
Fターム[4F205AH24]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 車両(←軽車両)部材 (364) | バンパ (10)
Fターム[4F205AH24]に分類される特許
1 - 10 / 10
スラッシュ成形方法用の粉末状熱可塑性ポリオレフィンエラストマー組成物
本発明は、(i)オレフィンブロックコポリマー、又は(ii)実質的に線状のエチレンポリマー及び/又は線状のエチレンポリマーとプロピレンポリマーとのブレンドを含む粉末状の熱可塑性ポリオレフィンエラストマー組成物に関する。前記組成物は、周囲温度で良好な粉砕及び流動特性を示す。別の実施態様において、本発明は、前記熱可塑性ポリオレフィンエラストマー粉末の製造方法及び前記粉末を使用するための用途に関する。別の実施態様において、本発明は、前記熱可塑性ポリオレフィンエラストマー組成物を、表皮材、特に自動車の内装用途、例えばインストルメントパネルなどのための表皮材にスラッシュ成形することに関する。 (もっと読む)
三次元ブレイディング、繊維強化複合材料及び繊維強化複合材料の製造方法
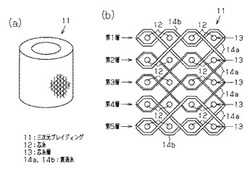
【課題】軽量で高いエネルギー吸収が可能で、安定破壊が可能なクラッシュ部材に好適な三次元ブレイディング及び繊維強化複合材料を提供する。
【解決手段】三次元ブレイディング11は軸方向に延びる芯糸12で形成された4層以上の芯糸層13と、芯糸層13を貫通するように組織される貫通糸14a,14bからなり、円筒状に形成されている。貫通糸14aは隣り合う芯糸層13を貫通して折り返すように組織され、最外層と最内層の間に設けられた芯糸層13のうちの選択された芯糸層13間の剥離する強度が他の芯糸層13間の剥離する強度よりも弱い。三次元ブレイディング11は、好ましくは樹脂を含浸硬化させてクラッシュ部材を構成する繊維強化複合材料として使用される。
(もっと読む)
FRP素材、FRP成形品、及びそれ等の製造方法

【課題】FRP素材の繊維の密度や形状を自由に設定することができるようにする。
【解決手段】基材5の表面5A及び裏面5Bにそれぞれ表して表面5A及び裏面5Bを覆うように高強度を有する繊維からなる糸6を設ける。糸6は、例えばミシンを使って刺繍をするように、糸6を針孔に通した針を基材5に刺して表面5A、裏面5Bのいずれも面をも覆うようにその表面5A、裏面5Bに縫い表したものである。このようなFRP素材9を、対向して接離可能な一対の金型間に配置し、型閉後にFRP素材9に常法とおりの高圧で高温の養生を行って成形を行う。FRP成形品の形に合わせたFRP素材が自由に設計できて高精度設計が可能となる。
(もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
長繊維強化樹脂ストランドの製造装置
【課題】従来に比べ高速の引取速度、例えば40m/分を上回る引取速度にて長繊維強化樹脂ストランドを製造することができるようにすること。
【解決手段】含浸ヘッド9の下流側に冷却装置12と撚りローラ16A,16Bとをこの順に備え、強化用繊維束2に含浸ヘッド9により溶融樹脂を含浸させるとともに、樹脂含浸強化用繊維束に撚りローラ16A,16Bによる撚りを付与し、長繊維強化樹脂ストランド4を製造する装置において、強化用繊維束2を一対の加熱ローラ220,230に交互に複数回巻き掛けることで加熱することにより、予め加熱された強化用繊維束2が含浸ヘッド9に連続的に導かれるようにした加熱ローラ装置200と、加熱ローラ220,230に巻き掛けられる強化用繊維束2に対してバックテンションを付与するバックテンション付与装置とを備えている。
(もっと読む)
プラスチゾル部品へのインモールド証印印刷
