
Fターム[4F205AH25]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 車両(←軽車両)部材 (364) | パネル(←コンソールボックス) (38)
Fターム[4F205AH25]に分類される特許
1 - 20 / 38
スラッシュ成形用樹脂粉末組成物
【課題】成形時に良好な溶融流動性を改善しながら強度に優れた成形体を与える、スラッシュ成形用樹脂粉末組成物を目的とする。
【解決手段】下記の(1)〜(3)のいずれかである樹脂粉末組成物(E)を含有するスラッシュ成形用樹脂粉末組成物である。(1)1分子中に酸性基(a)を1個以上有するポリマー(A)と1分子中に塩基性基(b)を1個以上有する含有ポリマー(B)を含有する樹脂粉末組成物(E1)。(2)上記ポリマー(A)と1分子中に塩基性基(b)を2個以上有する化合物(C)を含有する樹脂粉末組成物(E2)。(3)上記ポリマー(B)と1分子中に酸性基(a)を2個以上有する化合物(D)を含有する樹脂粉末組成物(E3)。
(もっと読む)
パウダースラッシュ成形装置のシール構造
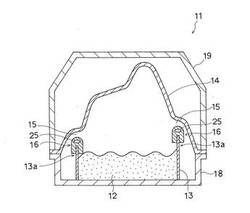
【課題】主に、簡単な構成で金型との間の隙間をなくすと共にシール力を均一化し得るようにする。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
(もっと読む)
粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体及び積層体
【課題】発泡ポリウレタン層が積層されていても長期間における使用や熱履歴などに対しても優れた寸法安定性を有する成形体を与える粉体成形用塩化ビニル樹脂組成物を提供する。
【解決手段】粉体成形用塩化ビニル樹脂組成物が、(a)塩化ビニル樹脂100質量部と、(b)ポリエステル系可塑剤及び/又はピロメリット酸エステル系可塑剤90〜180質量部を含有する。
(もっと読む)
スラッシュ成形用樹脂粉末組成物
【課題】スラッシュ成形時の低温溶融性に優れ、かつ常温・高温の使用環境下でのインストルメントパネルのエアバッグの展開性にも優れたスラッシュ成形用樹脂粉末組成物。
【解決手段】熱可塑性ポリウレタン樹脂(D)と添加剤(L)を含有し、(D)が、C数6〜12の直鎖脂肪族ジカルボン酸とC数6〜10の直鎖脂肪族ジオールからなるポリエステルジオール(A)、C数6〜12の直鎖脂肪族ジイソシアネート(B1)とC数5〜16の脂環族ジイソシアネート(B2)からなり(B1)と(B2)のモル比が97.5:2.5〜80:20であるジイソシアネート(B)、及びC数4〜10の直鎖脂肪族ジアミン(C1)とC数3〜14の脂環族ジアミン(C2)からなり(C1)と(C2)のモル比が99:1〜90:10であるジアミン(C)を反応させて得られ、(D)中のウレア基濃度が2.0〜3.5重量%であるスラッシュ成形用樹脂粉末組成物。
(もっと読む)
自動車内装材用樹脂成形品
【課題】スラッシュ成形時の低温溶融性に優れ、かつ常温・高温の使用環境下でのインストルメントパネルのエアバッグの展開性にも優れた自動車内装材用樹脂成形品を提供する。
【解決手段】熱可塑性ポリウレタン樹脂(D)と添加剤を含有する樹脂粉末組成物をスラッシュ成形して得られ、(D)が、炭素数6〜12の直鎖脂肪族ジカルボン酸と炭素数6〜10の直鎖脂肪族ジオールを反応させてなる融点が45〜65℃のポリエステルジオール(A)、炭素数6〜12の直鎖脂肪族ジイソシアネート(B1)と炭素数5〜16の脂環族ジイソシアネート(B2)からなり特定(B1)/(B2)モル比のジイソシアネート(B)、及び炭素数4〜10の直鎖脂肪族ジアミン(C1)と炭素数3〜14の脂環族ジアミン(C2)からなり特定(C1)/(C2)モル比のジアミン(C)を反応させて得られ、(D)中のウレア基濃度を規定した自動車内装材用樹脂成形品。
(もっと読む)
スラッシュ成形用熱溶融性組成物
