
Fターム[4F205AH17]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 車両(←軽車両)部材 (364)
Fターム[4F205AH17]の下位に属するFターム
車体(←ボディ、ドア) (31)
ステアリングホイール
タイヤ (25)
タイヤチェーン、無限軌条 (1)
ウエザーストリップ、モール(←トリム) (7)
バンパ (10)
パネル(←コンソールボックス) (38)
車両用内装材、クッション(←座席) (96)
ヘッドレスト (1)
Fターム[4F205AH17]に分類される特許
21 - 40 / 155
変形可能な担体膜を使用して、成形工具上にプリプレグ層を積層する方法
【課題】層が工具に適用される際に変形して、層を正確に位置づけしたまま層を工具の形状に密接に適合させることを可能にする、複合層を成形工具の上に積層する方法が必要である。また、層材料を輸送中および積層中に安定した状態に保つことができる、層材料をハンドリングし、輸送する方法も必要である。
【解決手段】プリプレグ材料を担体膜上に配置し、担体膜を使用してプリプレグ材料を工具に適用することによって、複合プリプレグを工具の上に積層する。プリプレグは、担体膜を変形させることによって工具の輪郭に適合させる。
(もっと読む)
FRP構造要素およびそれを用いたパネル構造体
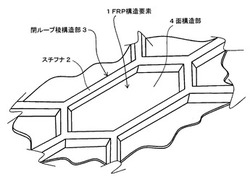
【課題】構造体の各部を形成する構造要素という概念に着目し、該構造要素に特別の工夫を加えることで、FRP構造体全体として高い設計の自由度を持って容易に所望の形状に成形可能とし、かつ、構造要素単体としてもその集合体としてもFRPが有する優れた特性を容易に発現させることが可能なFRP構造要素、およびそれを用いたパネル構造体を提供する。
【解決手段】平面形状が5角形または6角形の多角形に形成された繊維強化樹脂成形体からなり、該多角形の全辺部にスチフナが閉ループ形状に形成されて閉ループ稜構造に構成され、該閉ループ形状の内側が面構造に構成されていることを特徴とするFRP構造要素、およびそれを用いたパネル構造体。
(もっと読む)
ガスタンクの製造方法

【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
繊維強化樹脂複合材及びその製造方法
【課題】 単純形状部と複雑形状部との界面を起因とした強度低下を抑制する。
【解決手段】 この繊維強化樹脂複合材は、強化繊維に樹脂を含浸させた少なくとも一枚のシート状のプリプレグ材からなる単純形状部と、単純形状部に対して一体的に形成され、強化繊維に樹脂を含浸させてなる複雑形状部とを備えている。プリプレグ材に用いられる樹脂と、複雑形状部に用いられる樹脂とが同じ成分である。
(もっと読む)
樹脂基複合材の製造方法
【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
繊維強化複合材
【課題】熱可塑性樹脂を用いた繊維強化複合材の機械的強度を向上する。
【解決手段】本発明の筐体用繊維強化複合材は、重量平均による繊維長さが10〜30mmであり、不織布に由来する強化繊維と、強化繊維を保持する熱可塑性樹脂からなるマトリクス材と、を備えることを特徴とする。この繊維強化複合材100,200は、厚み方向の中央部に配置される内層101,201と、内層101,201の厚み方向の両側に配置される外層103,203とを備える場合、外層103よりも内層101に多く強化繊維が存在する形態(a)と、内層201よりも外層203に多く強化繊維が存在する形態(b)とを包含する。また、厚み方向に強化繊維が断続的に存在する形態(c)も包含する。
(もっと読む)
繊維強化プラスチック成形体の製造方法
【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
複雑な形状寸法を有する複合積層材を形成及び適用するための方法と装置
【課題】ダブラーのような積層を形成してマルチ輪郭を含む複雑な表面形状を有する複合構造に適用するための方法と装置の提供
【解決手段】複合積層材20がツール26上に形成されて、凹凸を有する部品の上に配置される。ツールは、部品の輪郭とほぼ一致する凹凸を有している。空間内におけるツールに対する部品の位置を表わす一組の位置データ45aが生成される。自動マニピュレータ36は、この位置データを使用して、部品の近くへとツールを動かし、凹凸を有する積層材を部品の上に配置する。
