
Fターム[4F205AH17]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 車両(←軽車両)部材 (364)
Fターム[4F205AH17]の下位に属するFターム
車体(←ボディ、ドア) (31)
ステアリングホイール
タイヤ (25)
タイヤチェーン、無限軌条 (1)
ウエザーストリップ、モール(←トリム) (7)
バンパ (10)
パネル(←コンソールボックス) (38)
車両用内装材、クッション(←座席) (96)
ヘッドレスト (1)
Fターム[4F205AH17]に分類される特許
81 - 100 / 155
繊維複合部品を製造するための方法
本発明は、繊維およびマトリックス材料からなる予備成形物(12)を、成形用型に入れ、但し、予備成形物(12)は周縁(18)を有すること、および、繊維複合部品が製造されるように、予備成形物(12)にマイクロ波(28)を照射すること、を有する、繊維複合部品を製造するための方法に関する。本発明によれば、予備成形物の周縁(18)を、少なくとも部分的に、成形用型(10)と接触させるように、予備成形物(12)を成形用型(10)に入れることが提案されている。 (もっと読む)
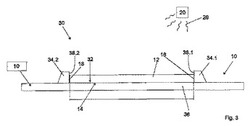
繊維強化樹脂製筒部材の製造方法

【課題】未硬化樹脂含浸繊維層の端部を折り返す必要がなく、繊維配向を初期の配向姿勢に維持しながら、しかも極めて簡易な方法で、樹脂繊維からなる筒部材とエンジンボックス等に直接剛結合される鍔付きの筒材とを接合することのできる、繊維強化樹脂製筒部材の製造方法を提供する。
【解決手段】マンドレル1と、その一端に取付けられ、マンドレルに比して拡径した拡径部と突起を有する端部取付け材2と、からなる基材10を用意する工程、未硬化樹脂含浸繊維をマンドレル1外周にフープ巻きして第1の巻層3を形成し、さらにその外周に繊維をヘリカル巻きして第2の巻層4を形成し、第2の巻層4の端部を切断して該端部と端部取付け材2をマンドレル1から切り離して挿入空間7を形成し、該挿入空間7に鍔付きの筒材6を挿入し、第2の巻層4の外周に繊維をフープ巻きして第3の巻層5を形成し、加熱処理する製造方法である。
(もっと読む)
繊維強化樹脂部材とその製造方法、および繊維織物の製造装置
【課題】少なくとも曲がり部を有するマンドレル外周において、長手方向糸を滑らせることなく配置することがき、もって長手方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材とその製造方法、および該繊維強化樹脂部材のための繊維織物の製造装置を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の長手方向に延びる複数の長手方向糸Q,…と、該長手方向に対して所定角度傾斜した複数の斜向糸P,…とが編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材1であり、この繊維強化樹脂部材1は少なくとも曲がり部1”とを有しており、曲がり部1”において、長手方向糸Q、…が長手方向に対してたとえば10〜15度の範囲の傾斜姿勢で螺旋巻きされている。
(もっと読む)
熱可塑性脂肪族ウレタン/ウレア成形用組成物
成形品、特に自動車用途向けシェルを製造するための組成物は、脂肪族熱可塑性ウレタン/ウレアエラストマーおよび任意に1種以上のコポリマー(例えばオレフィン含有コポリマーまたはスチレン含有コポリマー)から調製される。該組成物を用いて、後に注型して自動車における展開および耐候性の要求を満足し得るエアバッグドアおよび計器パネルのカバースキンを製造することができる、粉末、ペレット、微小球またはミニビーズを製造できる。 (もっと読む)
