
Fターム[4F205AK01]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 加熱冷却手段の具体的な特徴 (117) | 熱媒(←熱風)の特徴 (28)
Fターム[4F205AK01]に分類される特許
1 - 20 / 28
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
タンクの製造方法及び製造装置

【課題】内容器の外表面に補強繊維層を有するタンクを製造する際の、補強繊維層における樹脂への加熱方法を改善し、良好な性状を有する補強繊維層を形成することができる、タンクの製造方法及び製造装置を提供すること。
【解決手段】ライナー3の外表面に、樹脂11を含浸した繊維12を巻回し且つ樹脂12を熱硬化することで補強繊維層4を形成するタンクの製造方法において、ライナー3の内部にマイクロ波照射装置24を配置し、マイクロ波照射装置24によってライナー3の内部から樹脂11を加熱するようにした。
(もっと読む)
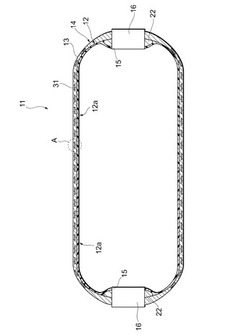
シームレスベルト成形方法およびシームレスベルト成形装置
【課題】シームレスベルト表面に気泡が形成されるのを抑制することができるシームレスベルト成形方法およびシームレスベルト成形装置を提供する。
【解決手段】複数のローラに架設した型ベルト1にテンションを加え、上記型ベルト1を回転駆動させながらシームレスベルトの樹脂材料を塗布して皮膜10を形成する。次に、上記型ベルト1を回転駆動させながら型ベルト1を加熱して、上記型ベルト1上の皮膜10を加熱固化する。次に、テンションを除去して、固化した皮膜を型ベルト1から剥離することで、シームレスベルトを成形する。
(もっと読む)
タンクの製造方法
【課題】タンクタンクの製造方法について、熱硬化性樹脂全体をより短時間で硬化することのできる技術を提供することを目的とする。
【解決手段】流体を内部に貯蔵するためのタンクの製造方法であって、(a)当該タンクの内殻をなすタンク本体の内部に電解質溶液を封入する工程と、(b)熱硬化性樹脂を含浸した繊維である樹脂含浸繊維であって、導電性を有する樹脂含浸繊維をタンク本体に巻き付ける工程と、前記電解質溶液が封入され、前記導電性を有する樹脂含浸繊維が巻き付けられたタンク本体を誘導加熱により加熱し、熱硬化性樹脂を硬化させる工程と、を備えるタンクの製造方法。
(もっと読む)
熱媒封入金型、及び遠心成形装置
【課題】誘導加熱される周壁部の軸方向、及び周方向の温度分布を均一にできる熱媒封入金型、及び遠心成形装置を提供する。
【解決手段】遠心成形装置1は、熱媒封入金型3と、互いに水平方向に隔たる位置で熱媒封入金型3を支持し熱媒封入金型3に回転力を伝達する一対のローラ109と、一対のローラ109の間に配置され熱媒封入金型3を誘導加熱する電磁誘導コイル113とを備える。熱媒封入金型3は、端部が開放した円筒形の周壁部5を有し、その端部を限界として周壁部5の軸方向に延び、かつ相互に等間隔で周壁部5の周方向に隔たる複数の密封チャンバ9を周壁部5に形成している。気液二相の熱媒が密封チャンバ9に封入されている。
(もっと読む)
テンタ装置及びテンタ装置内での異物除去方法並びに溶液製膜設備
【課題】フィルムの搬送を阻害する異物を除去してフィルムの搬送を安定させる。
