
Fターム[4F205GN30]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形操作・装置一般 (3,472) | その他 (70)
Fターム[4F205GN30]に分類される特許
1 - 20 / 70
偏光板保護フィルム、及びその製造方法
【課題】本発明は、経時によるバックライト利用効率の劣化を防ぐことを目的とする。
【解決手段】セルロースエステルを主成分とするフィルムであって、少なくとも片側の表面近傍に空孔を有し、該空孔サイズが1nm以上100nm以下であり、空孔密度が1〜50vol%であり、空孔間平均距離が0.1〜100nmであり、空孔間距離バラつきが20nm以下であることを特徴とする偏光板保護フィルム。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び液晶表示装置
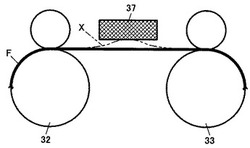
【課題】フィルムが破断し、延伸区間内にあるフィルムが延伸区間内に配置した加熱装置に接触した場合でも、加熱装置に残ったフィルム付着物の溶融物が製造再開後のフィルムに落下することを防止する。
【解決手段】光学フィルムの製造方法は、フィルムFを搬送しつつ加熱ロール32と延伸ロール33とでロール間延伸する工程と、搬送経路上にあるフィルムFの破断を検知する工程と、フィルムFの破断を検知したときは、光学フィルムの製造再開前に、加熱ロール32と延伸ロール33との間の延伸区間内に配置された加熱装置37を清掃する工程とを有する。
(もっと読む)
エンドレスバンドの検査方法及び装置

【課題】溶液製膜方法に用いたときに厚みムラの原因となるバンドの反りを、溶液製膜方法を行うことなく検知する。
【解決手段】駆動部206は、検査用ローラ201の回転軸201aに所定の外力を印加する。検査用ローラ201に巻き掛けられたバンド91にテンションが印加される。センサユニット208は測定位置MP1から測定窓208aまでの距離Aを測定する。センサユニット208は測定位置MP2から測定窓208aまでの距離Bを測定する。制御部は、距離A,距離B,記憶部から読み込んだバンド厚みDを用いて浮き量CLを算出する。制御部は、検査対象となるバンド91の浮き量CLが全て閾値TH1以下である場合には、当該バンド91は「合格品」と判定する。検査対象となるバンド91の浮き量CLのいずれかが閾値TH1を超える場合には、当該バンド91は「不合格品」と判定する。
(もっと読む)
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置
【課題】溶液流延法において、流延膜への同伴風の泡の巻き込みを十分抑制し、たとえ高速生産されても、製造された光学フィルムの光学品質の劣化を回避する。
【解決手段】移動する支持体12上にダイス11から樹脂溶液51を流延させて流延膜52を形成させる流延工程を有する光学フィルムの製造方法において、流延工程中は、ダイス11から吐出された樹脂溶液51が支持体12上に接地するまでの流延リボンRよりも支持体12の移動方向の上流側の支持体12上の空間に、空気よりも密度が小さい気体を供給する。この製造方法では、支持体12の幅手方向の外方側から内方側に向けて気体を供給すること、支持体12の上方から支持体12に向けて少なくとも流延リボンRの幅に亘って気体を供給すること、標準状態(0℃、1気圧)における気体の密度は1kg/m3(ntp)以下であること、気体の温度は−50℃〜20℃であることが好ましい。
(もっと読む)
ハードコートフィルム及びその製造方法
【課題】ハードコートの密着力を向上したハードコートフィルムを従来よりも効率よく製造する。