繊維強化樹脂面材
【課題】孔開け加工の際のバリの発生を効果的に抑止できる繊維強化樹脂面材を提供する。
【解決手段】繊維強化樹脂面材10Aは、炭素繊維を束ねてなる炭素繊維束が同一配向を有した姿勢で複数並べられ、面状を呈する第一の繊維束群と、第一の繊維束群と異なる方向に配向する炭素繊維束が同一配向を有した姿勢で複数並べられ、面状を呈する第二の繊維束群と、を少なくとも具備し、少なくとも第一、第二の繊維束群が積層された姿勢で硬化樹脂にて一体に形成されることで炭素繊維強化樹脂基材(CFRPシート1)を成し、炭素繊維強化樹脂基材の表面には、ガラス繊維のクロス材と硬化樹脂とが一体に形成されたガラス繊維強化樹脂表材(GFRPシート2)が固着されている。好ましくは、GFRPシート2はガラス繊維を経編みした構造または緯編みした構造を呈している。
(もっと読む)
管状複合体とその製造方法
【課題】管状金属合金とFRPプリプレグを相互に接着させ、引っ張り応力、及び、圧縮応力に対応した軽量で強固な構造体を構成する。
【解決手段】管状金属部品60の外周面に化学エッチングによるミクロンオーダーの粗度があり、且つその表面は電子顕微鏡観察で、高さ又は深さ及び幅が10〜500nmで長さが10nm以上の仕切り状凸部、又は溝状凹部が10〜数百nm周期で全面に存在する超微細凹凸形状を形成し、その表面が金属酸化物又は金属リン酸化物の薄層21とする。これに管状の繊維強化プラスチック材61をエポキシ系樹脂剤62により接着させ、管状複合体を形成する。管状金属部品は、アルミニウム合金、マグネシウム合金、銅合金、チタン合金、ステンレス合金、鉄鋼材等である。
(もっと読む)
少なくとも1の湾曲区域を有する複合部品の製造方法
本発明は、ポリマーマトリックス内に少なくとも部分的に埋め込まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法であって、複合部品の各層をドレープさせる又は重ね合わせるステップを含む方法において、湾曲区域に隣接する少なくとも1の区域において、少なくとも1のドレープ又は重ね合せステップを、少なくとも1の強化撚糸を含んだウェブ又は撚糸のウェブを含む複合材料層を用いて実施することにより、ウェブ表面に平行な方向に測定した際の糸幅の両側にある、該糸の端路長の差を少なくとも補償することを特徴とする方法に関する。本発明は、こうして得られる複合材料にも関する。 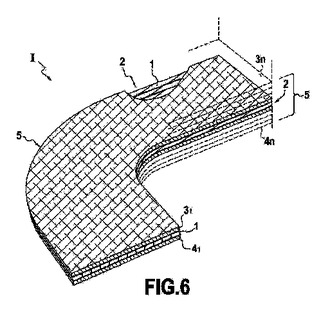 (もっと読む)
(もっと読む)
少なくとも1の撚糸が配置された複合材料の製造方法
本発明は、少なくとも1の強化糸が表面上に、その配置表面上の少なくとも一の曲線状領域を有する経路に沿って配置され、前記強化糸がポリマー結合剤によって前記表面に結合している複合材料の製造方法であって、前記配置前に前記強化糸に撚りが掛けられ、前記配置表面に平行に測定した、糸端路の幅の両側における長さの差を少なくとも補償することを特徴とする方法に関し、本発明はまた、このようにして得られる複合材料に関する。 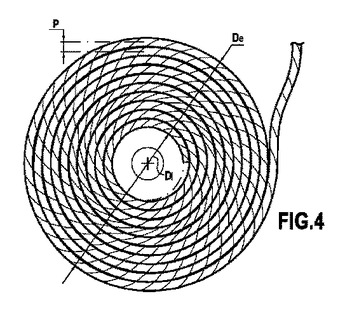 (もっと読む)
(もっと読む)
繊維強化プラスチック製中空構造部品の製造方法
【目的】繊維強化プラスチック製の中空構造部品の製造用のRTM法のための、強化繊維で覆う際の高い引っ張り力に支障なく耐える水分散性支持中子を提供する。
【構成】繊維強化プラスチック製の中空構造部品の製造のために、少なくとも部分的に水溶性ケイ酸塩含有結合剤と充填材とからなる水溶性結合剤で調製された水分散性支持中子を強化繊維で覆う。支持中子上の繊維を硬化性プラスチックで含浸させ、プラスチックを硬化させ、続いて支持中子を水で洗い出す。前記結合剤が少なくとも部分的に水ガラスであるのが好ましい。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
