
Fターム[4F205GN07]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形操作・装置一般 (3,472) | 成形品の部分形状に対応した成形操作 (114)
Fターム[4F205GN07]の下位に属するFターム
Fターム[4F205GN07]に分類される特許
1 - 17 / 17
剥離室ロールおよび光学フィルムの製造方法

【課題】ポリマーフィルムの端部から中央部にかけて発生するツレシワを十分に防止する搬送室ロールならびに光学フィルムの製造方法を提供すること。
【解決手段】溶液流延法においてポリマーフィルムの流延支持体からの剥離および乾燥を行う剥離室内で使用される剥離室ロールであって、該剥離室ロールの軸方向両端部の外周面において、ロール軸方向について中央部側が端部側よりロール回転方向で下流側に傾斜した複数の溝条をロール周方向で略等間隔に有し、該溝条のロール軸方向に対する傾斜角が15〜45°である溝付き剥離室ロール。溶液流延法において剥離室内で複数の剥離室ロールを用いてポリマーフィルムの流延支持体からの剥離および乾燥を行うに際し、前記複数の剥離室ロールのうちの少なくとも1つの剥離室ロールとして前記溝付き剥離室ロールを用いる光学フィルムの製造方法。
(もっと読む)
無端ベルトの製造方法

【課題】金型からの樹脂皮膜の抜き取りを容易に行なうことにある。
【解決手段】円筒形状の金型1の外周面の一部に、金型1に対して非接着性の被覆用膜部材11を固定部材161によって固定して、金型1の外周面の一部を被覆用膜部材11で被覆する被覆工程と、被覆用膜部材11の一部を覆うよう、金型1の外周面に樹脂材料を塗布する塗布工程と、樹脂材料を硬化させて樹脂皮膜を形成する硬化工程と、金型1と被覆用膜部材11との間隙に気体を挿入して、金型1から樹脂皮膜を抜き取る抜き取り工程と、を用いて樹脂皮膜を製造する。
(もっと読む)
光学フィルムの製造装置
【課題】製造ラインを止めることなく、用途の異なる光学フィルムの連続的製造、ロールの交換およびロールの清掃が可能な光学フィルムの製造装置を提供すること。
【解決手段】1以上の鋳型ロール2および1以上の鏡面ロール3を備えた凹凸転写手段10を有し、該凹凸転写手段においてポリマーフィルム1を鋳型ロール2と鏡面ロール3に交互に張架させて搬送することにより、鋳型ロール表面の凹凸形状をポリマーフィルムに転写させる光学フィルムの製造装置であって、前記凹凸転写手段10におけるロールのうち少なくとも1つのロールが位置変更可能な可動式であることを特徴とする光学フィルムの製造装置。
(もっと読む)
エラストマースキンの製造方法およびその方法によって得られたスキン
【課題】エラストマースキン(1)の製造方法を提供する。
【解決手段】少なくとも1つの第1のスキン形成組成物(2)の液滴をモールド表面上に適用して、その上に第1のスキン形成組成物の層を形成し、1つ以上の第2のスキン形成組成物(4)を前記第1のスキン形成組成物(2)の層の裏面上に少なく部分的に適用して、スキン(1)を得る。色違いの第1のスキン形成材料と第2のスキン形成材料を用いる場合に特別な外観を得るために、あるいはスキン(1)の全体の物理的性質について第1のスキン形成組成物(2)の作用を減少させるために、第1のスキン形成組成物(2)の液滴をモールド表面上に適用し、融合させて、複数の隙間(3)を含む第1のスキン形成組成物の非連続層を形成することができる。第2のスキン形成組成物(4)は、第1のスキン形成組成物(2)の裏面上にだけでなくこれらの隙間(3)にも適用される。第1のスキン形成組成物は、好ましくは、第2のスキン形成組成物によって相互接続されるモールド表面上に島を形成する。
(もっと読む)
電子写真用クリーニングブレード用のポリウレタン製弾性ゴム部材及びクリーニングブレード
【課題】トナーのすり抜けを防止することができるクリーニングブレードを提供する。
