
Fターム[4F205AH33]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 電気電子装置(←電子部品) (371)
Fターム[4F205AH33]の下位に属するFターム
送配電(←プラグ、コネクタ) (2)
プリント配線基板(←銅張積層板) (76)
封入電子部品(←ICカード) (2)
磁気テープ、磁気ディスク、磁気カード (4)
音響機器(←拡声器コーン) (1)
通信機器(←アンテナ)
電気電子装置用のパネル、ケース (2)
Fターム[4F205AH33]に分類される特許
1 - 20 / 284
電子写真装置用クリーニングブレード及びその製造方法
【課題】 球形(真球状、異形状)で、かつ、小粒径の重合法トナーを使用した場合であっても、耐摩耗性とクリーニング性(特に低温低湿下でのクリーニング性)を両立できる電子写真装置用クリーニングブレードを提供すること。
【解決手段】 弾性ゴム部材及び支持部材を有する電子写真装置用クリーニングブレードであって、前記弾性ゴム部材は、エッジ層及びベース層からなる2層構造を有し、前記エッジ層は、23℃におけるJIS A 硬さが65〜72°であり、反発弾性が37〜60%であり、かつ、23℃における200%モジュラスが3〜8MPaであるポリウレタンからなり、前記ベース層は、23℃におけるJIS A 硬さが65〜70°であり、かつ、反発弾性が5〜30%であるポリウレタンからなる電子写真装置用クリーニングブレード。
(もっと読む)
ポリイミドフィルム及びそれを用いた積層体、並びにフレキシブル薄膜系太陽電池
【課題】
平均線膨張係数が比較的小さく、高温の熱処理に耐えられる、無機金属や半導体との積層に特に好適なポリイミドフィルムおよびその製造方法を提供する。
【解決手段】
芳香族テトラカルボン酸二無水物と芳香族ジアミンから得られる自己支持性フィルムを延伸し、イミド化してなるポリイミドフィルムであって、50℃〜200℃における平均線膨張係数(α1)が正の値であり、かつ350℃〜450℃における平均線膨張係数(α2)との比α2/α1の値が1.4以下の値を示すポリイミドフィルム。
(もっと読む)
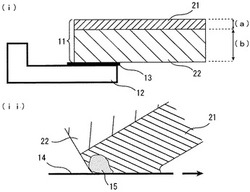
無端ベルトおよびその製造方法ならびに無端ベルト形成用金型

【課題】機械的強度が良好であり、画像形成装置に用いた場合に良好な画像を得ることが可能な無端ベルト、上記無端ベルトの製造に適した製造方法、上記無端ベルトの製造方法に適した金型を提供する。
【解決手段】無端ベルト1は、筒状に形成された樹脂製の基層10を有している。基層10は、繋ぎ目のない状態で形成されており、一方の筒開口側10aから他方の筒開口側10bにわたって筒外方に線状に突出する突出部11を有している。基層10は、金属板材2を接合することによって筒状に形成された筒状金型3の外周面に、基層10を形成するための液状の基層形成材料を塗工する工程を経て形成することができる。突出部11表面の最大高さうねりWzは、1mm以下であることが好ましい。突出部11は、筒軸線方向と交差する方向に形成することができる。
(もっと読む)
シリコーン樹脂シート、その製造方法、封止シートおよび発光ダイオード装置
【課題】第1層および第2層の間における界面剥離が有効に抑制されたシリコーン樹脂シート、その製造方法、シリコーン樹脂シートからなる封止シート、および、それにより発光ダイオード素子が封止された発光ダイオード装置を提供すること。
【解決手段】第1のオルガノポリシロキサンと、第2のオルガノポリシロキサンとを含有する第1のシリコーン樹脂組成物を塗布して、第1塗布層2を形成し、第1のオルガノポリシロキサンと第2のオルガノポリシロキサンとを、転化率が5〜40%となるように、反応させて、第1塗布層2から前駆体層3を形成し、前駆体層3の上面に、第3のオルガノポリシロキサンと、第4のオルガノポリシロキサンと、ヒドロシリル化触媒と、硬化遅延剤とを含有する第2のシリコーン樹脂組成物を塗布して、第2層4を形成して、シリコーン樹脂シート1を製造する。
(もっと読む)
多孔質ポリイミド被膜並びにその製造方法及び多孔質ポリイミド被膜組成物
【課題】力学的特性、耐熱性に優れ、かつ良好な潤滑油含浸性を有するポリイミド被膜並びにその製造方法、さらにはこの被膜に潤滑油を含浸してなるポリイミド被膜組成物を提供する。
【解決手段】基体表面に形成された多孔質ポリイミド被膜であって、多孔質ポリイミドが以下の1)〜3)の特性をすべて有することを特徴とする多孔質ポリイミド被膜。
1)ポリイミドのTg(ガラス転移温度)が200℃以上である。
