
Fターム[4F205AH56]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 箱状容器(←コンテナ、パレット) (6)
Fターム[4F205AH56]に分類される特許
1 - 6 / 6
ポリイミド樹脂成形体の製造方法およびポリアミック酸フィルム
【課題】寸法安定性が高く、厚みの小さいポリイミド樹脂の成形体を容易に製造することができる方法を提供する。
【解決手段】引張弾性率が900〜1500MPa、かつ伸びが30〜60%のポリアミック酸フィルムを、成形型にセットし、イミド化する、ポリイミド樹脂成形体の製造方法である。当該ポリアミック酸フィルムは、支持体上にポリアミック酸の溶液を塗布し、残存溶媒量が5〜18質量%となるまで乾燥したものであることが好ましい。当該製造方法によって得られるポリイミド樹脂成形体の好適な厚さは、10〜500μmである。
(もっと読む)
二重壁構造の角形容器およびその製造方法
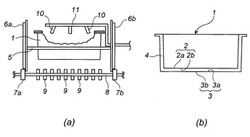
【課題】肉厚にむらのない製造方法による二重壁構造の角形容器を提供する。
【解決手段】成形用金型1を用いて回転成形法により成形する、二重壁構造の角形容器の製造方法であり、成形用金型の成形空間内に成形材料を投入後、前記成形用金型を内側から加熱しながら回転成形する第1成形工程と、前記成形用金型を外側から加熱しながら回転成形する第2成形工程とを有しており、前記第1成形工程の成形終了後に前記第2成形工程の成形を開始する、二重壁構造の角形容器の製造方法。
(もっと読む)
回転成形法による中空成形体の製造方法

【課題】耐薬品性等に優れ、かつ漏れ等が生じにくい緻密性の高い仕切板が設けられた中空成形体を回転成形法で製造する。
【解決手段】内部空間A1,A2,A3を仕切る仕切板3,4が設けられた中空成形体1を回転成形法により製造する方法であって、少なくとも表面全体に樹脂層3b,4bが設けられた仕切部材3,4を金型内に設置してその位置を固定した後、該金型を加熱して金型内に投入した粉末状の熱可塑性樹脂を加熱溶融させるとともに金型を回転させて、金型の内壁面に溶融した樹脂を付着させ、中空成形体の壁部2を形成するとともに、仕切部材表面の樹脂層と溶融した樹脂とを一体化させ、仕切部材からなる仕切板3,4と中空成形体の壁部2とを一体的に形成して内部に仕切板3,4が設けられた中空成形体1を成形することを特徴としている。
(もっと読む)
回転成形プロセスにおける加工添加剤としての第二級立体障害性アミンの使用
【課題】回転成形プロセスにおける加工添加剤としての第二級立体障害性アミンの使用。
【解決手段】本発明は回転成形プロセスにおける加工添加剤としての第二級立体障害性アミンの使用に関する。これら添加剤は、溶融プロセスの段階中に、より高温方向へのより広範な温度範囲をもたらすので、プロセス安定性を高める。
(もっと読む)
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】回転成形金型6に、後工程の穿孔加工及びフレアー加工によって継手部3となり且つ該穿孔加工の際のチャック掴み部32を具えた樹脂ブロック30を保持せしめておき、回転成形の際に成形される容器胴部2と樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削加工によって樹脂ブロック30を筒体33に形成し、次にフレアー加工によって筒体の先端にフランジ35を形成する。
(もっと読む)
多層回転成形
本発明は回転成形で製造した多層品を開示し、これは、a)ポリオレフィン(PO)またはこれの混合物を40から100重量%および官能化ポリオレフィン(FPO)またはポリオレフィン以外の物(NPO)にグラフト化したブロック共重合体形態のPO(PO−g−NPO)を60から0重量%含んで成る組成物から作られたポリオレフィン(PO)が基になった層である層A、b)層AのPOとは異なるPOまたはNPOまたはこれらの混合物、場合によりFPOまたは(PO−g−NPO)を含んで成る層B、c)場合により、層Aの重合体とは異なりかつ層Bの重合体と同様または異なる重合体から作られていて層Aおよび/または層Bに隣接して位置しそしてこれが存在する時には層Aおよび/または層Bに対して良好な接着性を示しかつ層Aと層Bの混合物ではないことを特徴とする層Cを含んで成る。本発明は、また、そのような製品を製造する方法も開示する。 (もっと読む)
1 - 6 / 6
[ Back to top ]