【解決手段】エッジ層とバックアップ層からなる電子写真用クリーニングブレード用のポリウレタン製弾性ゴム部材であって、エッジ層ポリウレタンのイソシアネート成分として、1,5−ナフタレンジイソシアネート(NDI)を使用した硬度が80°(JIS−A)以上のポリウレタンであり、バックアップ層は、NDI系以外イソシアネート成分を用い硬度が80°未満のポリウレタンである電子写真用クリーニングブレード用のポリウレタン製弾性ゴム部材。
(もっと読む)
ティアライン付スラッシュ成形表皮材の成形方法及び成形装置
【課題】破断性能に優れたティアラインを有する表皮材を簡単にかつ安価に成形する。
【解決手段】所定温度に加熱されたスラッシュ成形型13が組み付けられた原料ボックスを反転させて熱可塑性粉体樹脂をスラッシュ成形型13の成形面13aに付着させる。原料ボックスを再度反転させて未溶融の熱可塑性粉体樹脂を原料ボックスに落下回収する。スラッシュ成形型13の成形面13aの付着樹脂R1が完全に溶融する前に、エアバッグドア部のティアライン形成予定箇所に対応する付着樹脂R1にエア(温風)A1を噴射してその噴射圧で未溶融の熱可塑性粉体樹脂を吹き飛ばして線状の凹み7を形成する。成形面13aに残った付着樹脂R1を溶融させる。スラッシュ成形型13を原料ボックスから外して冷却し、溶融樹脂を硬化させることにより、ティアラインが形成された表皮材を得る。
(もっと読む)
ガイドローラ、溶液製膜方法及び溶液製膜設備
【課題】搬送方向の伸びを抑制し、異方性の少ないポリマーフィルムを迅速に製造する。
【解決手段】ポリマーと溶媒とが含まれるドープを流延ダイから、走行する支持体の表面に流延して流延膜を形成する。その後に、支持体の表面から剥ぎ取りローラにより流延膜を剥ぎ取り、剥ぎ取った後の流延膜を、ゲル状の帯状の湿潤フィルム31として複数のガイドローラ36で搬送してテンターに案内する。ガイドローラ36は、いわゆるコンケーブローラであり、湿潤フィルム31の耳部62に接触する周面には、波状部64が形成されている。波状部64は、断面半円形状の谷部及び山部を方向Xに交互に並べた形態になっている。
(もっと読む)
溶液製膜方法及び設備
【課題】流延膜を流延ドラムから剥げ残り無く剥ぎ取り、平滑性に優れたフイルムを得る。
【解決手段】流延ドラム32の周面32bであって流延膜の両端部が位置する部位(耳形成エリア)A1に、疎水化層32cを形成する。疎水化層32cをPTFE製とし、水接触角を90°以上にする。耳形成エリアA1に挟まれた部分を製品形成エリアA2とする。製品形成エリアA2に、表面欠陥がなく平滑性に優れた平滑層32dとする。流延ダイを用いて、ドープを流延ドラム32の表面上に流延する。流延ドラム32が回転し、流延ドラム32の表面上に流延膜33が形成される。流延膜33は流延ドラム32上で冷却ゲル化により自己支持性を得て、剥ぎ取られる。疎水化層32cによる撥水性によって、流延膜33の耳部の剥げ残りが無く、円滑な剥ぎ取りを可能にする。
(もっと読む)
高精度管状体の製造方法
【課題】表面うねりや塗布の方法に由来する凹凸が生じにくい高精度の管状物の製造方法を提供する。
【解決手段】円筒状型2を周方向に回転させながらディスペンサー供給部3に対して回転軸方向に相対移動させることにより、型内面にポリアミド酸溶液1をディスペンサーにより塗布し、その塗膜面の凹凸を遠心力によりレベリングし、加熱又は抽出により硬化または固化した円筒状被膜を得た後、この円筒状被膜の長手方向の幅に対し切断除去される部分に、全面積の10ppm以上の面積を有する貫通孔を設け、この貫通孔を設けた円筒状被膜を表面粗さRa0.5μm〜3μmの円形断面内型に挿入して、加熱によりイミド転化させ、表面うねり精度が0.7mm以下の管状体を形成する管状体の製造方法。
(もっと読む)
スラッシュ成形表皮材の製造方法及びスラッシュ成形型
【課題】成形された表皮材から不要部分を容易にかつ確実に取り除くようにする。
【解決手段】加熱された型成形面37に粉体樹脂原料を供給して付着溶融させて溶融樹脂層を形成し、溶融樹脂層を冷却硬化することでスラッシュ表皮材を成形するスラッシュ成形型35において、張出部35cを型成形面37の製品形状部外周縁に全周に亘って型内方に張り出し形成する。溶融樹脂層の冷却硬化過程で先端を上に向けた姿勢に保持される断面三角形状の突条部39を張出部35cの型成形面37側中程に製品形状部外周縁に沿って全周に亘って一体に突設する。