2)ポリイミド被膜の気孔率が30〜80%である。
3)明細書記載の方法で測定された液体含浸速度が25分以下である。
(もっと読む)
ポリイミドベルト製造方法
【課題】1種類の塗工液で、抵抗が異なる複数層を積層したポリイミドベルトの製造方法の提供。
【解決手段】複数層構造を有するポリイミドベルト製造方法において、(1)導電剤を分散させたポリイミド前駆体溶液で、金型へ塗布・流延を行う第1層目塗布工程と、塗膜に含まれる溶媒を除去する第1層目乾燥工程と、塗膜をイミド化する第1層目焼成工程とを有し、(2)第1層目作製工程の後に、第2層目作製工程を有し、(3)第2層目作製工程は、第1層目と同じポリイミド前駆体溶液で、第1層目のポリイミド層の上に塗布・流延を行い、乾燥、イミド化する工程を有し、(4)第1層目乾燥工程と第2層目乾燥工程の最高温度が異なり、(5)さらにそれ以上に第n層まで作製する際には、同様に、第1層目と同じポリイミド前駆体溶液で、塗布・流延を行い、乾燥、イミド化する工程を有し、第n層目乾燥工程と、第n−1層目乾燥工程の最高温度も異なる。
(もっと読む)
繊維強化基材
【課題】面内方向において等方性であり、かつハンドリング性、賦型性に優れた炭素繊維樹脂複合基材を提供する。
【解決手段】繊維長5mm以上100mm以下の炭素繊維6と熱可塑性樹脂とから構成され、炭素繊維が熱可塑性樹脂によって溶着された面状体であり、空孔率が5%以上70%未満であり、熱可塑性樹脂の存在量が、炭素繊維100重量部に対し、50〜1000重量部である複合基材。
(もっと読む)
有機繊維ランダムマット及びこれを用いた繊維複合材料
【課題】特に耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維長5〜300mmの有機強化繊維と、マトリクス樹脂となる熱可塑性樹脂とを含み、有機強化繊維は、目付けが25〜3000g/m2であり、繊度100〜10000dtexの有機強化繊維束(A)と繊度100dtex未満の有機強化繊維(B)とから構成され、該有機強化繊維束(A)の有機強化繊維全量に対する割合が25Vol%以上90Vol%未満であるランダムマット。
(もっと読む)
ランダムマット基材からの成形体の製造方法
【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
芯体、管状体の製造方法
【課題】芯体に塗布された樹脂溶液を加熱することで発生する収縮によるしわと、当該溶液を加熱することで発生するガスによる膨れと、を抑制する。
【解決手段】外周面に塗布された樹脂溶液が加熱により硬化されて管状体が製造される円筒状又は円柱状の芯体本体と、前記芯体本体の軸方向中央部を含む前記外周面に形成された離型層と、前記芯体本体の軸方向一端部及び他端部のそれぞれにおいて前記外周面の周方向に沿って断続的に複数形成され、当該一端部及び他端部のそれぞれにおける前記芯体本体の周方向の全周において当該芯体本体の軸方向のいずれかの箇所に存在し、前記離型層よりも離型性が低下した低下部分と、を備える。
(もっと読む)
無端状ベルトの製造方法
【課題】第1塗膜を形成し乾燥させ、その上に第2塗膜を形成し乾燥させる工程を経て製造される無端状ベルトの製造方法において、無端状ベルトの内層側の表面抵抗率が各部において異なるのを抑制する。
【解決手段】ポリイミド前駆体と導電粒子が含まれる溶液を芯材の周面に塗布して第1塗膜を形成し、次いで第1塗膜を乾燥させ、次いで乾燥させられた第1塗膜の上にポリイミド前駆体と導電粒子が含まれる溶液を塗布して第2塗膜を形成し、次いで第2塗膜を乾燥させ、次いでポリイミド前駆体がイミド化するように第1塗膜および第2塗膜を加熱し、次いで第1塗膜および第2塗膜を芯材から取り外すことで、2層構造の無端状ベルトを製造する。そして、第1塗膜を乾燥させるに際して、第1塗膜の残留溶媒量が各部において10%以上22%以下の範囲内に収まるようにする。
(もっと読む)
スラッシュ成形用樹脂粉末組成物
【課題】成形時に良好な溶融流動性を改善しながら強度に優れた成形体を与える、スラッシュ成形用樹脂粉末組成物を目的とする。
【解決手段】下記の(1)〜(3)のいずれかである樹脂粉末組成物(E)を含有するスラッシュ成形用樹脂粉末組成物である。(1)1分子中に酸性基(a)を1個以上有するポリマー(A)と1分子中に塩基性基(b)を1個以上有する含有ポリマー(B)を含有する樹脂粉末組成物(E1)。(2)上記ポリマー(A)と1分子中に塩基性基(b)を2個以上有する化合物(C)を含有する樹脂粉末組成物(E2)。(3)上記ポリマー(B)と1分子中に酸性基(a)を2個以上有する化合物(D)を含有する樹脂粉末組成物(E3)。
