びその製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維11束に未硬化の熱硬化性樹脂組成物を含浸させた後、所定形状に絞り成形した線条物の外周面に熱可塑性樹脂からなる被覆層を形成し、前記被覆層を冷却固化した後に、前記熱硬化性樹脂を硬化させ、しかる後被覆層の外径を整径してなる熱可塑性樹脂被覆FRP線条物6であって、前記未硬化の熱硬化性樹脂組成物が、当該熱硬化性樹脂100質量部に対して炭酸カルシウムを0.5〜3質量部含有してなることを特徴とする耐座屈性に優れた熱可塑性樹脂被覆FRP線条物6である。
(もっと読む)
棒状ハイブリッド部材の製造方法
【課題】FRPからなる矩形断面の棒状ハイブリッド部材では、引抜成形法で得る場合、繊維には炭素繊維を使用するが、炭素繊維のみではコストが高い。断面の中心部に安価なガラス繊維などを使用し、繊維素材毎に層を成して炭素繊維を最外層に配置することで、高強度、低コストの棒状ハイブリッド部材を提供する。
【解決手段】少なくとも炭素繊維を含む複数種の繊維束に樹脂を含浸させる工程と、繊維の種類別に前記繊維束の余剰樹脂を除去させる工程と、前記繊維束を積層させてさらに余剰樹脂を除去させる工程と、前記繊維束が積層した状態を維持しつつ引抜成形する工程と、を順に行う棒状ハイブリッド部材の製造方法。
(もっと読む)
繊維集積ロッドと、その製造方法
【課題】 軸、フレーム等の素材として使用可能な繊維集積ロッドを提供する。
【解決手段】 カーボン繊維束3に塗布した樹脂4が硬化する前に、カーボン繊維束3の多数条3bを張力を加えて集合させて縦繊維部1aを形成し、次に縦繊維部1aの外周にこれを被覆するように前記繊維束3をこれに張力を付与した状態で螺旋状に巻き付けることにより螺旋状部1bを形成する処理を、2回以上実施する。
(もっと読む)
引き抜き成形品の製造方法
【課題】高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を製造することができる引き抜き成形品の製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引き抜き成形により得られる引き抜き成形品の製造方法であって、繊維糸の各々の張力を、張力センサ7及び張力コントローラ8により5〜50Nに調整しながら、繊維糸を金型6に引き込んで金型内を通過させ、加熱硬化させる引き抜き成形品の製造方法。
(もっと読む)
熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置
【課題】ドロップ光ケーブル用テンションメンバーなどとして用いられる熱可塑性樹脂被覆FRP線条物の外径を長尺に亘って精度よく整径して製造する方法及び製造装置を提供すること。
【解決手段】熱可塑性樹脂被覆FRP線条物素線の外径よりも径大の透孔とテーパー角が90〜150度の切削刃とを備えた予熱ダイスを通過させて熱可塑性樹脂被覆層の外周を加熱軟化させ、次いで該予熱ダイスよりも低温に保たれ素線の外径よりも径小の透孔を備えた第1の整径ダイス及び第2の整径ダイスを順次通過させて熱可塑性樹脂被覆層の外径を整径する熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置である。
(もっと読む)
繊維強化棒状体および繊維強化筒状体ならびにこれらの製造方法および製造装置
【課題】曲げ剛性に優れ、軽量な繊維強化棒状体および繊維強化筒状体、ならびにこれらの繊維強化棒状体および繊維強化筒状体を高生産性の下で製造することができる連続製造方法および連続製造装置を提供する。
【解決手段】硬化性または固化性を有するマトリックスを含有する強化繊維シート基材を長手方向に引き取りながら凹状に折り曲げ、該凹状に折り曲げた凹部に流動体を供給して前記強化繊維シート基材で前記流動体を包み込んだ後、該強化繊維シート基材のマトリックスを硬化または固化させることを特徴とする繊維強化棒状体の製造方法。
(もっと読む)
炭素繊維強化樹脂成形体の製造方法および炭素繊維強化樹脂成形体
【課題】本発明は、厚みのある成形体へも適用可能な機械強度の高い炭素繊維強化樹脂成形体およびその製造方法を提供することを目的とする。
【解決手段】(b工程)硬化剤含有熱硬化性樹脂組成物(A)で表面が被覆された炭素繊維に、該炭素繊維の長手方向に張力を負荷し、該炭素繊維を硬化剤含有熱硬化性樹脂組成物(B)中に浸漬する工程と、(c工程)b工程の後に、硬化剤含有熱硬化性樹脂組成物(A)で表面が被覆され、かつ張力を負荷された炭素繊維が浸漬された状態で、硬化剤含有熱硬化性樹脂組成物(B)を硬化させる工程と、(d工程)c工程の後に、前記炭素繊維に負荷されていた張力を除去する工程とを有することを特徴とする炭素繊維強化樹脂成形体の製造方法。
(もっと読む)
建築部材の製造方法
【課題】硬く機械的強度が高く強度のばらつきの小さな建築部材を製造でき、また成形する金型の温度、圧力等の品質管理に必要な条件数が少なく管理が容易で品質の安定性に優れ、さらに容易に長尺の建築部材を製造できる建築部材の製造方法を提供することを目的とする。
【解決手段】本発明は、横断面が略円形,略楕円形又は略多角形のいずれかの棒状に形成された建築部材の製造方法であって、天然繊維5が撚り合わせられ又は編組され若しくはスライバ状にされた繊維集合体9と接着剤若しくは合成樹脂3とを型10内に収容し、(a)接着剤若しくは合成樹脂3を硬化させて、又は、(b)合成樹脂を溶融させた後に型10から引き抜き冷却硬化させて成形体15を形成する成形体形成工程を備える。
(もっと読む)
1 - 20 / 37
[ Back to top ]