
Fターム[4F205GF24]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形材料の供給 (1,722) | 供給方法、装置 (1,256) | 塗布、流延 (1,076)
Fターム[4F205GF24]に分類される特許
1 - 20 / 1,076
セルロースエステルフィルムの製造方法
【課題】長尺のセルロースエステルフィルムをオンラインで連続して製膜でき、低ヘイズで、製膜開始時の膜面品質(シワ耐性、破断耐性)に優れたセルロースエステルフィルムを得ることができるセルロースエステルフィルムの製造方法を提供する。
【解決手段】溶液流延製膜方法によりセルロースエステルフィルムを製造するセルロースエステルフィルムの製造方法において、主ドープに対しインライン方式でマット剤含有溶液を添加してドープを調製し、製膜開始後の製膜速度に従って、該ドープ中のマット剤濃度をオンラインで制御することを特徴とするセルロースエステルフィルムの製造方法。
(もっと読む)
光学フィルムの製造方法及び製造装置
【課題】第1樹脂流体を第2樹脂流体に切り替えて光学フィルムの製造を行った場合に異物の少ない光学フィルムを得ることができ、光学フィルムの製造を中止することなく樹脂流体を切り替えることができ、かつ樹脂流体の切り替えを短時間で終了させることができる光学フィルムの製造方法及びその製造装置を提供する。
【解決手段】第1樹脂流体を用いて製膜した後、前記第1樹脂流体を第2樹脂流体に切り替え、前記第2樹脂流体を用いて製膜する光学フィルムの製造方法において、樹脂流体供給管を用いて樹脂流体を流延ダイに供給する樹脂流体供給工程と、前記流延ダイから支持体上に樹脂流体を流延する流延工程とを有し、前記樹脂流体供給工程において、第1樹脂流体を用いて製膜した後、所定の期間、前記樹脂流体供給管の中心から50〜97%の領域のみを用いて第2樹脂流体を流延ダイに供給する光学フィルムの製造方法。
(もっと読む)
耳部処理装置及び溶液製膜方法

【課題】ウェブの側端部を所定幅の帯状に切り離した後にさらに細片化し、風送によって効率的に回収できるようした耳部処理装置について、耳部の切り取り幅を変更した場合でも、帯状の耳部を破断させることなく、またダクト内に詰まらせることなく、連続的に細片化し回収路に送ることができるようにした耳部処理装置を提供する。
【解決手段】連続搬送されたウェブから切り離され連続的に送られる耳部の幅を測定し、耳部の幅に合わせてダクト内の気流速度を調整する。耳部の幅が広くなる場合にはダクト内の気流速度を遅くし、耳部の幅が狭くなる場合にはダクト内の気流速度を速くするように調整する。
(もっと読む)
ポリイミドフィルム及びそれを用いた積層体、並びにフレキシブル薄膜系太陽電池
【課題】
平均線膨張係数が比較的小さく、高温の熱処理に耐えられる、無機金属や半導体との積層に特に好適なポリイミドフィルムおよびその製造方法を提供する。
【解決手段】
芳香族テトラカルボン酸二無水物と芳香族ジアミンから得られる自己支持性フィルムを延伸し、イミド化してなるポリイミドフィルムであって、50℃〜200℃における平均線膨張係数(α1)が正の値であり、かつ350℃〜450℃における平均線膨張係数(α2)との比α2/α1の値が1.4以下の値を示すポリイミドフィルム。
(もっと読む)
剥離性積層フィルムとその製造方法、偏光板とその製造方法及び液晶表示装置
【課題】剥離性が良好な剥離性積層フィルムの製造方法の提供。
【解決手段】セルロースエステルとアクリル樹脂と溶媒を含むA層形成用のドープAと、樹脂と溶媒を含むB層形成用のドープBとを、前記ドープA、前記ドープBおよび前記ドープAをこの順で流延用支持体上に同時又は逐次に流延して積層体を形成する工程と、前記積層体を前記流延用支持体より剥離する工程と、剥離した前記積層体を乾燥させる工程とを含み、前記A層形成用のドープAが前記セルロースエステルを20質量%以上100質量%未満含み、かつ、前記アクリル樹脂を80質量%以下含み、前記B層形成用のドープB中に含まれる前記樹脂の組成がセルロースエステルと前記アクリル樹脂の0:100〜19:81(質量比)であり、前記B層形成用のドープB中のアクリル樹脂比率が、前記A層形成用のドープA中のアクリル樹脂比率よりも1%以上高い剥離性積層フィルムの製造方法。
