
Fターム[4F205GC04]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 被覆部位 (1,954) | 型の内面(凹面)に被覆して剥離 (278)
Fターム[4F205GC04]に分類される特許
201 - 220 / 278
二重層回転成形方法
【課題】回転成形によって製造された二重層物品。
【解決手段】(a)50〜100重量%のポリエチレン(PE)と50〜0重量%の官能化されたポリオレフィンとから成る組成物で作られた内側層と、(b)ポリエーテルエステル、飽和ポリエステル、ポリカーボネートまたはエチレン-酢酸ビニル(EVA)から選択され材料の外側層とから成り、2層間の接着が上記内側層の組成物によって行なわれる。
(もっと読む)
ポリエチレンを含む混合物から製造される単層回転成形物品
【課題】回転成形(rotomoulded)で得られる単層の物品。
【解決手段】この単層物品はポリエチレンと、官能化ポリオレフィンと、ポリエーテルエステル、飽和ポリエステル、ポリカーボネートまたはポリアミドの中から選択される一種または複数の他の成分とを混合したブレンドを用いて製造される。
(もっと読む)
発泡複合体及びその製造方法

【課題】
用途に応じて選択された、種々の表皮を有する発泡複合体を製造する方法を提供すること。
【解決手段】
発泡体コアと、発泡体コアを覆う表皮とを有する発泡複合体の製造方法であって、架橋剤を含む架橋性樹脂粉末(1)、熱可塑性樹脂粉末(2)、及び架橋剤及び発泡剤を含むポリオレフィン粒状体(3)を金型内に投入し、金型を回転しながら加熱することを特徴とする発泡複合体の製造方法。
(もっと読む)
表皮一体内装品

【課題】表皮端末部及び基材の両コーナー部から樹脂が漏れるのを防止した外観見栄えのよい表皮一体型の内装部品。
【解決手段】可撓性を有する表皮と剛性を有する基材との間に樹脂中間層が一体に成型され、表皮端末部表面が基材表面に接して樹脂中間層が漏れないように両者間がシールされている内装品であって、たとえば、表皮端末部30,31及び基材9の各々のコーナー部33,28に、シール面のインストルメントパネル表側近傍からシール面の奥側に向かって次第に広がる面取部35,29を互いに沿うように設けることを特徴とする。
(もっと読む)
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】容器胴部成形用の回転成形金型6に、後工程の切削加工によって継手部3となり且つ該切削加工の際のチャック掴み部32を具えたフッ素系樹脂ブロック30を保持せしめておき、回転成形の際に成形される胴部2と前記樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削刃にて樹脂ブロック30を切削して相手接続管部材5に対する継手部3を形成する。
(もっと読む)
樹脂成形品の処理方法及びその装置、並びに樹脂成形品
【課題】 乾燥効率を向上させて作業時間の短縮を図ることができ、樹脂の酸化に伴う劣化を抑制できる樹脂成形品の処理方法及びその装置、並びに樹脂成形品を提供する。
【解決手段】 製造炉1の金型2を100℃以上に加熱して回転させる加熱駆動装置10と、金型2に成形材料21を注入する投入装置20と、金型2と樹脂成形品33に過熱水蒸気をそれぞれ直接噴射して残留した溶剤22を乾燥させる乾燥処理装置30と、噴射された過熱水蒸気を排気する排気装置40とを用い、金型2を用いた遠心成形によりエンドレスの転写ベルトを製造する。加熱空気に比べて4〜10倍の熱量を有する過熱水蒸気を用いて溶剤22を乾燥させるので、溶剤22の乾燥効率が向上し、処理作業時間を大幅に短縮できる。
(もっと読む)
スラッシュ成形用粉体組成物
【課題】 耐候性、耐薬品性、接着性及び柔軟性に優れ、また、成形時の粉体流動性、溶融流動性、耐熱性および耐傷付性のバランスに優れたスラッシュ成形用粉体組成物を得る。
【解決手段】 所定のメタアクリル系重合体ブロック(a)15〜50重量%と、酸無水物基および/またはカルボキシル基を有する所定のアクリル系重合体ブロック(b)85〜50重量%とからなり、所定の分子量を有するアクリル系ブロック共重合体(A)と、1分子中に少なくとも1.1個以上のエポキシ基を有するアクリル系重合体(B)と、所定のコア・シェル型グラフト共重合体(C)とを含有する粒子径1〜1000μmの熱可塑性エラストマー組成物粉体(X)と、熱可塑性エラストマー組成物粉体(X)100重量部に対して、粒子径0.1〜30μmの無機粒子(Y)0.5〜20重量部とを混合してなるスラッシュ成形用粉体組成物とする。