(もっと読む)
ポリフェニレンエーテルエーテルケトンの回転成形方法とその成形体
【課題】回転成形時に気泡の発生が極めて少なく、表面平滑性や厚肉の均一性、機械物性に優れた成形体を得ることが可能なポリフェニレンエーテルエーテルケトンの回転成形方法、およびその回転成形体を提供すること。
【解決手段】特定構造を有する環状ポリフェニレンエーテルエーテルケトンを含む環状ポリフェニレンエーテルエーテルケトン組成物を金型内で、回転しながら開環重合することを特徴とする回転成形方法。
(もっと読む)
シームレスベルトの製造方法およびシームレスベルト
【課題】簡便、安価な、耐熱性、屈曲性および機械強度に優れるシームレスベルトの製造方法を提供すること。
【解決手段】 本発明のシームレスベルトの製造法は、特定のエステル系ポリマーを有機溶媒に溶解させ、塗布液を調製する工程と、該塗布液を基材に塗布し、乾燥させる工程とを含む。好ましい実施形態においては、前記基材が円筒状金型であり、上記製造方法は該円筒状金型の内面に前記塗布液を塗布することを含む。好ましい実施形態においては、前記塗布液を乾燥させる際の乾燥温度が、80℃〜200℃である。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
FRP構造体の製造方法及び製造装置
【課題】製造時間の大幅な短縮を可能にするとともに、樹脂の未含浸やボイド等のない高品質のFRP構造体を製造することができるFRP構造体の製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRP構造体の製造方法であって、被成形体2の成形範囲全体に複数の脱気部9と複数の樹脂供給部10とを所定間隔で交互に略平行に配置し、複数の脱気部9より同時に脱気することにより、複数の樹脂供給部10より同時に樹脂を供給して樹脂含浸を一気に進行させて成形する。
(もっと読む)
シート状伸長性有機基材
【課題】 伸長性を有するとともに、伸長させても形状が変化しにくい部位を有し、該部位に他の部材を容易に保持、固定できるシート状伸長性基材を提供する。
【解決手段】 本発明のシート状伸長性有機基材において、易伸長性ポリマー母材中に中実難伸長性ポリマー部が部分的に且つ一体的に形成されている。易伸長性ポリマー母材中に中実難伸長性ポリマー部が少なくとも一方の表面に露出した状態で又は露出していない状態で部分的に形成されていてもよい。中実難伸長性ポリマー部の表面形状、又は中実難伸長性ポリマー部のシート状伸長性有機基材表面を投影面としたときの投影形状は、略円形、略多角形、無定形、又は文字、記号若しくは数字を表す形状の何れであってもよい。
(もっと読む)
シート状有機基材の製造方法
【課題】 全体としてある物性を有するとともに、前記物性とは異なる物性(特に、相反する物性)を有する部位が部分的に且つ一体的に形成されているシート状有機基材を効率よく製造する。
【解決手段】 下記の工程を具備することを特徴とするシート状有機基材の製造方法。
工程A:支持体上に、ポリマー母材(A)を構成するポリマー(a)の液状前駆体、前記ポリマー(a)を含む溶液若しくは分散液、又は前記ポリマー(a)単体によりポリマー母材形成用材料層を形成する工程
工程B:前記ポリマー母材形成用材料層の所定部位に、構造部(B)形成用材料を配する工程、
工程C:構造部(B)形成用材料を所定部位に配したポリマー母材形成用材料層に対して、反応、溶媒の乾燥除去処理、及び溶融・冷却処理から選択された少なくとも1つの処理を施す。
(もっと読む)
スラッシュ成形用樹脂粉末組成物
【課題】成形時に良好な溶融流動性を改善しながら強度に優れた成形体を与える、スラッシュ成形用樹脂粉末組成物を提供する。
【解決手段】下記一般式(1)であらわされる構造単位(x)を有するアクリル樹脂(A11)及びウレタン構造を有する単位(y)を有するアクリル樹脂(A12)を含有してなる混合アクリル樹脂(A1)又は一分子内に構造単位(x)及び(y)を有するアクリル樹脂(A2)及び添加剤(B)を含有するスラッシュ成形用樹脂粉末組成物である。
(1)[n=3又は4]
(もっと読む)
管状体の製造方法
【課題】製造される管状体の軸方向における表面抵抗のむらを低減できる製造方法を提供する。
【解決手段】芯体をその軸方向を水平にして回転させながら、その回転する芯体の表面に樹脂溶液を塗布して塗膜を形成する塗布工程と、前記塗膜の乾燥速度が飽和する飽和風量で前記芯体へ送風して塗膜を乾燥させる乾燥工程と、前記乾燥工程で乾燥された塗膜を芯体から脱型する脱型工程と、を備える。
(もっと読む)
1 - 20 / 284
[ Back to top ]