
Fターム[4F205GC04]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 被覆部位 (1,954) | 型の内面(凹面)に被覆して剥離 (278)
Fターム[4F205GC04]に分類される特許
121 - 140 / 278
電子写真装置用クリーニングブレード及びその製造方法
【課題】 球形(真球状、異形状)で、かつ、小粒径の重合法トナーを使用した場合であっても、高温高湿下での異音防止性に加えて耐摩耗性(耐久性)を有する電子写真装置用クリーニングブレードを提供する。
【解決手段】 弾性ゴム部材及び支持部材を有する電子写真装置用クリーニングブレードであって、上記弾性ゴム部材は、エッジ層及び上記エッジ層以外の層を有する2層以上の複層構造を有し、かつ、上記支持部材と接合する面から測定した国際ゴム硬さ計(M法)による23℃における硬度が50〜73°、そのクリープ特性が5〜20である材料からなる電子写真装置用クリーニングブレード。
(もっと読む)
電子写真装置用クリーニングブレード及びその製造方法
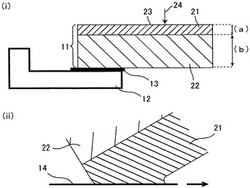
【課題】球形(真球状、異形状)で、かつ、小粒径の重合法トナーを使用した場合であっても、優れたクリーニング性(特に、低温低湿下でのクリーニング性)を有する電子写真装置用クリーニングブレードを提供する。
【解決手段】弾性ゴム部材11及び支持部材12を有する電子写真装置用クリーニングブレードであって、上記弾性ゴム部材は、エッジ層21及び上記エッジ層以外の層を有する2層以上の複層構造を有し、かつ、上記エッジ層を上側にした3点曲げ試験において、たわみ及び曲げ荷重のヒステリシスロス(B/A)が下記式(1);B/A<0.5 (1)の特性を満たす材料からなる電子写真装置用クリーニングブレード。
(もっと読む)
パウダースラッシュ成形装置の金型温度測定装置

【課題】主に、測定精度の向上を図り得るようにする。
【解決手段】粉体材料4を収容可能なリザーバ容器3の開口縁部に、加熱した金型1をシール状態で被着し、リザーバ容器3と金型1とを回転させることにより、金型1の表面に粉体材料4を溶融付着させて成形を行うようにしたパウダースラッシュ成形装置21に対し、金型1の温度を測定可能な金型温度測定手段22が設けられたパウダースラッシュ成形装置21の金型温度測定装置であって、金型温度測定手段22が、接触式温度センサー23とされると共に、接触式温度センサー23が、金型1の表面(成形面24)側に配置されるようにしている。
(もっと読む)
回転成形法による多層成形品
【課題】ポリエチレン系樹脂層とポリプロピレン系樹脂層とを積層させた回転成形法による多層成形品であって、層間の接着強度に優れた回転成形法による多層成形品及びその製造方法を得る。
【解決手段】ポリエチレン系樹脂から形成されたポリエチレン系樹脂層と、ポリプロピレン系樹脂から形成されたポリプロピレン系樹脂層と、ポリエチレン系樹脂層とポリプロピレン系樹脂層の間にこれらの層と接して配置され、ポリエチレン系樹脂と、該ポリエチレン系樹脂より融点が高いポリプロピレン系樹脂の混合物から形成された混合樹脂層とを備えることを特徴としている。
(もっと読む)
ポリイミド樹脂シームレスベルトの製造方法、ポリイミド樹脂シームレスベルト及び画像形成装置
【課題】イミド化膜形成工程で発生するベルトの反りを防止することができるポリイミド樹脂シームレスベルトの製造方法を提供する。
【解決手段】円筒型上に形成されるポリイミド前駆体の乾燥膜を雰囲気加熱手段により加熱してイミド化膜を形成する際、該乾燥膜のエアー面からの加熱を制限する加熱制限手段を用いる。例えば、該加熱制限手段を前記円筒型1上のポリイミド前駆体乾燥膜2bを覆う円筒状の加熱制限カバー4と該カバー4を該円筒型1と同心に保持する保持手段3とで形成する。
(もっと読む)
スラッシュ成形用樹脂粉末組成物及び成形品
【課題】耐湿熱老化性により優れるスラッシュ成形品を製造することのできるスラッシュ成形用の樹脂粉末組成物を提供する。
【解決手段】熱可塑性ポリウレタン樹脂粉末、好ましくは熱可塑性ポリウレタンエラストマー粉末を主体とし、テトラメチルキシリレンジイソシアネートを重合してなるポリカルボジイミドであって、好ましくは数平均分子量が500〜30,000で末端基がアルコキシ基であるもの、を含有することを特徴とするスラッシュ成形用樹脂粉末組成物。
(もっと読む)
シームレスベルトの製造方法
【課題】本発明の目的は、円筒状金型の内面に展開された溶液樹脂を均一に加温して、表面抵抗値のばらつきを抑えることができるシームレスベルトの製造方法を提供することにある。