好ましくは拡張可能バルーン・ケーシング用の可撓性多層材料、および拡張可能ケーシングの製造方法
本発明は、特に拡張可能バルーン・ケーシング、小型飛行船、エアバッグ、帆、可撓性太陽電池、または可撓性アンテナに使用することができる可撓性多層材料に関する。特に、超高分子ポリエチレン(UHMWPE)、または超高分子ポリプロピレン(UHMWPP)で作られている、少なくとも1つの層(11、13)が設けられている。これは、ポリエチレンまたはポリプロピレンで作られ、そこに結合された層またはフィルム(10、12;12、14)によって2つの側部のそれぞれが囲まれており、互いの上部に置かれた層またはフィルム(10〜14)は、加熱により互いに結合させることができる。このような材料層は軽量であり、高い安定性または引き裂き耐性、および高い弾性係数を有する。  (もっと読む)
(もっと読む)
繊維強化プラスチック
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】積層した強化繊維束21からなる強化繊維織物20に、樹脂30を含浸した繊維強化プラスチック10であって、前記繊維強化プラスチック10の表層部11は、バネ性を有する形状に屈曲した強化繊維40に樹脂30が含浸されてなる。
(もっと読む)
複合材料ドライブシャフト製作用モールド及びこれを利用して製作した複合材料ドライブシャフト
【構成】
本発明は動力伝達部である両端部を除いた軸の大部分が一般的な軸と同じ円形パイプ形態を有する複合材料ドライブシャフトを製作することができるモールドを構成し、シャフトの両端部に形状変化が発生することによって、ドライブシャフトを成形した後モールドの脱型が容易になるように構成する。また、本発明は上記のようなモールドを利用して製作され、その両端部に接続継手(金属材ヨーク)を結合する場合、互いに噛み合って回転する形態を有するように複合材料ドライブシャフトを構成する。したがって、本発明のシャフトは機械的締結や接着剤による荷重伝達ではなく、シャフト自体に直接動力を伝達する方式であるので高いトルクを伝達することが可能である。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
繊維強化プラスチック製シャフトの製造装置、およびトルク伝達軸
【課題】接着剤を介して繊維強化プラスチック製シャフトと金属継ぎ手要素を接合した場合でも、大きなトルクが作用したときに接合部が滑らない表面多角形構造を有するとともに、製造が簡単で、コストの低いトルク伝達軸、および、それに用いられる繊維強化プラスチック製シャフトの製造装置を提供するものである。
【解決手段】連続的に引き出された強化繊維に含浸させる樹脂を貯蔵した樹脂含浸バスと、樹脂を含浸させた強化繊維を軸方向に対し所定の角度で巻き付けることができるように構成されたマンドレルとを有する繊維強化プラスチック製シャフトの製造装置であって、前記マンドレルの両端部には前記樹脂を含浸させた強化繊維を係止するための繊維折り返し治具を有し、前記繊維折り返し治具の係止部が前記マンドレルの径方向に突出した7〜15本の針形状の部材で構成されている繊維強化プラスチック製シャフトの製造装置。
(もっと読む)
ポリフェニレンスルフィドの回転成形方法とその回転成形体。
【課題】回転成形時に気泡の発生が極めて少なく、表面平滑性や厚肉の均一性、機械物性に優れた成形体を得ることが可能な回転成形方法、およびその回転成形体を提供する。
【解決手段】特定構造を有する環状ポリフェニレンスルフィド化合物を金型内で、回転しながら加熱重合することを特徴とする回転成形方法であり、加熱温度は環状ポリフェニレンスルフィド化合物の融点以上400℃以下が好ましく、加熱時間は5分以上120分以下が好ましい。