(もっと読む)
無端ベルトおよびその製造方法ならびに無端ベルト形成用金型
【課題】機械的強度が良好であり、画像形成装置に用いた場合に良好な画像を得ることが可能な無端ベルト、上記無端ベルトの製造に適した製造方法、上記無端ベルトの製造方法に適した金型を提供する。
【解決手段】無端ベルト1は、筒状に形成された樹脂製の基層10を有している。基層10は、繋ぎ目のない状態で形成されており、一方の筒開口側10aから他方の筒開口側10bにわたって筒外方に線状に突出する突出部11を有している。基層10は、金属板材2を接合することによって筒状に形成された筒状金型3の外周面に、基層10を形成するための液状の基層形成材料を塗工する工程を経て形成することができる。突出部11表面の最大高さうねりWzは、1mm以下であることが好ましい。突出部11は、筒軸線方向と交差する方向に形成することができる。
(もっと読む)
耳部処理装置及び溶液成膜方法
【課題】耳部が破断して搬送用のローラに巻きつく現象を低減し、耳部をより確実に風送し回収可能にした耳部処理装置及び溶液成膜方法を提供する。
【解決手段】耳部処理装置において、耳部を挟持するフィードローラ対をウェブから切り離された耳部が垂れ下がる出口の真下に、耳部を短冊状に切断するロータリカッタをフィードローラ対の下側に、配置させた。また、さらに耳部を周面で支持しながら耳部の導入経路を屈曲させる可動ローラ及び固定ローラを配置させた。
(もっと読む)
光散乱性偏光膜保護フィルム、その製造方法、偏光板及び液晶表示装置
【課題】光散乱性を持ち、かつ高温高湿環境時のパネルの反りによる表示ムラを抑えられる偏光膜保護フィルムとその製造方法と当該偏光膜保護フィルムが具備された偏光板及び液晶表示装置を提供する。
【解決手段】海に相当する連続相と島に相当する独立相とからなる海島構造を有する光拡散性の偏光膜保護フィルムであって、該偏光膜保護フィルムの一方の表面の光拡散効果を無くしたときの、くし幅2mmの光学くしを用いて透過法により測定した像鮮明度が30%以下であり、該偏光膜保護フィルムの膜厚方向断面図で見たときに、隣接する島と島との間の距離のばらつきが10μm以下であり、該偏光膜保護フィルムを膜厚方向に2等分したときの、該偏光膜側の断面において島の面積の比率と、該空気界面側の断面において島の比率との差が5%以下であることを特徴とする偏光膜保護フィルム。
(もっと読む)
光学フィルムの製造方法及びそれにより製造された光学フィルム
【課題】薄い膜厚の光学フィルムの製造の際に、擦り傷や端部のカールの発生を防止できる光学フィルムの製造方法を提供する。また、当該製造方法を用いて製造した光学フィルムを提供する。
【解決手段】流延ダイを用いてドープを支持体上に流延させ、これを樹脂フィルムとして剥ぎ取った後に、ピンテンターにより前記樹脂フィルムの両側端部を保持しながら搬送して加熱・乾燥し、前記樹脂フィルムの両側端部、保持部及び幅手方向において膜厚が変化する部分を裁断除去して製品フィルムとする光学フィルムの製造方法であって、前記搬送のためのローラとして、ローラ本体とこのローラ本体よりも小径の両側端部とからなる搬送用ローラを用いて、製品外となる前記樹脂フィルムの端部の乾燥膜厚が60μm以上であり、かつ中央部の乾燥膜厚が40μm以下となるように製膜することを特徴とする光学フィルムの製造方法。
(もっと読む)
溶液製膜方法
【課題】加工適性及びリワーク性に優れたセルロースアシレートフィルムを製造する。
【解決手段】セルロースアシレート11が溶剤12に溶解したドープ13をドラム29に流延する。流延膜32をドラム29の周面29a上でゲル化して固めてから剥ぎ取る。流延膜32の温度は、剥ぎ取り時点まで、(ドープ13のゲル化点TG−3)℃よりも低くならないように保つ。流延膜32の温度はドラム29の周面29aの温度制御により調整する。流延膜32の乾燥を促進するために、給気部35により流延膜32に気体を送る。この乾燥により、冷却によるゲル化作用を補って自己支持性の発現を促す。