【解決手段】円筒状金型の内面に樹脂溶液を展開し、当該金型を誘導加熱により加熱することで当該樹脂溶液を加熱成型するシームレスベルトの製造方法であって、金型の外面及び内面に磁性体または非磁性体材料のメッキ処理が施されていることを特徴とする。
(もっと読む)
ポリフェニレンスルフィドの回転成形方法とその回転成形体。
【課題】回転成形時に気泡の発生が極めて少なく、表面平滑性や厚肉の均一性、機械物性に優れた成形体を得ることが可能な回転成形方法、およびその回転成形体を提供する。
【解決手段】特定構造を有する環状ポリフェニレンスルフィド化合物を金型内で、回転しながら加熱重合することを特徴とする回転成形方法であり、加熱温度は環状ポリフェニレンスルフィド化合物の融点以上400℃以下が好ましく、加熱時間は5分以上120分以下が好ましい。
(もっと読む)
二重壁構造の角形容器およびその製造方法
【課題】肉厚にむらのない製造方法による二重壁構造の角形容器を提供する。
【解決手段】成形用金型1を用いて回転成形法により成形する、二重壁構造の角形容器の製造方法であり、成形用金型の成形空間内に成形材料を投入後、前記成形用金型を内側から加熱しながら回転成形する第1成形工程と、前記成形用金型を外側から加熱しながら回転成形する第2成形工程とを有しており、前記第1成形工程の成形終了後に前記第2成形工程の成形を開始する、二重壁構造の角形容器の製造方法。
(もっと読む)
半導電性ポリイミドベルト及びその製造方法
【課題】積層構造によらず、高弾性率で外面の摩擦係数を下げ、内面の摩擦係数が外面の摩擦係数より高い半導電性ポリイミドベルトを提供する。
【解決手段】シリコン含有繰り返し単位のモル含有率が0.1/100〜15/100であるシリコン変性ポリイミドを含む半導電性ポリイミドベルトであって、前記ベルトの引張弾性率が2000MPa以上、ベルト外面の摩擦係数が0.4未満であり、ベルト内面と外面の摩擦係数の比(内面/外面比)が、1.1以上である半導電性ポリイミドベルト。
(もっと読む)
ポリイミド膜及びポリイミド無端ベルト、それらの製造装置及び製造方法、並びに、画像形成装置
【課題】塗布前における塗工液のゲル化を抑制することにより工程信頼性を向上した、表面欠陥を低減しつつ耐久性を備えるポリイミド膜及びポリイミド無端ベルトの製造装置及び製造方法を提供すること。また、耐久性を備えたポリイミド膜及びポリイミド無端ベルト、並びにこれらを用いた画像形成装置を提供すること。
【解決手段】ポリアミック酸構造を含むポリマーを含有する塗工液Aを準備する工程と、アミン触媒を含有する塗工液Bを準備する工程と、前記塗工液Aを被塗布物に対し吐出する塗工液A吐出工程と、前記塗工液Bを前記被塗布物に対し吐出する塗工液B吐出工程と、前記被塗布物に吐出された前記塗工液A及び前記塗工液Bを加熱する加熱工程と、を有することを特徴とする、ポリイミド膜の製造方法である。
(もっと読む)
半導電性シームレスベルトの製造方法
【課題】本発明の目的は、左右の周長差の小さい半導電性シームレスベルトを短時間で安価に製造できる製造方法を提供することにある。
【解決手段】シームレスベルトの原料である樹脂溶液を、金型の円柱形状の内面にシームレス状に塗布させた後、乾燥、硬化してフィルム化するシームレスベルトの製造方法であって、金型の長さと金型直径の比(金型長さ/金型直径)が3以上であり、初期乾燥工程の際に、金型内表面に風速2m/秒以上の送風を行なうことを特徴とする。
(もっと読む)
パウダースラッシュ成形装置のシール材取付部構造およびシール材構造
【課題】主に、シール材の交換作業の容易化を図り得るようにする。
【解決手段】取付プレート33の先端部分の装着部36が、シール材28の基部を係止可能な係止部37と、シール材28に作用されるシール荷重を受ける荷重受部38とを、別個に備え、係止部37が、各取付プレート33の先端部分の内面に形成された奥拡がりの傾斜面39であり、荷重受部38が、各取付プレート33の先端部分の先端面に形成された、外拡がりの傾斜面40であるようにしている。
(もっと読む)
パウダースラッシュ成形機
【課題】小型化され省スペース化に対応することができるパウダースラッシュ成形機を提供する。
【解決手段】金型を加熱するための金型加熱エリアと、加熱した金型の成形面に樹脂パウダーを溶着させて樹脂成形品を成形するためのパウダリングエリアと、樹脂パウダーが溶着した金型を冷却するための金型冷却エリアと、樹脂成形品を金型から脱離するための脱型エリアと、が配置されるとともに、それぞれのエリア間を金型を移動させるための金型搬送装置を備え、複数の金型を用いて樹脂成形品の製造を連続的に実施するためのパウダースラッシュ成形機であって、パウダリングエリア及び金型冷却エリアを同一エリアに配置するとともに、パウダリングに用いられるパウダーボックスと、金型の冷却に用いられる冷却装置と、を同一エリアに相互に出し入れ可能にしたことを特徴とする。