【解決手段】ピンテンタ内のフィルムは、両側端部がピン72及びピンプレート73に担持された状態で搬送される。ピン72及びピンプレート73は、フィルムの担持が解放されると、ジェット風洗浄エリア83に送られる。ジェット風洗浄エリア83では、ピン72及びピンプレート73はチャンバ202内で覆われる。チャンバ202内では、ピン72及びピンプレート73に対してジェット風が吹き付けられる。このジェット風の吹き付けによって、フィルムの添加剤が液化又は固化したものやピン72をフィルムに差し込んだときに出る打ち抜きカスなどを含む異物がピン72及びピンプレート73から除去される。異物は吸引ノズルを介してチャンバ202外に排出される。
(もっと読む)
高圧タンクの製造装置並びに製造方法
【課題】金属ライナーに樹脂含浸繊維を巻き付ける際に、ライナーの両端部のドーム部において、繊維の横すべりが生じにくく、理想的な軌道に近い軌道で巻き付けることができる新しい高圧タンクの製造方法を提供する。
【解決手段】樹脂含浸繊維を金属ライナー1の外面にフープ巻きとヘルカル巻きとを交互に繰り返しながら複数回巻き付ける巻き付け工程を含み、この巻き付け工程の過程で、金属ライナー1の外方に配置した外部加熱装置4により、巻き付けられる樹脂含浸繊維を順次加熱硬化させるようにし、金属ライナー1のドーム部1bに向けて配置した冷却装置5により、ドーム部1bの樹脂含浸繊維を冷却して樹脂の粘度低下を遅らせるようにし、樹脂含浸繊維の横すべりを抑えるようにした。
(もっと読む)
複合容器の製造方法
【課題】 複合容器の効率的な製造方法を提供する。
【解決手段】 容器を形作るライナー1を回転させつつ、繰出装置17から、熱硬化性の樹脂が予め含浸された繊維Fを繰り出させることで、ライナー1に繊維Fを巻付ける。この際、ヒータ22により、ライナー1の内部から加熱することで、前記繊維Fに含浸された樹脂をライナー1の表面に近い側から離れる側に向けて徐々に硬化させ、この硬化に伴って前記樹脂を発熱させる。前記熱硬化性の樹脂配合物中には多官能性樹脂を配合するとよい。
(もっと読む)
ドープ調製方法及び装置並びに溶液製膜方法
【課題】ポリマーと溶媒とからなるドープを均一に加熱し、ドープの濃度や粘度を安定化させる。
【解決手段】熱交換器からなる第1加熱器56に熱媒体として、水蒸気53または水54のいずれかを通して、ドープを加熱する。ドープ流量に基づき単位面積当たりの熱交換量を求め、これに基づき用いる熱媒体を決定する。単位面積当たりの熱交換量が1(J/m2/s)以上のときに、水蒸気53によりドープを加熱する。単位面積当たりの熱交換量が1(J/m2/s)未満のときに、97℃以下の水54によりドープを加熱する。ドープが低流量のときに水蒸気による加熱を行うことがなくなる。ドレインが熱交換器に滞留するストール現象に起因するウォーターハンマの発生を抑えることができ、ドープを均一に加熱することができる。
(もっと読む)
フィルムの製造方法
【課題】従来よりも高いReを有しかつReに対してRthの値が低く、ヘイズ値が低い光学フィルムを製造する。
【解決手段】第1テンタ55において、平均温度が70(℃)以上115(℃)以下の範囲の気体中で、溶媒残留量が25重量%に達するまで湿潤フィルム54を延伸する。中間フィルム56を得る。第1テンタ55の平均温度が40(℃)以上90(℃)以下の範囲の気体中で、溶媒残留量が10重量%以上25重量%未満になるように中間フィルム56を乾燥する。中間フィルム56を第2テンタ57に搬送する。第2テンタ57において160(℃)以上195(℃)以下に温度設定された気体中で、溶媒残留量が10重量%に達した後の前記中間フィルム56を延伸する。フィルム52を得る。Rth/Reの値が低く、かつReの値が高く、ヘイズ値が低い光学フィルムを製造できる。
(もっと読む)
エア噴出ノズルおよびそれを用いたテンターオーブン