(もっと読む)
スラッシュ成形用樹脂粉末組成物
【課題】スラッシュ成形した際、離型剤による金型汚染を抑制できるスラッシュ成形用樹脂粉末組成物を提供する。
【解決手段】末端に炭素数10〜50のアルキル基(R)を有する熱可塑性ウレタン樹脂(A)及び添加剤(B)を含有し、離型剤を含有しないスラッシュ成形用樹脂粉末組成物(C)であり、熱可塑性ウレタン樹脂(A)として、好ましくはウレタンプレポリマーの末端イソシアネート基を炭素数10〜50のアルキル基を有するモノアルコールで封止されてなる樹脂である。
(もっと読む)
高圧タンクの製造装置および高圧タンクの製造方法
【課題】ライナへの巻き付け時等における繊維束の樹脂含有率の低下を抑制することができる高圧タンクの製造装置を提供する。
【解決手段】ライナ26とライナ26の外面に繊維を巻き付けた繊維層を含んで構成された補強層とを有する高圧タンクを製造するための高圧タンクの製造装置であって、マトリックス樹脂を含浸させた繊維束22をライナ26の外面に巻き付ける際に、繊維束22に樹脂を塗布するための樹脂塗布手段を有する高圧タンクの製造装置である。
(もっと読む)
FRP複合シャフト及びその製造方法
【課題】FRP円筒と継手部材の接合部に捩り方向の力が加わったときに起こる接着剤破壊(接着界面破壊)を確実に防止し、加工が簡単で低コストであるFRP複合シャフト及びその製造方法を得ること。
【解決手段】本発明は、FRP円筒の中空端部内に継手部材を挿入し、接着剤を介して接合してなるFRP複合シャフトにおいて、上記FRP円筒の内周面と上記継手部材の外周面の間のクリアランス内に挿入する上記接着剤中に、上記FRP円筒の内周面の呼び径と上記継手部材の外周面の呼び径との差をXとしたとき、X/2よりも粒径が大きくかつ上記FRP円筒及び上記継手部材よりも機械的強度が強い無機粒子を含有させたことを特徴としている。
(もっと読む)
強化フルオロエラストマーブラダを用いた折り畳み式マンドレル
【課題】繰り返しの使用に対して優れた寸法安定性を発揮し、マンドレルを使用してパーツの積層を可能にするために必要な強度及び剛性を有する、折り畳み式マンドレルを提供する。
【解決手段】折り畳み式マンドレル30は空気注入式ブラダ35であり、ブラダ35が折り畳み式の側壁32を有し、ブラダ35はフルオロエラストマーゴムの内側層と外側層を有し、前記内側層と前記外側層との間に各側壁32で途切れている強化材を有する。
(もっと読む)
トリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材
【課題】強度の低下を伴わず、大幅な軽量化が可能なトリポード型等速自在継手およびトリポード型等速自在継手の外側継手部材を提供する。
【解決手段】内周に軸線方向に延びる三本のトラック溝26を設けると共に各トラック溝26の内側壁に互いに対向するローラ案内面27,27を設けたトリポード型等速自在継手の外側継手部材である。内周にトラック溝26が形成された金属製のカップ部24を備える。カップ部24に薄肉部40となる小外径部41を形成し、小外径部41をFRP層42にて被覆する。
(もっと読む)
繊維強化熱可塑性プラスチックおよびその製造方法
【課題】表面に摘み皺の少ない炭素繊維ウェブを用いた場合に力学特性及び品質に優れる繊維強化熱可塑性プラスチック及びその製造方法を提供することを目的とする。
【解決手段】強化繊維ウェブに熱可塑性樹脂を含浸させてなる繊維強化熱可塑性プラスチックにおいて、
前記強化繊維ウェブは、少なくとも強化繊維束(a)と強化繊維束(b)とからなり、前記強化繊維束(a)は繊維長5〜15mm、前記強化繊維束(b)は繊維長5mm未満であり、前記強化繊維束(a)と強化繊維束(b)の強化繊維の繊維径が同一の繊維径を有するとともに、前記強化繊維束(a)を30〜99重量%、前記強化繊維束(b)を1〜70重量%を含んでなることを特徴とする繊維強化熱可塑性プラスチック。
(もっと読む)
強化繊維積層体の製造方法および製造装置
【課題】
ドライな強化繊維テープの集合体を積層させた強化繊維積層体を製造するにあたり、長手方向に湾曲した形状の強化繊維積層体を製造する場合においても、強化繊維テープの載置・積層作業を繊維の位置ズレなく高精度で効率良く製造することができ、高品位の強化繊維積層体を得ることができる製造方法および製造装置を提供する。
【解決手段】