(もっと読む)
スラッシュ成形用粉体組成物
【課題】 耐候性、耐薬品性、接着性、柔軟性、耐磨耗性、耐熱性および耐スクラッチ性のバランスに優れ、成形時の粉体流動性、粉体充填性および溶融流動性(成形性)に優れたスラッシュ成形用粉体組成物を得る。
【解決手段】 所定のメタアクリル系重合体ブロック(a)15〜50重量%と、酸無水物基および/またはカルボキシル基を有する所定のアクリル系重合体ブロック(b)85〜50重量%とからなり、所定の分子量を有するアクリル系ブロック共重合体(A)と、1分子中に少なくとも1.1個以上のエポキシ基を有するアクリル系重合体(B)と、所定の添加剤(C)からなる粒子径1〜1000μmの熱可塑性エラストマー組成物粉体(X)100重量部に対して、粒子径0.1〜30μmの無機粒子(Y)0.5〜20重量部を混合してなるスラッシュ成形用粉体組成物により達成される。
(もっと読む)
スラッシュ成形用粉体組成物
【課題】 耐候性、耐薬品性、接着性、柔軟性及び耐磨耗性を有し、成形時の粉体流動性、溶融流動性(成形性)、耐熱性およびスクラッチ性のバランスに優れたスラッシュ成形用粉体組成物を得る。
【解決手段】 所定のメタアクリル系重合体ブロック(a)15〜50重量%と、酸無水物基および/またはカルボキシル基を有する所定のアクリル系重合体ブロック(b)85〜50重量%とからなり、所定の分子量を有するアクリル系ブロック共重合体(A)と、1分子中に少なくとも1.1個以上の反応性官能基(C)を有するアクリル系重合体(B)とからなる粒子径1〜1000μmの熱可塑性エラストマー組成物粉体(X)100重量部に対して、粒子径0.1〜30μmの無機粒子(Y)0.5〜20重量部を外添してなるスラッシュ成形用粉体組成物により達成される。
(もっと読む)
シームレスベルトおよびその製造方法
【課題】 ポリアミド酸の加熱製膜工程を短時間で効率よく行い、かつカーボンブラックなどの導電性フィラーを多量に含有させた場合でも良好な可撓性を有するシームレスベルトを提供すること。
【解決手段】 ポリマー5〜30重量%と溶剤95〜70重量%とからなるポリアミド酸ワニスを用いて作製されるシームレスベルトにおいて、前記溶剤が、第1成分として沸点が200℃未満の非プロトン性溶剤から選ばれる少なくとも1種の化合物の10〜70重量%と、第2成分として沸点が200℃以上の非プロトン性溶剤から選ばれる少なくとも1種の化合物の90〜30重量%とを含有する混合溶剤であることを特徴とする。
(もっと読む)
パウダースラッシュ成形方法及び装置
【課題】インストルメントパネルの表皮材等の成形において、部分的な厚みのコントロールが容易に可能で、厚み偏差をなくし、助手席側は所定の肉厚を確保して、運転席側の肉厚を薄肉化でき、またブロッキングパウダーの除去作業を簡略化できるようにする。
【解決手段】金型10の開口側に対向して樹脂パウダーRを収容する材料箱20を固定しておき、この金型10と材料箱20を回転させて、材料箱20内の樹脂パウダーRを金型10に供給して内表面13に付着させて表皮成形品を成形する場合に、材料箱20の開口部22に金網30を付設しておいて、樹脂パウダーRの金型10内への落下供給を制限しながら成形する。
(もっと読む)
パウダースラッシュ成形用熱可塑性ポリウレタン材料
【課題】 成形物の偏肉を抑制することができるとともに、ピンホールを抑制することができるパウダースラッシュ成形用熱可塑性ポリウレタン材料を提供する。
【解決手段】 パウダースラッシュ成形用熱可塑性ポリウレタン材料は、熱可塑性ポリウレタンの粉体粒子よりなり、200〜500μmの粒子径を有する粉体粒子の割合が15〜65質量%であるとともに、JIS K7210に準じて測定されたメルトボリュームフローレイト(MVR)が20〜80(cm3/min)である。前記熱可塑性ポリウレタンの粉体粒子は、熱可塑性ポリウレタンを冷凍粉砕して得られるものであることが好ましい。また、前記200〜500μmの粒子径を有する粉体粒子以外の粉体粒子は、200μm未満の粒子径を有している。
(もっと読む)
スラッシュ成形体、その成形方法、及び自動車用内装品
【課題】 新規な内部構造を有し、吸音性及び制振性に優れたスラッシュ成形体を提供する。
【解決手段】 内部に空孔を有し該空孔中に外殻と独立に運動しうる無機微粒子を内包する鈴型マイクロカプセル及び/又は内部に空孔を有し該空孔中に磁性微粒子を疎水性有機溶媒に分散させた磁性流体を内包する鈴型マイクロカプセルを含有した樹脂パウダーを所定形状にパウダースラッシュ成形させたスラッシュ成形体。