(もっと読む)
環状バンドの移動方向制御装置、流延設備、及び溶液製膜方法
【課題】移動する環状バンドをより確実に環状路内に収める。
【解決手段】環状の流延バンド26は水平ドラム24、25に掛け渡される。水平ドラム24はモータ24Mにより回転する。流延バンド26は、水平ドラム24、25の周りに形成された移動路26R上を循環移動する。バンドガイド機構36は、一端側ガイドローラ36PA〜36PBと他端側ガイドローラ36QA〜36QCとを有する。一端側ガイドローラ36PA〜36PBは、移動路26Rのうち下方部分のY方向一端側に配される。他端側ガイドローラ36QA〜36QCは、移動路26Rのうち下方部分のY方向他端側に配される。
(もっと読む)
水膨潤機能を有するフィルムまたはシートの製造方法
【課題】本発明は、前記従来技術に鑑みてなされたものであり、天然由来の高分子で、様々な分野で高付加価値が期待されるキトサンを原料に、水膨潤機能を有するフィルムおよびシートを提供することを課題とする。さらには、人体・環境に対して安全性が高く、水系水中で容易に製造することが可能な水膨潤機能を有するフィルムまたはシートの製造方法の製造方法を提供することを課題とする。
【解決手段】水系溶媒にキトサンと、カルボキシル基とアルデヒド基を有する酸もしくはカルボキシル基とカルボニル基を有する酸の少なくとも一方の酸を添加して溶解または分散させ溶液とする工程(A)と、該溶液をフィルムもしくはシート状に成形する工程(B)とを備え、成形されたフィルムもしくはシートが水膨潤機能を備えることを特徴とする膨潤フィルムもしくはシートの製造方法とした。
(もっと読む)
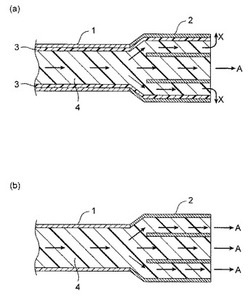
シリコーン樹脂シート、その製造方法、封止シートおよび発光ダイオード装置
【課題】第1層および第2層の間における界面剥離が有効に抑制されたシリコーン樹脂シート、その製造方法、シリコーン樹脂シートからなる封止シート、および、それにより発光ダイオード素子が封止された発光ダイオード装置を提供すること。
【解決手段】第1のオルガノポリシロキサンと、第2のオルガノポリシロキサンとを含有する第1のシリコーン樹脂組成物を塗布して、第1塗布層2を形成し、第1のオルガノポリシロキサンと第2のオルガノポリシロキサンとを、転化率が5〜40%となるように、反応させて、第1塗布層2から前駆体層3を形成し、前駆体層3の上面に、第3のオルガノポリシロキサンと、第4のオルガノポリシロキサンと、ヒドロシリル化触媒と、硬化遅延剤とを含有する第2のシリコーン樹脂組成物を塗布して、第2層4を形成して、シリコーン樹脂シート1を製造する。
(もっと読む)
セルロースアシレートフィルム、並びにこれを用いた偏光板および液晶表示装置
【課題】低コストの低純度パルプを用いた場合であっても、リターデーション発現性に優れ、内部ヘイズが低く、高コントラスト用途に適用できるセルロースアシレートフィルムおよびその製造方法を提供する。
【解決手段】アシル基置換度が2.2〜2.55であるセルロースアシレートを含むセルロースアシレートフィルムにおいて、フィルムを構成する糖成分100質量%に対して、キシロースの割合を0.9質量%以下とし、マンノースの割合を0.9質量%以下とする。また、ドープ調製時にドープに含まれるセルロースアシレート以外の成分を沈積させて除去する工程(沈積除去工程)を行うことで、かようなセルロースアシレートフィルムを得る。
(もっと読む)
光学フィルムの製造方法
【課題】フィルムの幅手方向における位相差のバラツキを抑制することができ、微小な位相差ムラの抑制が可能で、フィルムの平面性を向上させることができ、液晶偏光板用保護フィルムの薄膜化、広幅化、および高品質化の要求や、製膜速度の高速化にも対応することができる、光学フィルムの製造方法を提供する。