【課題】噴流の噴き出し方向が曲がらない、樹脂フィルム幅方向の伝熱効率の均一性が良好で、テンターオーブンに用いて好適なエア噴出ノズルを提供する。
【解決手段】一方向に搬送される樹脂フィルムに、空気を吹き付けるエア噴出ノズルであって、
前記エア噴出ノズルは、前記樹脂フィルム表面と対向する面に噴出孔を複数設けてあり、
前記噴出孔の配列は、樹脂フィルム搬送方向に直交する方向の複数の噴出孔から形成される列が、樹脂フィルム搬送方向に4列以上でかつ偶数列となるn列配列であり、
前記n列の孔列は、フィルム搬送方向上流側から1列目、2列目以後3、4、・・・・・n列目とし、2列目と3列目、・・・・・、n−2列目とn−1列目の間隔が、1列目と2列目、3列目と4列目、・・・・・、n−1列目とn列目の間隔より広いことを特徴とするエア噴出ノズル。
(もっと読む)
樹脂成型用金型および成型方法
【課題】金型面板に積層された樹脂を均一かつ短時間に熱処理温度まで加熱し、狭い熱処理温度範囲内に精度良く収めて熱処理を行い、熱処理終了後は速やかに成型体を冷却することができる金型および成型方法を提供する。
【解決手段】熱処理を要する樹脂の成型用金型であって、樹脂を積層する面板と、面板を支持する構造部材と、面板の温度調整手段とを備え、温度調整手段は、面板の裏面に配置されたパイプと、パイプに流通させる加熱用媒体および冷却用媒体と、加熱用媒体および冷却用媒体をそれぞれ保持する加熱用媒体タンクおよび冷却用媒体タンクと、加熱用媒体および冷却用媒体の流通を切り替える切替バルブとからなり、加熱用媒体タンクからパイプに加熱用媒体を流通させて加熱を行い、熱処理を行った後、切替バルブの切り替えによってパイプに流通させる媒体を切り替え、冷却用媒体タンクからパイプに冷却用媒体を流通させて冷却を行う。
(もっと読む)
FRP成形体の製造方法及び加熱装置
【課題】繊維強化プラスチック層の内層の高Vf化を抑制できるFRP成形体の製造方法及びそれに用いられる加熱装置を提供する。
【解決手段】FRP成形体の製造方法は、マンドレル10の周囲に樹脂含浸繊維層11を形成する工程(a)と、該樹脂含浸繊維層の厚さ方向に、外層側が高温で内層側が低温となる温度勾配を生じさせた状態で、樹脂含浸繊維層11を昇温させる工程(b)とを備える。また、加熱装置は、加熱炉30と、周囲に樹脂含浸繊維層11が形成されたマンドレル10を加熱炉内において支持する支持部32と、加熱炉内を加熱するヒータ31と、加熱炉内に配置されるマンドレル内に冷媒を循環させる冷媒循環機34とを備える。
(もっと読む)
二重壁構造の角形容器およびその製造方法
【課題】肉厚にむらのない製造方法による二重壁構造の角形容器を提供する。
【解決手段】成形用金型1を用いて回転成形法により成形する、二重壁構造の角形容器の製造方法であり、成形用金型の成形空間内に成形材料を投入後、前記成形用金型を内側から加熱しながら回転成形する第1成形工程と、前記成形用金型を外側から加熱しながら回転成形する第2成形工程とを有しており、前記第1成形工程の成形終了後に前記第2成形工程の成形を開始する、二重壁構造の角形容器の製造方法。
(もっと読む)
ブレード部材製造装置、回転成形体、および電子写真装置用ブレード
【課題】硬化時間が短い処方を成型する高サイクル成型に対しても、硬度や引張り強度、厚みのバラツキ無く、安定したブレード部材を成型できるブレード部材製造装置、回転成形体、および電子写真装置用ブレードを提供する。
【解決手段】本発明のブレード部材製造装置は、遠心成型金型20の一端側を加熱する固定ヒータ23を有する。固定ヒータ23で遠心成型金型20の一端側を加熱することにより、遠心成型金型20内の、一端側の雰囲気温度と他端側の雰囲気温度とが同等の温度となるようにする。