1400μm以下の粒径を有するペレットおよび/または粉末の形態の熱溶融性組成物であって、約40〜約70重量%の選択的に水素化されたスチレン系ブロック共重合体(HSBC)と、約1〜約30重量%のブチレン単独重合体、ブチレン共重合体、またはブチレン単独重合体およびブチレン共重合体の組み合わせとを含み、HSBC(i)は、一般構成A−B−A、(A−B)n、(A−B−A)n、(A−B−A)nX、(A−B)nXもしくはこれらの混合物を有する直鎖状または分枝状の水素化されたブロック共重合体であって、式中、nは2〜約30の整数であり、Xはカップリング剤残基であり、かつ:a)水素化の前には、各Aブロックはモノアルケニルアレーンポリマーブロックであり、各Bブロックは、少なくとも1つの共役ジエンおよび少なくとも1つのモノアルケニルアレーンの分布が制御された共重合体ブロックであり;b)水素化の後は、約0〜10%のアレーン二重結合が還元されており、かつ少なくとも約90%の共役ジエン二重結合が還元されており;c)各Aブロックは約5.0〜約7.5kg/molの数平均分子量を有し、直鎖状HSBCは約70〜約150kg/molの全見かけ数平均分子量を有し、分枝状HSBCは、アーム1本あたり約35〜約75kg/molの全見かけ数平均分子量を有し、d)各Bブロックは、共役ジエン単位に富むAブロックに隣接した末端領域、およびモノアルケニルアレーン単位に富むAブロックに隣接していない1以上の領域を含み;e)水素化されたブロック共重合体中のモノアルケニルアレーンの全量は約20〜約45重量%であり;f)各Bブロック中のモノアルケニルアレーンの重量%は約10〜約40重量%であり;g)各Bブロックは、10%未満のスチレンブロック性指数を有し;かつh)各Bブロック中のビニルの重量%は少なくとも約40重量%である、熱溶融性組成物。 (もっと読む)
粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体及び積層体
【課題】可塑剤を多量に含有せず、発泡ポリウレタン層が積層されていても耐熱老化性が良好で、耐フォギング性が高い成形体を与える粉体成形用塩化ビニル樹脂組成物の提供。
【解決手段】粉体成形用塩化ビニル樹脂組成物が、(a)塩化ビニル樹脂100質量部、(b)可塑剤70〜130質量部及び(c)(3)を含む3種のグリシジルエーテル化合物いずれか1つが0.05〜12質量部を配合してなる。グリシジルエーテル化合物の代表例は下式の通り。
(R4〜R7は、いずれも独立して水素原子、水酸基又は炭素数1〜6のアルキル基である。mは1〜20の整数である。nは1〜20の整数である。)
(もっと読む)
粉体成形用塩化ビニル樹脂組成物、塩化ビニル樹脂成形体及び積層体
【課題】可塑剤を多量に含有せず、発泡ポリウレタン層が積層されていても耐熱老化性が良好な成形体を与える粉体成形用塩化ビニル樹脂組成物を提供する。
【解決手段】粉体成形用塩化ビニル樹脂組成物が、(a)塩化ビニル樹脂100質量部、(b)可塑剤70〜130質量部及び(c)炭素数7以上のハロゲン化アルキル化合物0.05〜12質量部を配合してなる。
(もっと読む)
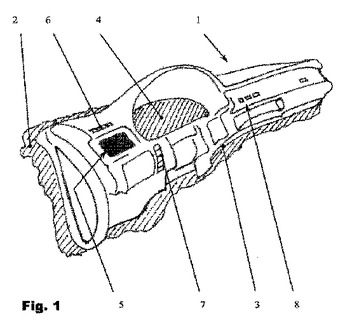
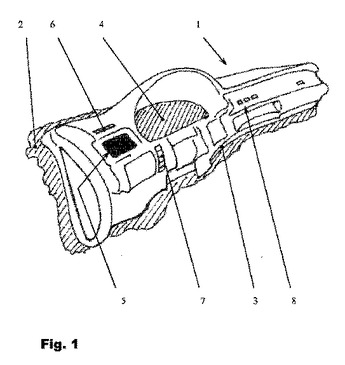
物品の表面構造

【課題】物品の表面にしっとりとした触感を持たせる。
【解決手段】内装品1は複数の凸曲面2を備え、この凸曲面2の表面に微細な突起3を複数均一に設ける。この突起3は、以下の(1)〜(3)の条件を満たしている。
(1) 突起3の高さHが5μm以上、32μm以下
(2) 突起3の高さHと突起3相互の間隔Pとの比H/Pが1/5から1/2の範囲、または突起3の高さHと突起3相互間に形成される凹部3相互の間隔Wとの比H/Wが1/5から1/2の範囲
(3) 突起3相互の間隔Pと凹部5相互の間隔Wとが同一(P=W)
(もっと読む)
スラッシュ成形方法用の粉末状熱可塑性ポリオレフィンエラストマー組成物
本発明は、(i)オレフィンブロックコポリマー、又は(ii)実質的に線状のエチレンポリマー及び/又は線状のエチレンポリマーとプロピレンポリマーとのブレンドを含む粉末状の熱可塑性ポリオレフィンエラストマー組成物に関する。前記組成物は、周囲温度で良好な粉砕及び流動特性を示す。別の実施態様において、本発明は、前記熱可塑性ポリオレフィンエラストマー粉末の製造方法及び前記粉末を使用するための用途に関する。別の実施態様において、本発明は、前記熱可塑性ポリオレフィンエラストマー組成物を、表皮材、特に自動車の内装用途、例えばインストルメントパネルなどのための表皮材にスラッシュ成形することに関する。 (もっと読む)