(もっと読む)
パウダースラッシュ成形機及びパウダースラッシュ成形方法
【課題】 大型、複雑形状の金型であっても効率的に冷却できるとともに、冷却水による金型の破損を防止することができるパウダースラッシュ成形機及びパウダースラッシュ成形方法を提供する。
【解決手段】 金型加熱部と、パウダースラッシュ部と、冷却部と、を備えたパウダースラッシュ成形機において、冷却部は、金型に対して冷却水を吹き付けるための冷却水吹出部と、金型に対して冷却エアーを吹き付けるための冷却エアー吹出部と、を備えるとともに、冷却水吹出部及び冷却エアー吹出部の吹出方向を変えるための可変手段を備えることを特徴とする。
(もっと読む)
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】容器胴部成形用の回転成形金型6に、後工程の切削加工によって継手部3となり且つ該切削加工の際のチャック掴み部32を具えたフッ素系樹脂ブロック30を保持せしめておき、回転成形の際に成形される胴部2と前記樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削刃にて樹脂ブロック30を切削して相手接続管部材5に対する継手部3を形成する。
(もっと読む)
ポリイミドベルトの製造方法
【課題】ベルトの表面凹凸、膨らみ、波打ち(周波)を防止することができるポリイミドベルトの製造方法を提供する。
【解決手段】ポリアミド酸を含有する溶液を加熱・乾燥して、ベルトとして保持できるまで硬化させた筒状の前駆体ベルトを得る工程と、前記前駆体ベルト内面に両端部の表面粗さ(Ra)が3.0μm以上である支持体を挿入し、前記前駆体ベルトを加熱によりイミド転化させる工程とを含むポリイミドベルトの製造方法。
(もっと読む)
スラッシュ表皮の成形装置
【課題】 厚肉部を部分的に有するスラッシュ表皮を簡単に成形する。
【解決手段】 原料収容ボックス1の内部に、成形しようとするインパネ表皮(溶融樹脂層M)の厚肉部(厚肉層m1)に対応するように粉体樹脂原料Rをスラッシュ成形型3の成形面3aに対して加圧するエアバッグ15を設ける。
(もっと読む)
スラッシュ表皮の成形方法及び成形装置
【課題】 厚肉部を部分的に有するスラッシュ表皮を簡単に成形する。
【解決手段】 原料収容ボックス1の内部に、開口端縁部1aから底部1cまでの距離が長い領域L1を、成形しようとするインパネ表皮(溶融樹脂層M)の厚肉部(厚肉層m1)に対応するように部分的に形成する。
(もっと読む)
微細突起構造体及びその製造方法
ポリマーを溶解して含む疎水性有機溶媒溶液を基板上にキャストし、湿分を含んでいる雰囲気の下で該有機溶媒を蒸発させ、該キャスト液表面の雰囲気に含まれている湿分を該キャスト液表面で微小水滴に凝縮、結露させ、該液表面又は液中に最密充填構造に分散させ、次いでこの結露し液表面又は液中に分散してなる微小水滴を蒸発させる事で水滴を鋳型とする多孔質ハニカム構造体を得、次いでこの構造体を、厚み方向に剥離することによって少なくとも二分して、これによって剥離面に規則的に配列してなる微細突起あるいは異方性微細突起を有してなる多孔質ハニカム構造の薄膜構造体。  (もっと読む)
(もっと読む)
熱可塑性発泡体の層を有する部品の回転成形方法
回転形成によって形成される発泡層は、発泡性重合体が加熱され、発泡温度に達する前に加熱が中断されることによって構成される。鋳型1と先に形成された層とから成るシステムの熱慣性によって加熱が完了するが、無秩序な発泡を起こす原因とはない。発泡層は、均一で接着している。発泡層を被覆している稠密層は異なる。 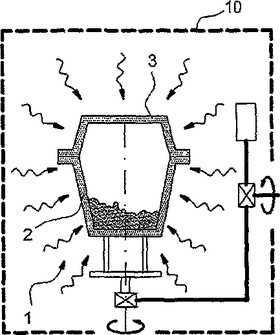 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]