(もっと読む)
ポリイミドベルトの製造方法
【課題】ベルトの表面凹凸、膨らみ、波打ち(周波)を防止することができるポリイミドベルトの製造方法を提供する。
【解決手段】ポリアミド酸を含有する溶液を加熱・乾燥して、ベルトとして保持できるまで硬化させた筒状の前駆体ベルトを得る工程と、前記前駆体ベルト内面に両端部の表面粗さ(Ra)が3.0μm以上である支持体を挿入し、前記前駆体ベルトを加熱によりイミド転化させる工程とを含むポリイミドベルトの製造方法。
(もっと読む)
ポリイミド無端ベルト及びその製造方法、並びに、画像形成装置
【課題】ポリイミド無端ベルト製造方法において、化学イミド化剤を気相にて作用させることで、焼成温度低減、・焼成時間短縮を実現すること。また、従来の高温での焼成のため発生するベルト表面のボイドなどの表面欠陥を低減しつつ、十分な強度などの特性を備える無端ベルトを得ること。また、ポリアミック酸溶液中に直接化学イミド化剤を添加しないことで、ポリアミック酸溶液の安定性を高め、工程信頼性の向上を図ること。
【解決手段】ポリイミド無端ベルト製造において、その前駆体であるポリアミック酸を円筒状基材上に塗布して、乾燥処理を行った後に、化学イミド化剤を気体にて作用させて焼成処理を行う。
(もっと読む)
光安定化コポリエーテルエステル組成物
二酸化チタン、酸化セリウムおよび酸化亜鉛から選択された少なくとも1種のナノ粒子状鉱物と少なくとも1種の有機紫外線安定剤とを含む紫外線安定化コポリエーテルエステル組成物。該組成物から成形された物品も開示される。 (もっと読む)
樹脂製表皮の製造方法
【課題】 最表皮層形成用の第1パウダーと裏面側層形成用の第2パウダーとを混合して表皮製造型に投入し、この表皮製造型により最表皮層と裏面側層とを積層状に一括的に成形することができる、樹脂製表皮の製造方法を提供する。
【解決手段】 最表皮層形成用の第1パウダー14の溶融時粘度が裏面側層形成用の第2パウダー15の溶融時粘度よりも低く、且つ第1パウダー14の平均粒径が第2パウダー15の平均粒径よりも小さくなるように設定し、第1,第2パウダー14,15を混合して表皮製造型11に投入して加熱し、この表皮製造型11によりその型面12側に最表皮層5が位置するように最表皮層5と裏面側層6とを積層状に一括的に成形する。
(もっと読む)
遠心力を用いる構造体の製造方法
独自の形態を有する様々な中空構造体が回転スピニング技術で製造された。金型をその軸の1つの周りに回転させると、溶解性溶液またはエマルジョンの相分離が充填された金型内に誘発された。相間の密度の相違は、遠心力下で金型の内部管腔に沈降をもたらした。沈降の後、またはその間に、相分離した粒子のゲル化は中空構造体の形態を固定し、溶媒は金型の中心に残る。溶媒を金型から除去してコーティングまたは管を得る。回転速度と配合化学物質を制御することによって、管の寸法と壁の形態を操作することができる。この技術は、ポリマー管の製造への新しい手段を提供する。それは少量の出発材料しか必要とせず、管の多層化を可能にし、多様なポリマーに適用可能であり、良好な機械強度を維持しながら、高い拡散性の中空構造体を得ることができる。 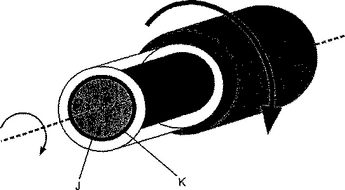 (もっと読む)
(もっと読む)
スラッシュ成形用樹脂粉末組成物及び成形品
【課題】成形した自動車内装部品等においてホルムアルデヒドやアセトアルデヒド等のアルデヒド化合物の飛散が少ないスラッシュ成形用樹脂粉末組成物を提供する。
【解決手段】熱可塑性樹脂粉末(B)を主体とし、アルデヒド化合物と化学結合をなす官能基、好ましくはアミノ基、尿素結合を有する官能基、及びヒドラジノ基からなる群より選ばれる少なくとも1種の官能基を有する化合物(A0)、好ましくは微粉末状のものを含有することを特徴とするスラッシュ成形用樹脂粉末組成物。
(もっと読む)
FRP成形体の製造方法
【課題】従来人手により成されていた脱型作業を大幅に省力化し、安価で良好な脱型が可能なFRP成形体の製造方法を提供する。
【解決手段】中空構造を有するFRP成形体の製造方法であって、成形型中で樹脂を硬化させた後、FRP成形体の中空構造の内側に圧力を加えることにより、FRP成形体を成形型より脱型することを特徴とするFRP成形体の製造方法。
(もっと読む)
201 - 220 / 278
[ Back to top ]