エラストマースキンの製造方法およびその方法によって得られたスキン
【課題】エラストマースキン(1)の製造方法を提供する。
【解決手段】少なくとも1つの第1のスキン形成組成物(2)の液滴をモールド表面上に適用して、その上に第1のスキン形成組成物の層を形成し、1つ以上の第2のスキン形成組成物(4)を前記第1のスキン形成組成物(2)の層の裏面上に少なく部分的に適用して、スキン(1)を得る。色違いの第1のスキン形成材料と第2のスキン形成材料を用いる場合に特別な外観を得るために、あるいはスキン(1)の全体の物理的性質について第1のスキン形成組成物(2)の作用を減少させるために、第1のスキン形成組成物(2)の液滴をモールド表面上に適用し、融合させて、複数の隙間(3)を含む第1のスキン形成組成物の非連続層を形成することができる。第2のスキン形成組成物(4)は、第1のスキン形成組成物(2)の裏面上にだけでなくこれらの隙間(3)にも適用される。第1のスキン形成組成物は、好ましくは、第2のスキン形成組成物によって相互接続されるモールド表面上に島を形成する。
(もっと読む)
調整可能な触感を有する成形用変性ウレタン
【課題】低温エアバッグ試験において良好に機能し、望ましい触感を有するスラッシュ成形用高分子組成物を提供する。
【解決手段】高分子組成物であって:a)50〜99重量%のウレタンエラストマー;b)0.1〜15重量%のプロピレン共重合体;c)0.1〜25重量%のオレフィン変性された熱可塑性物質;及び、d)0.1〜30重量%のオレフィンブロック共重合体;を含み、スラッシュ成形可能であり、かつ、真空形成可能である高分子組成物。ブロック長さの分布が変動してもよいオレフィンブロック共重合体(OBC)を含む変性剤。OBCが組成物全体の0.1%〜30%の量で存在する。高分子組成物の触感が変性剤の量を調節することにより調整可能である。
(もっと読む)
スラッシュ成形用樹脂粉末組成物
【課題】本発明が解決しようとする課題は、太陽光による蓄熱性が少なく、さらに熱による色への影響が少ない表皮を提供する樹脂粉末組成物を得ることである。
【解決手段】熱可塑性樹脂粉末(A)、及び赤外線透過性着色剤(B)を含有することを特徴とするスラッシュ成形用樹脂粉末組成物(S)。赤外線透過性着色剤(B)が、アゾメチン系着色剤を含有することが好ましく、スラッシュ成形用性樹脂粉末組成物(S)の重量に基づいて、赤外線透過性着色剤(B)の含有量が0.5〜5重量%であることが好ましい。
(もっと読む)
パウダースラッシュ成形装置用金型構造
【課題】主に、断熱部を容易に設置することができるようにすると共に、樹脂粉体による金型の汚れを防止し得るようにする。
【解決手段】加熱した金型24に、樹脂粉体22を収容可能な粉体容器23を取り付けて回転させることにより、金型24の内面に、樹脂粉体22を溶融、付着させて、樹脂成形品25を成形可能なパウダースラッシュ成形装置21に用いられる上記金型24であって、金型24が、その内面に、樹脂粉体22を付着可能な粉体付着部31と、樹脂粉体22が付着されない粉体非付着部32と有するパウダースラッシュ成形装置用金型構造に対し、粉体付着部31と、粉体非付着部32との境界部分41に、断熱部42を設け、断熱部42が、境界部分41に沿って延びる凹溝形状部分43と、凹溝形状部分43に対して嵌着可能な索状の断熱部材44とを有するようにしている。
(もっと読む)
粉体成形用塩化ビニル系樹脂組成物、塩化ビニル系樹脂成形体及び積層体
【課題】発泡ウレタン樹脂成形体に対する優れた接着性及び高い脱型性を有する塩化ビニル系樹脂成形体を与える粉体成形用塩化ビニル系樹脂組成物を提供する。
【解決手段】粉体成形用塩化ビニル系樹脂組成物が、(A)塩化ビニル系樹脂100質量部、(B)グリセリン0.3〜5質量部、(C)可塑剤、並びに(D)水酸基を有する飽和脂肪酸及び/又は金属石鹸を含有する。
(もっと読む)
条導体を備えたプラスチック表皮材