【解決手段】第1ドープ41が第2ドープ42の上に重なる流延膜46が形成されるように、第1ドープ41と第2ドープ42とを共流延する。第1ドープ41は第1セルロースアシレートと硬化性化合物と硬化剤とを含む。第1ドープ41での硬化性化合物の濃度は7質量%以上28質量%以下の範囲とする。第2ドープ42は第2セルロースアシレートを含む。流延膜46を剥ぎ取って湿潤フィルム47とし、乾燥して乾燥フィルム51にする。硬化装置55で乾燥フィルム51に紫外線を照射して硬化させる。得られるハードコートフィルム10は、ハードコートとフィルムベースと混在層とを備える。ハードコート及び混在層の厚みの和は全厚みの10%以上である。
(もっと読む)
セルロースアシレートフィルムとその製造方法、偏光板および液晶表示装置
【課題】光学性能を改善でき、生産性が高いセルロースアシレートフィルムの製造方法の提供。
【解決手段】セルロースアシレートを含むドープを支持体上に流延する工程と、流延後の支持体上の前記ドープを、前記ドープの前記支持体と接していない側の表面における表面乾燥風温度T1(単位:℃)の制御と、前記ドープの裏面乾燥温度T2(単位:℃)の制御によって乾燥ゾーン内で乾燥する工程を含み、前記表面乾燥風温度T1と前記裏面乾燥温度T2が式(1)〜式(3)を満たすように制御するセルロースアシレートフィルムの製造方法。
20℃ ≦ T1・・・式(1); T1 ≦ T2−20℃・・・式(2); T2 ≦ 90℃・・・式(3)
(もっと読む)
溶液製膜方法及び流延装置
【課題】厚みが幅方向で均一な従来よりも幅が広い長尺のフィルムを製造する。
【解決手段】流延支持体として、中央部33cと側部33sとが溶接により一体とされた環状のバンド33を用いる。幅広の中央部33cは従来から流延支持体として用いられてきたバンド幅Wcをもち、側部33sは中央部33cよりも幅Wsが狭い。バンド33は、循環するように長手方向に搬送する。ドープは、中央部33c上と溶接部33w上とに流延膜39が形成されるように流延する。剥取位置から流延位置PCに向かうバンド33に対向するように設けた1対の第1ローラ52により、側部33sと溶接部33wとを、流延面側から押さえて、側部33sの浮き上がりを矯正して流延面の高さを中央部33cと同じくする。
(もっと読む)
フィルム裁断方法及びフィルム裁断装置
【課題】樹脂フィルムを搬送方向に裁断する際に生じるスリットカット不良を防止する。
【解決手段】回転体2は、溝部22を備え、その側壁が下刃221とされている。上刃31は、回転体2がフィルムFを搬送する方向に回転した状態で溝部22に侵入している。そのため、フィルムFは上刃31と下刃221とにより挟持されて裁断される。回転体2は表面に複数のサクション孔Hが形成されたサクションローラにより構成されている。そのため、フィルムFはシワSWが除去されて裁断される。
(もっと読む)
ダイ及びその製造方法
【課題】HIP処理によりダイ本体の母材と拡散接合されたHIP層からなるリップ部とすることにより、リップ部の組織が緻密化され、曲げ強度が大幅に改善されて、表面粗度を高精度に仕上げることができ、エッジ部が高精度のシャープエッジに仕上げられるとともに、リップ部以外のダイ流路も良好な耐食性及び耐摩耗性を有するダイを提供する。
【解決手段】ダイ本体4に形成されたダイ流路5の先端側にリップ部6,6が設けられ、ダイ流路5に供給される塗工液又は溶融樹脂をリップ部6から吐出するダイであって、リップ部6は、HIP処理により耐食性及び耐摩耗性の良好な合金粉末をダイ本体4の母材に直接拡散接合させたHIP層10によって形成され、リップ部6以外のダイ流路5を形成するダイ本体4内壁面に硬質クロムメッキ層20が被覆されている。
(もっと読む)
フィルム製造方法及び溶液製膜装置
【課題】遅相軸の方向のばらつきが小さいフィルムを製造可能なフィルム製造方法及び溶液製膜装置を提供する。