強化繊維の糸条が少なくとも長手方向に平行に延在する強化繊維テープを、該強化繊維テープの長手方向に対して互いに隣接するように載置し、強化繊維集合体とする載置作業や、載置テーブルに載置された強化繊維集合体を別の載置テーブルへ移載する移載作業や、さらに強化繊維集合体を複数枚積層し、強化繊維積層体を形成する積層作業において、静電吸着を利用することにより強化繊維の角度のズレや位置ズレすることなく高い精度でかつ効率良く作業を行うことを特徴とする、強化繊維積層体の製造方法。
(もっと読む)
プリプレグ巻回方法及び装置
【課題】プリプレグをしわや層間の隙間無く多重円筒状に効率的に巻回できるプリプレグ巻回方法及び装置を提供する。
【解決手段】定盤10と、この定盤10に対して接離移動可能なマンドレル20と、マンドレル20に対して接離移動可能で平行な軸線を有する押圧ロール30とを準備するステップ;定盤10上に、熱硬化性樹脂シート中に強化繊維を含浸させてなるプリプレグPを載置するステップ;プリプレグPの先端をマンドレル20に巻き付け、該マンドレル20と定盤10及び押圧ロール30との間に該プリプレグを挟んだ状態で、該定盤10とマンドレル20及びマンドレル20と押圧ロール30との間に押圧力を作用させるステップ;及びマンドレル20の軸線と交差せずに直交する方向の相対移動力を与えることにより、該マンドレル20及び押圧ロール30を回転させて該マンドレル20にプリプレグPを巻回するステップ;を有する巻回方法。
(もっと読む)
プリプレグテープの経路計算方法
【課題】様々な曲面に対応して皺無くプリプレグテープの貼着や積層を図ること。
【解決手段】任意の初期座標p0を始点として、プリプレグテープの面Sに予定されているプリプレグテープの貼着方向V(i)に沿う探索ベクトルSVを、所定の微小移動量Δaをスカラとして演算する探索ベクトル演算ステップS101と、演算された探索ベクトルSVの終点peから面Sに下ろした垂線の足ptemp1-3(i, j, k)を演算する垂足演算ステップS102とを含み、所定の終了条件が成立するまで、垂線の足ptemp1-3(i, j, k)と探索ベクトルSVの基点とに基づいて新たな探索ベクトルSVを演算するとともに、この新たな探索ベクトルSVに基づき、垂線の足ptemp1-3(i, j, k)を次の演算の始点として探索ベクトル演算ステップS101を繰り返すナビゲーティングステップS100〜S125を備える。
(もっと読む)
繊維強化複合材料成形品及びその製造方法
【課題】平坦状の本体部の一側面に所定強度の立体形状部を容易に成形可能とし、かつ該立体形状部の成形による本体部の他側面のヒケの発生を防止する。
【解決手段】立体形状部3の外面側がプリプレグ13aにより成形されると共に、立体形状部3の内面側がシートモールディングコンパウンド13bにより補強され、かつ立体形状部3の基端縁から本体部2の一側面2aに沿って延びる平板部3bがプリプレグ13a,15のみで成形される。その製造は、立体形状部3形成用のプリプレグ13aにのみ、本体部2成形用のプリプレグ12の一側面に沿って延びる平板部3bを設け、この平板部3bを本体部2成形用のプリプレグ12の一側面に他のプリプレグ15を介して間接的に面接触させた状態で、各素材を一体に溶着、硬化させて当該成形品1を得る。
(もっと読む)
炭素繊維強化樹脂材及びその製造方法
【課題】簡便な設備により小ロットの製品をスピーディに低コストで製作できる炭素繊維強化樹脂材の製造方法する。
【解決手段】モールド15に合せて切断した布状の炭素繊維片13をゲルコート材を塗布されたモールド面に積層させる繊維配置工程と、積層された炭素繊維片に接合樹脂11を充?するかもしくは接合樹脂によりモールド面に貼り付けて賦形する樹脂賦形工程と、モールド面上に配置された炭素繊維片と接合樹脂からなる複合樹脂層23の表面に加熱空気を吹き付けて樹脂軟化温度に部分加熱された樹脂面を加圧してその内部気泡を押し出す気泡除去工程と、全体が室温に冷却された複合樹脂層を樹脂養生温度まで再加熱して所定時間保持させる加熱養生工程と、を有する炭素繊維強化樹脂材の製造方法。
(もっと読む)
繊維強化複合材料
【課題】優れた強度及び耐衝撃性を兼ね備えた繊維強化複合材料を提供することにある。
【解決手段】強化繊維とマトリクス樹脂とからなる繊維強化複合材料であって、該強化繊維が、単繊維繊度が10〜45dtex、結晶化度が55〜70%の芳香族ポリアミド繊維であることを特徴とする繊維強化複合材料とする。
(もっと読む)
21 - 40 / 155
[ Back to top ]