導電性材料とプラスチック表皮材のプラスチック材料の混合物からなる領域がプラスチック表皮材内に配置されている、コーティングされた物品の表面被覆材としての単層または多層のプラスチック表皮材。
 (もっと読む)
(もっと読む)
電界発光素子を備えたプラスチック表皮材
埋め込まれた面状の電界発光素子を有し、この電界発光素子5、6、7、8の外側の機能層または支持体層が、成形表皮材の粉末状プラスチック材料とほぼ同じプラスチック材料から製造され、まだ完全に硬化および冷却されていない成形表皮材に取付けられる、オフツールの成形表皮材1を製造するための方法。
 (もっと読む)
(もっと読む)
成形皮膜を生成する方法およびそのための型構成
各皮膜が型(1)の型表面(2)に対して成形され、互いに皮膜の形状が異なる可撓性のある成形プラスチック皮膜(9、24、27、34)を製造する方法であって、型自体により提供される第1の型表面を使用することにより、または第1の型表面の一部だけを覆う1つまたは複数の型挿入物を上記型表面上に置くことにより第1の型表面を変え、それにより別の第2の型表面を提供することにより、成形される皮膜の形状に適合する型表面(2)を提供するステップと、提供される型表面(2)により整った形にされるプラスチック配合物を適用するステップと、型表面(2)に適用されるプラスチック配合物を整った形にするステップと、実効型表面(2)から成形皮膜(9)を取り外すステップと、を含む方法。使用される少なくとも1つの型挿入物(7)は可撓性があり、一方では型挿入物(7)は、型挿入物自体の型表面と隣り合う挿入物の側面が、隣接する型表面に角を形成して配置される第1の型表面の壁に対して、具体的にはプラスチック配合物を成形するために使用される挿入物の少なくともそれらの断片で直立する壁に対して接するという点で第1の型表面上に配置される。各皮膜が型の型表面に対して成形され、互いに皮膜の形状が異なる可撓性のある成形プラスチック皮膜(9)を成形するための型構成であって、構成は、第1の型表面を有する基礎型、および第1の型表面上に配置され、かつ第1の型表面の一部だけを覆う1つまたは複数の型挿入物を含む型構成。少なくとも1つの型挿入物が可撓性の性質があり、第1の型表面が、隣接する型表面に角を形成して、具体的には型挿入物の第1の型表面から直立して配置される1つまたは複数の壁を持ち、型挿入物が、プラスチック配合物を成形するために使用される挿入物の少なくともそれらの断片でそのような壁に対して型挿入物自体の型表面と隣り合う型挿入物の側面と接する。 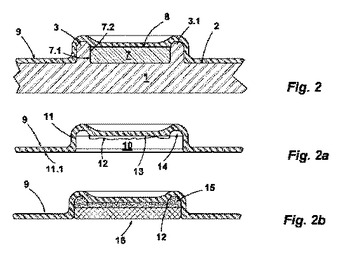 (もっと読む)
(もっと読む)
パウダースラッシュ成形装置用型構造
【課題】主に、樹脂成形品をパウダースラッシュ成形型から容易且つ効率的に脱型させ得るようにする。
【解決手段】加熱されたパウダースラッシュ成形型2に樹脂パウダーを供給することにより、パウダースラッシュ成形型2に樹脂パウダーを溶融付着させて樹脂成形品3を成形可能とすると共に、冷却固化された樹脂成形品3をパウダースラッシュ成形型2から引き剥がすことにより、脱型を行わせ得るよう構成されたパウダースラッシュ成形装置用型構造であって、樹脂成形品3の不要部位8に対応するパウダースラッシュ成形型2の不要部位成形部分9に、樹脂成形品3を部分的に剥離させるための剥離用エア11を吹出可能な剥離用エア吹出部12を設けると共に、剥離用エア吹出部12に対して、剥離用エア11を供給可能なエア供給回路部13を設けるようにしている。
(もっと読む)
スラッシュ成形用樹脂粉末、この製造方法及び成形体
【課題】
高温の使用環境下でもエアバックが正常に開裂することができるスラッシュ成形用樹脂粉末を提供することである。
【解決手段】
熱可塑性ポリウレタン樹脂(A)と可塑剤(B)とを含有してなるスラッシュ成型用樹脂粉末であって、
可塑剤(B)の含有量が熱可塑性ポリウレタン樹脂(A)と可塑剤(B)との合計重量に対して5〜20重量%であり、
スラッシュ成型用樹脂粉末一粒中の可塑剤(B)の濃度が均一であり、
スラッシュ成形用樹脂粉末からスラッシュ成形されたシートについて、加圧融着試験法で切り目が融着しないことを特徴とするスラッシュ成形用樹脂粉末を用いる。
(もっと読む)
1 - 20 / 38
[ Back to top ]