【解決手段】溶液製膜法によるフィルムの製造方法であって、流延バンドの走行速度を100.0%としたとき、前記流延バンドの走行速度の98.0%以上かつ100.0%未満の周速度で剥ぎ取りローラが、前記フィルムを剥ぎ取り、テンタは、フィルムの長手方向の移動速度が前記流延バンドの走行速度の98.0%以上かつ100%未満の速度で前記フィルムを長手方向に移動させながら延伸するフィルム製造方法。
(もっと読む)
溶液製膜用コーティングダイおよび溶液製膜方法
【課題】 ドープのリップ先端部への滞留を防止した溶液製膜用コーティングダイおよび溶液製膜方法
【解決手段】 少なくとも1種類以上のポリマーを含む溶液からなるドープを吐出する溶液製膜用コーティングダイであって、ダイリップ先端部を円弧状に丸めたラウンド加工(R加工)を施した前記ダイにおいて、R加工幅を0.0050mm未満にしたことを特徴とする溶液製膜用コーティングダイ。
(もっと読む)
光学フィルムの製造方法及び製造装置
【課題】高速で無限移行する無端支持体上にドープを流延する溶液流延製膜法で応力バラツキ、膜厚ムラ、リタデーションムラ、点状故障の発生がない光学フィルムの製造方法とその製造装置の提供。
【解決手段】樹脂を溶媒に溶解したドープを無端金属支持体の上にダイスの流出口から流出したドープ膜を流延しウェブを形成する流延工程と、前記ウェブを前記無端金属支持体より剥離した後、少なくとも延伸工程と、乾燥工程と、巻き取り工程とを有する溶液流延製造工程により光学フィルムを製造する光学フィルムの製造方法において、前記ダイスは上流側に減圧室を有し、前記減圧室に前記ドープ膜の前記流出口から前記無端金属支持体の上に着地する迄に、少なくとも前記ドープ膜の着地点付近に溶媒の蒸気を付与することを特徴とする光学フィルムの製造方法。
(もっと読む)
ポリビニルアルコール系フィルムの製造方法、偏光膜、および偏光板
【課題】幅広化や長尺化に対応した、搬送性能に優れ、さらに光学欠点のないポリビニルアルコール系フィルムの製造方法を提供する。
【解決手段】本発明は、(A)界面活性剤を含み、水分率が60〜90重量%のポリビニルアルコール系樹脂水溶液を調製する工程、および
(B)ポリビニルアルコール系樹脂水溶液をドラム型ロールと接触させてキャスト法により製膜する製膜工程を経て、水分率5重量%以下のポリビニルアルコール系フィルムを製造する工程
からなり、製膜工程におけるポリビニルアルコール系樹脂水溶液とドラム型ロールとの接触時間が30〜120秒であり、かつ、ポリビニルアルコール系樹脂水溶液中の水分の蒸発速度が15〜30重量%/分であることを特徴とするポリビニルアルコール系フィルムの製造方法である。
(もっと読む)
バンドの製造方法及び設備、溶液製膜方法
【課題】従来よりも幅が広いバンドを製造し、厚み及び光学特性が均一な従来よりも幅が広い長尺のフィルムを製造する。
【解決手段】幅広のシート材である中央部材12の側縁12eを位置検出手段34で検出し、この検出結果に基づいて第1ローラ26、第2ローラ27により中央部材12の搬送経路を制御する。幅狭のシート部材である側部材11を第3ローラで中央部材12に寄せる。これにより、側部材11の側縁11eと中央部材12の側縁12eとの突き合わせ位置Pcが第4ローラ29上になるようにする。突き合わせた側部材11と中央部材12とを溶接装置42に送り、長手方向に溶接する。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】 長手方向の延伸工程に発生するゲルフィルムの蛇行によるフィルム破れが発生しにくいポリイミドフィルムの製造方法を提供する。