(もっと読む)
スラッシュ成形における加熱制御方法
【課題】簡易な制御方法によって、成形型を目標温度まで加熱する時間を効果的に短縮する加熱制御方法を提案することを目的とする。
【解決手段】温度制御された熱風を成形型2に供給して、成形型2を目標温度T1まで加熱するスラッシュ成形における加熱制御方法であって、成形型2を加熱炉20内に搬入した後に、バーナー26の加熱出力を最大に切り換えるフル加熱工程P1と、フル加熱工程P1に次いで、成形型2に供給された熱風の戻り温度T3が設定温度T2となるようにバーナー26の加熱出力を切り換え制御する通常加熱工程P2とを有するものである。
(もっと読む)
高剛性フィルムの製造方法
【課題】製造中のフィルムの割れ裂け等を、その高分子フィルム本来の特性を損なうことなく効果的に防止し、安定して高剛性フィルムを製造する方法の提供。
【解決手段】Tgが200℃以上、引張弾性率が300kg/mm2以上の高剛性フィルムを製造する方法であって、この高剛性フィルムを形成する高分子の溶液またはこの高分子の前駆体の溶液をフィルム状に成形し、自己支持性を有した段階でのフィルムの両端を連続して走行するピンシートまたはチャックに固定して加熱炉内を搬送することによりフィルムを製造するに際し、前記ピンシートまたはチャックに固定される部分のみを、前記加熱炉内の他の部分よりも高い温度で加熱する。
(もっと読む)
直接コーティング方法
本発明は、目的に合わせて設計した装置および均等の装置において当初は液状の物質から自動凝固フィルム形成物質を製造する方法に関する。本発明の方法は、前記装置の一部をなす不活性の連続的に前進しているキャリアを当初の物質(7、13)でコーティングすることからなる。計量装置(25)により、キャリアをコーティングする前記当初の物質の厚さを調整することが可能である。コーティングされたキャリアは物質層(23)を乾燥装置(30)に搬送する。乾燥した物質層は、キャリアから自動的に分離するかまたはそこから取り外される。前記方法により、当初の液状物質から材料厚さの変動を低く抑えながら自動凝固フィルム形成用ゼラチン状物質を製造できる。 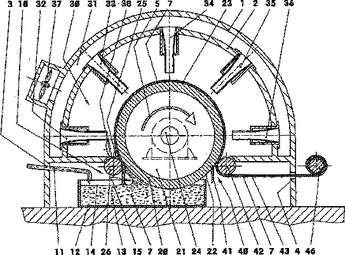 (もっと読む)
(もっと読む)
熱可塑性樹脂シートの製造装置ならびに製造方法
【課題】エンボスパターン2aを彫刻した賦型ロール2と挟圧部材3との間に、ダイ1から連続的に供給投入される溶融した熱可塑性樹脂からなるシート原反7を通過させて、賦型ロール2のエンボスパターン2aをシート原反7に転写しつつ、シート原反7を圧延冷却する熱可塑性樹脂シートの製造装置であって、転写精度を可及的に高めて、品質の高い熱可塑性樹脂シートを製造できるようにする。
【解決手段】賦型ロール2の外表面を加熱するための熱源5と、この熱源5からの放射熱を反射して賦型ロール2の外表面において転写領域8の転写開始位置8aの近傍を照射させて加熱する反射手段6とを含む。
(もっと読む)
高圧タンク及びその製造装置並びに高圧タンクの製造方法
【課題】大型の高圧タンクを低コストで製造可能とした高圧タンク、及びその製造装置、並びに高圧タンクの製造方法を提供する。
【解決手段】接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンク、及びその製造装置、並びに高圧タンクの製造方法において、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成する。
(もっと読む)
1 - 20 / 28
[ Back to top ]