【解決手段】溶液流延製膜法による光学フィルムの製造方法において、支持体1上のウェブ10に乾燥用空気を吹き付けてウェブに含まれる溶剤の一部を蒸発させ、ウェブの幅手方向の中央部と両端部で乾燥風の風速を変えることのできる乾燥風の給気、排気を用いる。ウェブ幅手方向の中央部に吹き付ける乾燥風の排気風速に比べ、ウェブ幅手方向の両端部に吹き付ける乾燥風の排気風速の方を小さくし、ウェブ幅手方向の中央部に吹き付ける乾燥風の給気風速に比べ、ウェブ幅手方向の両端部に吹き付ける乾燥風の給気風速の方を大きくする。
(もっと読む)
金属ドラム、流延装置、流延膜の形成方法及び溶液製膜方法
【課題】バンドの溶接部に起因するバンドと水平ドラムとの摩耗及びフィルムの厚みムラ故障を防ぐ。
【解決手段】環状に形成されたバンド91は、長手方向に延びる溶接部91wを有する。
バンド91を支持するための水平ドラム124は、駆動軸124aと、駆動軸124aに軸着されたステンレス製のドラム本体124bとを備える。ドラム本体124bの外周部には、バンド91の裏面を支持するバンド支持面が形成される。バンド支持面には、逃げ溝124が設けられる。溶接部91wが逃げ溝の上に位置するように、バンド91をドラム本体124bに巻き掛ける。
(もっと読む)
多孔質ポリイミド被膜並びにその製造方法及び多孔質ポリイミド被膜組成物
【課題】力学的特性、耐熱性に優れ、かつ良好な潤滑油含浸性を有するポリイミド被膜並びにその製造方法、さらにはこの被膜に潤滑油を含浸してなるポリイミド被膜組成物を提供する。
【解決手段】基体表面に形成された多孔質ポリイミド被膜であって、多孔質ポリイミドが以下の1)〜3)の特性をすべて有することを特徴とする多孔質ポリイミド被膜。
1)ポリイミドのTg(ガラス転移温度)が200℃以上である。
2)ポリイミド被膜の気孔率が30〜80%である。
3)明細書記載の方法で測定された液体含浸速度が25分以下である。
(もっと読む)
液晶表示装置用光学フィルムの製造方法
【課題】 光学フィルム製造時の高速化に加え、薄膜化、広幅化、高品質化の要求に応える溶液流延製膜法において、光学フィルムの幅手方向端部でのヘイズの上昇を防止することができ、液晶表示装置用の光学フィルムとして長期間用いられた場合においても、画像ムラの発生の抑制が可能な液晶表示装置用光学フィルムの製造方法を提供する。
【解決手段】 液晶表示装置用光学フィルムの製造方法は、第1のドラム11は加熱手段を設けられない冷却ドラムであり、第2のドラム12は加熱手段が設けられた加熱ドラムであり、第2のドラム12の直径が第1のドラム11の直径よりも大きくなされていて、第2のドラム12とエンドレスベルト1との接触時間が、第1のドラム11とエンドレスベルト1との接触時間よりも長いことを特徴としている。
(もっと読む)
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法
【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
ウェブ搬送装置及び溶液製膜方法
【課題】乾燥風を吹き付けて浮上させながらフイルムを搬送する際に、フイルムを膨らませないようにする。
【解決手段】湿潤フイルム25aの下方に乾燥ダクト48を設置する。乾燥ダクト48は、ダクト本体50と、乾燥風供給部52と、排気管53と、排気量制御部54とを備える。乾燥風供給部52はダクト本体50に乾燥風56を供給する。乾燥風56は吹出孔57aを介して湿潤フイルム25aに吹き付けられる。排気孔53aは、湿潤フイルム25aの幅方向の略中央部に対向する位置に設けられる。この排気孔53aは、湿潤フイルム25aの下方に流れている乾燥風56のうち湿潤フイルム25aの幅方向の略中央部に対応する部分に流れている乾燥風56aを、排気管53の内部に排気する。乾燥風56aは排気孔53bを介して外部に排気される。乾燥風56aの排気量は排気量制御部54により制御される。
(もっと読む)
1 - 20 / 1,076
[ Back to top ]