【解決手段】 ポリアミド酸溶液を支持体上にフィルム状に連続的に押し出し又は塗布したゲルフィルムを剥離し、延伸、乾燥、熱処理するポリイミドフィルムの製造方法において、ゲルフィルムの全幅が接触しているバー又はロールの少なくとも片側に、ゲルフィルムの端面が接する蛇行防止蛇行防止板を設置し、この蛇行防止板にゲルフィルムの端面が接触する長さを8cm以上、かつ、この蛇行防止板の横を通過した時のゲルフィルムの溶媒濃度を80%以下に制御することを特徴とするポリイミドフィルムの製造方法。
(もっと読む)
テンタ装置及びテンタ装置内での異物除去方法並びに溶液製膜設備
【課題】フィルムの搬送を阻害する異物を除去してフィルムの搬送を安定させる。
【解決手段】ピンテンタ内のフィルムは、両側端部がピン72及びピンプレート73に担持された状態で搬送される。ピン72及びピンプレート73は、フィルムの担持が解放されると、ジェット風洗浄エリア83に送られる。ジェット風洗浄エリア83では、ピン72及びピンプレート73はチャンバ202内で覆われる。チャンバ202内では、ピン72及びピンプレート73に対してジェット風が吹き付けられる。このジェット風の吹き付けによって、フィルムの添加剤が液化又は固化したものやピン72をフィルムに差し込んだときに出る打ち抜きカスなどを含む異物がピン72及びピンプレート73から除去される。異物は吸引ノズルを介してチャンバ202外に排出される。
(もっと読む)
ポリビニルアルコール系重合体フィルムの製造方法
【課題】延伸時に高い延伸倍率で延伸することができて高い偏光性能を有する偏光フィルムを与えることのできるPVA系重合体フィルムを容易に製造可能なPVA系重合体フィルムの製造方法を提供すること、および、当該PVA系重合体フィルムを用いる偏光性能に優れた偏光フィルムの製造方法を提供すること。
【解決手段】水分率10〜40質量%のPVA系重合体フィルムに10〜40kGyの電子線を照射することを特徴とする電子線照射されたPVA系重合体フィルムの製造方法、および、当該製造方法によって製造された電子線照射されたPVA系重合体フィルムを染色および一軸延伸する、偏光フィルムの製造方法。
(もっと読む)
光学フィルムの製造方法及び製造装置
【課題】本発明の目的は、光学フィルムの製造方法において、裁断装置の裁断部から回収箱までの間で、裁断した耳部が破断して、裁断装置に絡むことを抑制した、生産性の高い光学フィルムの製造方法及び製造装置を提供することである。
【解決手段】延伸工程の後に、樹脂フィルムの幅手方向の両端部を加熱する加熱工程と、該加熱工程の後に、樹脂フィルムの幅手方向の両端部に挟圧部材を押圧接触させて矯正する矯正工程とを有し、該矯正工程の後に、裁断工程を行うことを特徴とする。
(もっと読む)
自動車内装材用樹脂成形品
【課題】スラッシュ成形時の低温溶融性、及び高温の使用環境下でのインストルメントパネルのエアバッグの展開性に優れた自動車内装材用樹脂成形品を提供することである。
【解決手段】本発明は、熱可塑性ポリウレタン樹脂(D)と添加剤(L)を含有し、190℃の溶融粘度が100〜500Pa・sである樹脂粉末組成物(S)をスラッシュ成形して得られ、成形物の熱軟化温度が135〜155℃である自動車内装材用樹脂成形品(T)であり、(D)としてポリエステルジオール(A)、直鎖脂肪族ジイソシアネート(B)および直鎖脂肪族ジアミン(C)を反応させて得られ、(D)中のウレア基濃度が1.5〜2.5重量%である熱可塑性ポリウレタン樹脂が好ましい。
(もっと読む)
基体、基体の製造方法、及び管状体の製造方法
【課題】本発明における離型層及び中間層が芯体上に設けられていない場合に比べて、繰り返し使用による基体表面の離型性の劣化が抑制された基体を提供する。
【解決手段】芯体12と離型層16と、の間に中間層14を設けて、離型層16の外側の面の水の接触角を40°以上70°以下とし、中間層14における離型層16側の面の水の接触角を離型層16の接触角未満とする。
(もっと読む)
1 - 20 / 70
[ Back to top ]