(もっと読む)
ポリテトラフルオロエチレンシートの製造方法およびポリテトラフルオロエチレン製シールテープの製造方法
【課題】従来の方法よりも生産性に優れ、生産コストを低減できるポリテトラフルオロエチレン(PTFE)シートの製造方法とPTFE製シールテープの製造方法とを提供する。
【解決手段】(i)PTFE粒子と、界面活性剤と、分散媒である水とを含むPTFE粒子の分散液に、上記粒子が互いに接近または接触する力を加えることにより、上記水および上記界面活性剤を内包するPTFE含有固形物を形成する工程と、(ii)上記固形物をシート状に変形させる工程と、(iii)シート状に変形させた上記固形物に含まれる上記水の量を低減させる工程と、を含む製造方法とする。
(もっと読む)
エラストマー成形体の製造方法及び電子写真装置用ブレード部材
【課題】エラストマー原料を投入し硬化後、薄膜状の成形体であっても、ちぎれなどを生じさせず、成形型から容易に、剥離、脱型することができるエラストマー成形体の製造方法や、これを用いた電子写真装置用ブレード部材を提供する。
【解決手段】複数の面を有する成形型に、エラストマー原料を供給して成形体を製造するエラストマー成形体の製造形方法において、複数の各面に異なる離型処理を施した成形型を用いる。成形型が遠心成形型であって、円筒内周面と、該円筒内周面の端部に設けられる底面若しくは縁周面を有することが好ましい。
(もっと読む)
ブレード部材製造装置、回転成形体、および電子写真装置用ブレード
【課題】硬化時間が短い処方を成型する高サイクル成型に対しても、硬度や引張り強度、厚みのバラツキ無く、安定したブレード部材を成型できるブレード部材製造装置、回転成形体、および電子写真装置用ブレードを提供する。
【解決手段】本発明のブレード部材製造装置は、遠心成型金型20の一端側を加熱する固定ヒータ23を有する。固定ヒータ23で遠心成型金型20の一端側を加熱することにより、遠心成型金型20内の、一端側の雰囲気温度と他端側の雰囲気温度とが同等の温度となるようにする。
(もっと読む)
半導電性ポリイミド樹脂ベルト及びその製造方法
【課題】本発明は、転写電圧による抵抗変化を防止し、長期間安定して高品質の転写画像を得ることができる等の優れた電気的特性とともに、ベルトの幅方向にかかる荷重によるクラックや割れが発生しにくく、耐久性に優れ、長期間走行させても安定した使用が可能である等の優れた物理的特性を兼ね備えた半導電性ベルトを提供する。
【解決手段】ポリイミド樹脂70〜80重量%及びオイルファーネス法で製造された揮発分が2〜6%のカーボンブラック30〜20重量%を含み、表面抵抗率が1×108〜1×1014Ω/□である半導電性ベルトであって、該ポリイミド樹脂が、非対称性のビフェニルテトラカルボン酸成分15〜50モル%及び対称性の3,3’,4,4’−ビフェニルテトラカルボン酸成分85〜50モル%からなるビフェニルテトラカルボン酸成分と、芳香族ジアミンとの略等モル量をイミド化した共重合体である半導電性ベルトに関する。
(もっと読む)
スラッシュ成形表皮材の製造方法及びスラッシュ成形型
【課題】成形された表皮材から不要部分を容易にかつ確実に取り除くようにする。
【解決手段】型外方に張り出す外側張出部17cと型内方に張り出す内側張出部17dとを型成形面19の製品形状部外周縁にそれぞれ形成する。断面三角形状の一対の第1突条部21を製品形状部外周縁に沿って互いに近接状態で並列するように外側張出部17cの型成形面19側に一体に突設するとともに、これら第1突条部21間に第1突条部21よりも突出量が小さい断面三角形状の第2突条部23を第1突条部21と並列するように一体に突設する。断面三角形状の第3突条部25を製品形状部外周縁に沿って内側張出部17dの型成形面19側に一体に突設する。溶融樹脂層の冷却硬化過程で第1及び第2突条部21,23を先端を下に向けた姿勢に保持するとともに、第3突条部25を先端を上に向けた姿勢に保持する。
(もっと読む)
半導電性ポリイミド樹脂ベルト及びその製造方法
【課題】本発明は、カーボンブラック単体の配合であっても、成形加工の条件に影響をされず、半導電領域の表面抵抗率(1×108〜1×1014Ω/□)を安定して保持できる半導電性ベルトを提供する。
【解決手段】非結晶性ポリイミド樹脂70〜80重量%及びカーボンブラック30〜20重量%を含み、表面抵抗率が1×108〜1×1014Ω/□である半導電性ベルトであって、該非結晶性ポリイミド樹脂が、非対称性のビフェニルテトラカルボン酸成分を50モル%超えて含有するビフェニルテトラカルボン酸成分と芳香族ジアミンとの略等モル量をイミド化した重合体である半導電性ベルトに関する。
(もっと読む)
121 - 140 / 278
[ Back to top ]