
Fターム[4F205AP11]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 検出量又は監視量 (52) | 寸法(←長さ、大きさ、厚み等) (10)
Fターム[4F205AP11]に分類される特許
1 - 10 / 10
溶液製膜設備のバンド位置制御装置及び方法
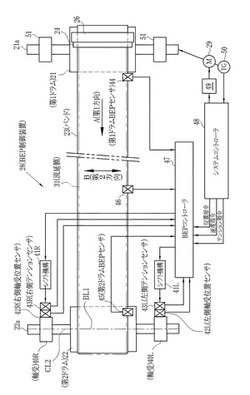
【課題】バンドの蛇行に起因するストレスを抑え、バンドの寿命を長くする。
【解決手段】第1ドラム21と第2ドラム22との間に駆け巡らしたバンド23を、モータ29により回転する。第2ドラムエッジセンサ45により、第2ドラム22近くでバンド23の一方のエッジ位置を第2方向において検出する。第2ドラムエッジ移動速度検出部により、第2ドラム22におけるエッジ移動速度Veを求める。エッジ移動速度Veが0となるように、第2ドラム位置指令制御器により、シフト機構41R,41Lを作動させる。エッジ移動速度Veに着目してこのエッジ移動速度Veが0となる方向に第2ドラム22の位置を制御する。第2ドラム22上でバンド23が第2方向へ移動することが抑えられる。バンド23へのストレスが少なくなり、バンド23の寿命が長くなる。
(もっと読む)
樹脂基複合材の製造方法

【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
フィラメントワインディングシステム、圧力容器の製造システム、圧力容器の製造方法
【課題】安定した繊維幅を有するプリプレグ繊維を連続して送り出す。
【解決手段】複数のプリプレグ繊維を並行するように搬送させ(S100)、次いで、送り出されたプリプレグ繊維の繊維幅を検知し(S102)、該繊維幅が予め定められた範囲内にあるか否かを判定し(S104)、必要であれば繊維幅を拡幅または収束するように調整し(S106)、ライナに向けて送り出す。圧力容器を作製する場合には、所定の繊維幅に調整されたプリプレグ繊維を、ライナに巻き付け(S108)、その後、樹脂を硬化させる(S110)。
(もっと読む)
略矩形状熱可塑性樹脂被覆FRP線条物の製造方法、及び同FRP線条物を用いたドロップ光ファイバケーブル
【課題】ドロップ光ケーブル用テンションメンバなどとして使用可能なFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】ライナ等の被巻回部材の周囲に繊維束を平滑に巻回できるようにする。
【解決手段】繊維給糸口81を、軸回りに相対回転する被巻回部材20の軸方向に相対移動させ、繊維給糸口81から繊維束70を給糸して被巻回部材20の周囲に巻回するフィラメントワインディングの際、被巻回部材20の周囲に既に巻回された繊維束70を検出し、該検出結果に基づき、当該繊維束70の次に巻回する繊維束70の位置を制御する。繊維束70を検出する繊維束検出部82は、例えば、既に巻回された繊維束70を色により識別して検出するもの、あるいは、既に巻回された繊維束70の側部が形成する段差70gを検出するものである。
(もっと読む)
ポリイミド系多層フィルムの製造方法
【課題】光干渉方式で、各層の厚みを正確に測定可能にすることにより多層フィルムおよびフィルム内各層の膜厚バラツキの少ない多層フィルムの製造方法を提供する。
【解決手段】ポリイミド樹脂を含有する多層フィルムの製造方法であって、(1)多層フィルムを製膜する工程、(2)該多層フィルムを別工程で焼成処理することでフィルムを変質させる工程、(3)該焼成フィルムの厚さ方向に光を照射して多重反射光のスペクトルから各層の膜厚寸法を算出する工程、(4)算出した膜厚寸法データを多層フィルムの製膜工程にフィードバックする工程、(5)多層フィルムの製膜工程において各層の膜厚調整操作を加える工程、を含むことを特徴とする、多層フィルムの製造方法。
(もっと読む)
多層ポリイミドフィルムの製法
【課題】製造途中でフィルム表層の厚みムラの発生を早期に見つけこの見つけた結果を利用して多層ダイスから基材層と表層のポリイミド前駆体溶液を支持体へ押出す際に、表層部分のポリイミド前駆体溶液の押出す量を均一になるよう制御することで表層の厚みムラ発生の防止を目的とする多層ポリイミドフィルムの製法の提供。
【解決手段】多層ポリイミドフィルムの製法であって、製造途中でフィルム表層の厚みムラをシュリーレン法およびシャドーグラフ法から選択される方法により測定し、表層部分のポリイミド前駆体溶液の押出す量を均一になるよう制御することを行う、多層ポリイミドフィルムの製法。
(もっと読む)
可撓性多層面状材料
繊維複合体の半製品から繊維強化樹脂組立体を形成する場合に、母材供給空間を形成する可撓性多層面状材料は、膜層(41)と、膜層上に積層された繊維層(42)と、繊維層(42)上に配置される空間保持層(43)とを有する多機能積層体(40)を有する。 (もっと読む)
溶液製膜方法
【課題】溶液製膜方法を用いて、効率良くフイルムをつくる。
【解決手段】流延ダイ81は、ドープ導入口120とドープ流出口121とポケット122とスリット123とを有する。流延ドープ51は、ポケット122とスリット123とを介して、ドープ流出口121から流延ドラムの周面に、50m/分以上の流延速度で流出する。流延ドラムの周面の流延ドープは流延膜となる。ポケット122の出口からドープ流出口121までの流延ドープ51のデボラ数Deを0.2以上2.7以下とする。
(もっと読む)
ポリマーフィルムの製造方法
【課題】支持体から流延膜を容易に剥ぎ取り、かつ光学特性に優れるフィルムを製造する。
【解決手段】ドープ製造設備10により溶媒及びセルロースアシレートを含む原料ドープに添加剤を投入して複数種の流延用ドープを調製する。この流延用ドープを流延バンド85上に流延ダイ89から共に流延して、基層と、基層の両面に接する支持体面層とエア面層とからなる流延膜70を形成した後、これを流延バンド85から剥ぎ取り湿潤フィルム75とする。そして、湿潤フィルム75を乾燥させてフィルム76を得る。酢化度が低くCaや脂肪酸の含有量が調整されたセルロースアシレートを用いて支持体面層を形成させるようにしたので、流延バンド85から流延膜70が剥ぎ取りやすい。また、スタティックミキサーにより原料ドープと添加剤とが均一に攪拌混合されたドープを用いるため、レタデーション値等の光学特性に優れるフィルム76を得ることができる。
(もっと読む)
1 - 10 / 10
[ Back to top ]