この発明は、中空状に成形されるプラスチゾル部品の壁の中へ高解像度の証印を精確に配置する方法である。本発明は、キャリアシート上にプラスチゾルのベース層を成型することによりプラスチゾルの画像トランスファーを用意し、画像トランスファーを形成するため、プラスチゾルのベース層上に着色したプラスチゾルで証印を印刷し、さらにその上からプラスチゾルの本体層で印刷する。各プラスチゾルの層が堆積された後その層は次の層の堆積前に硬化され、その後、そのトランスファーは最後の本体層を硬化するため加熱される。このトランスファーは、高い溶剤含有量の接着剤を金型内周面に塗布し、前記プラスチゾルのトランスファーをキャリアシートから剥がし、それを接着剤の塗布された金型面に向けて貼付け、さらに、そのトランスファーを、接着剤の塗布された金型表面に向けて押圧し、その貼付けられたトランスファーを短時間で乾燥させ、その後別のやり方で従来のロト成形方法またはスラッシュ成形方法を続けることによって、成形品の壁の中へ永続的に融化させた証印を有する中空形状の成形部品が得られる。 (もっと読む)
チューブ状の糸及びその成型方法
【課題】 強化樹脂成形部材を補強するために、軽くて引っ張り強度の高い補強糸の提供。
【解決手段】 多数の極細ガラスフィラメント11,11・・から成って撚りが与えられていない結束糸を開繊した平坦な帯状の糸12を使用し、これに樹脂液26を付着して丸く成型し、貫通した穴3を形成し、そして外周面には細かいガラス球2,2・・を付着している。
(もっと読む)
繊維強化プラスチック構造体
【課題】 FRP構造体において、金属製インサートとFRP製インサートとの間で剥離が生じても、強固な締結状態が損なわれることを防止可能とする。
【解決手段】 繊維強化プラスチック構造体10は、コア部材12と、コア部材を覆う繊維強化プラスチック製の外皮部材18と、コア部材の外部から内部まで延設された棒状の部材であって、外部に露出した一端には、取付対象物に締結するための締結部が形成され、外部から内部に進むほど、軸線に垂直な断面積が拡大する抜け止め部が形成されている、金属製の第1インサート部材14と、第1インサート部材の抜け止め部と係合する係合部が形成されている、繊維強化プラスチック製の第2インサート部材16と、を備える。
(もっと読む)
繊維強化樹脂製の部材
【課題】軽量化を図りつつ、長手方向に延びる溝又は中空部を有する形状に形成された繊維強化樹脂製の部材の製作効率を高める。
【解決手段】バンパレインフォース10を構成する繊維製の単一の骨格材11は、炭素繊維製の複数本の第1繊維束19、炭素繊維製の複数本の繊維束20及びアラミド繊維製の複数本の第2繊維束21から構成されている。炭素繊維製の第1繊維束19は、底壁14を構成し、アラミド繊維製の第2繊維束21は、フランジ17,18を構成する。第1,2繊維束19,21の長さ方向は、バンパレインフォース10の長手方向に揃えられている。底壁14は、圧縮荷重を受けると見なされるバンパレインフォース10(骨格材11)における圧縮応力部である。フランジ17,18は、引っ張り荷重を受けると見なされるバンパレインフォース10(骨格材11)における引っ張り応力部である。
(もっと読む)
細長金属要素を備えるインパクトビーム
インパクトビーム(101、102、103)は、ポリマーマトリックス、好ましくはGMT、と、ワイヤ、コード、又は金属板のような少なくとも1つの細長金属要素を含む金属補強構造体(106)とを備えている。この細長金属要素は、3%よりも大きい破断時の塑性伸びを有している。 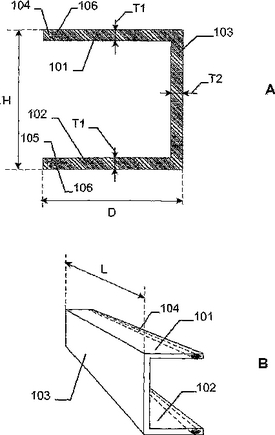 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]