(もっと読む)
構造用取付けインサート
部材(12,14)の表面相互間を封止すると共に(或いは)このような部材表面に付着する構造用取付けインサートが開示される。このインサートは、補強材(20)(例えばワイヤメッシュ)及び基材周りに設けられた活性化可能材料(22)を有する。  (もっと読む)
(もっと読む)
中空構造体
【課題】複雑な中子や型を用いずに、多様な断面構造の中空構造体を形成することを目的とする。
【解決手段】3個の中空長尺状のCFRP素材24、26、28を組合わせて相互に結合することにより、中空構造体10を形成する。各CFRP素材24、26、28の長手方向から見た断面形状を三角形状とし、CFRP素材24とCFRP素材26、CFRP素材26とCFRP素材28を、共有する辺で結合する。
(もっと読む)
ガラス繊維用のサイズ剤組成物
熱硬化性樹脂の強化用の補強繊維のインライン細断及び乾燥を可能にするサイズ剤組成物を提供する。該サイズ剤組成物は、少なくとも1種のカップリング剤と1種以上のブロックトポリウレタンフィルム形成剤とを含む。そのブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。サイズ処理繊維ストランド(12)は、インラインにおいて、細断してチョップトストランドセグメントを形成させ、Cratec? 乾燥炉のような流動床炉(46)内で乾燥させ得る。その後、チョップト繊維ストランドをバルクモールディングコンパウンドにおいて使用し、成形して強化複合物品とする。インラインでのガラス繊維の細断は、サイズ処理繊維バンドル(10)から製造した製品における製造コストを低減する。更に、補強繊維を、本発明のサイズ剤組成物によれば、通常のオフライン細断法に比較してはるかに速い速度で細断し乾燥させ得るので、生産性は向上する。 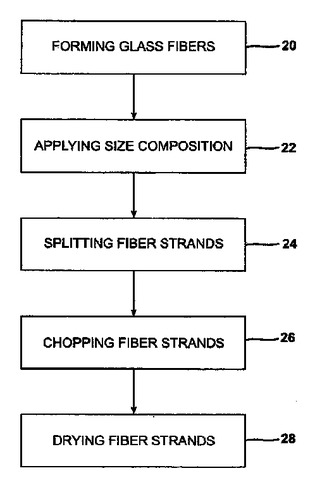 (もっと読む)
(もっと読む)
複合リングの製造方法および装置
閉鎖形状を有し、連続リングの形にあり、補強用繊維と架橋性樹脂をベースとする複合体ブロックの、上記架橋性樹脂を含有する組成物をベースとするマトリックス中に組込んだ上記補強用繊維のテープの所定数Ncの層を重ね合わせて連続して巻付けることによる製造方法;該方法は、開始時から終了時までに、下記の工程を含む:
・補強用繊維(11)の直線配列体(12)を形成し、この配列体を供給方向(F)に搬送する工程;
・上記繊維配列体(12)を真空の作用下(13)に脱ガスする工程;
・脱ガス後、上記繊維配列体(12)に液状の上記樹脂組成物(17)を含浸させる工程;
・そのようにして得られた予備含浸体をダイ(20)に通して、該予備含浸体上に、液体樹脂マトリックス(17)中の上記補強用繊維(11)からなるテープ(21)の形状を組付け、該テープの厚さ(Er)が0.1mm〜0.5mmであるようにする工程;
・ダイ(20)から離脱させるとき、表面処理(22)を上記テープ(21)の上面に施して、その厚さ(Ep)が上記テープの厚さErの10%未満を示す固形皮膜を形成させ、該皮膜が、その後のテープ(21)の皮膜自体上への巻き付けのための安定な基体として作用するようにする工程;
・そのようにして表面処理したテープ(21)を、上記複合体ブロックの最終形状を決定する支持体(23)上に付着させ、上記テープ(21)を、15層未満である数Ncの層を重ね合わせて上記連続リング(30)を上記支持体(23)上に直接形成させることによって、上記支持体(23)上に一方向に巻き付ける工程。  (もっと読む)
(もっと読む)
81 - 100 / 155
[ Back to top ]