
Fターム[4F205HA03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | ハンドレイアップ成形 (58)
Fターム[4F205HA03]に分類される特許
1 - 20 / 58
固定式分配器を使用する繊維配置のための方法およびシステム

【課題】繊維配置動作を行うに際し、繊維量の制限が少なく、また、繊維や樹脂の屑による材料の詰まりも無く、複合繊維製品を作製するのに、稼働停止時間が少なく、生産効率の良いシステムを提供する。
【解決手段】ロボットアーム162を有するモーションシステムと、ロボットアーム162に搭載された繊維配置レイアップ心棒110と、配送ヘッド124を有する繊維配置配送システム120とを含む。ロボットアーム162は、複合繊維部品を作製するために、配送ヘッド124に対して配送ヘッド124の近くで心棒110を運動させるように動作することができる。
(もっと読む)
炭素繊維基材及び炭素繊維強化プラスチック

【課題】CFRPの層間の剥離強さ(層間剪断強さ)を向上させることのできる炭素繊維基材、及びCFRPを提供すること。その上で、望ましくは、構成する炭素繊維マルチフィラメント糸の所望の強度を維持することのできる炭素繊維基材、及び所望の強度を維持することのできるCFRPを提供すること。
【解決手段】炭素繊維強化プラスチック用の炭素繊維基材であって炭素繊維マルチフィラメント糸で形成されている炭素繊維基材において、積層面に炭素繊維マルチフィラメント糸の一部のフィラメントを切断して得られた毛羽を有することを特徴とする。積層面における平均毛羽長さは、1mm以上であり、積層面における毛羽密度に平均毛羽長さを乗じて得られる総毛羽長さは、20〜200cm/cm2であることを特徴とする。積層面における平均毛羽長さは、2.5mm以下であることを特徴とする。
(もっと読む)
しわの発生が少ない高度に曲線の付けられたスチフナの製造方法及び製造装置
【課題】曲線を有する繊維補強複合部材を製造方法において、レイアップ工程中に、しわが発生することを実質的に低減又は解消でき、且つプライの切り分け及び継ぎ合わせの必要としない、硬度に曲線の付けられた繊維補強複合部材を製造するための方法及び装置を提供する。
【解決手段】所望の面外湾曲及び対応するマンドレル面内形状変化を有するマンドレルを用いて、プライを面外湾曲に適合させること、すなわち、各プライの繊維を公称直線配向から面外湾曲により決定される変形配向へと全般的に変形せしめることを含む。レイアップの締め固めは、各プライを締め固めて、プライのしわを実質的に除去し、且つ変形された繊維配向をプライに設定する。
(もっと読む)
繊維塗布機械
【課題】複合材料からなる部品を生産するための塗布ローラを有する繊維塗布機械に関し、樹脂を用いて繊維を予備含浸する際に、繊維張力制限システムや繊維搬送システム等を備え、直線的な設計で、空間要求性が減少し、より安価な繊維塗布機械を提供する。
【解決手段】繊維塗布機械は、塗布ローラーと繊維を前記塗布ローラーに案内するための手段とを備える繊維塗布ヘッド移動システム、繊維貯蔵手段、および、前記貯蔵手段から塗布ヘッドまで繊維を搬送するための繊維搬送手段を備えている。該繊維塗布機械は、繊維搬送手段は可堯管を備え、各管はその内部通路に繊維を受け入れることができる。
(もっと読む)
複合的な環状構造体を自動的に形成する方法
【課題】軽量、高強度の構造体、特に環状の複合構造体を形成するための効率的で且つ効果的な方法、装置及び
システムを提供する。
【解決手段】環状の複合構造体を形成する装置は、環状の形状のツール取扱い組立体660と、形成ヘッド604とを含む。該環状の形状のツール取扱い組立体660は、選択した断面の幾何学的形態の形成面を含む。形成ヘッド604は、ツールの形成面の廻りにて周方向に連続的なプライ層のプライを1つずつ形成する形態とされている。
(もっと読む)
炭素繊維強化樹脂材及びその製造方法
【課題】簡便な設備により小ロットの製品をスピーディに低コストで製作できる炭素繊維強化樹脂材の製造方法する。
【解決手段】モールド15に合せて切断した布状の炭素繊維片13をゲルコート材を塗布されたモールド面に積層させる繊維配置工程と、積層された炭素繊維片に接合樹脂11を充?するかもしくは接合樹脂によりモールド面に貼り付けて賦形する樹脂賦形工程と、モールド面上に配置された炭素繊維片と接合樹脂からなる複合樹脂層23の表面に加熱空気を吹き付けて樹脂軟化温度に部分加熱された樹脂面を加圧してその内部気泡を押し出す気泡除去工程と、全体が室温に冷却された複合樹脂層を樹脂養生温度まで再加熱して所定時間保持させる加熱養生工程と、を有する炭素繊維強化樹脂材の製造方法。
(もっと読む)
繊維強化複合材料
【課題】優れた強度及び耐衝撃性を兼ね備えた繊維強化複合材料を提供することにある。
【解決手段】強化繊維とマトリクス樹脂とからなる繊維強化複合材料であって、該強化繊維が、単繊維繊度が10〜45dtex、結晶化度が55〜70%の芳香族ポリアミド繊維であることを特徴とする繊維強化複合材料とする。
(もっと読む)
繊維強化プラスチック製構造物の成形法、及び、繊維強化プラスチック製構造物
【課題】引抜き成形法、ハンドレイアップ法、RTM法、ホットプレス法
などの成形法において、繊維強化プラスチック製ストランドシートを用いることにより、今まで得ることのできなかった引張強度、引張弾性率、圧縮強度、圧縮弾性率、曲げ強度、曲げ弾性率等の機械的物性を向上させることができる。
【解決手段】繊維強化シートを複数枚積層して、引抜き成形法、ハンドレイアップ法、レジントランスファーモールディング法、又は、ホットプレス法により繊維強化プラスチック構造物を成形する成形法において、構造物100の成形時に、繊維強化シート103を複数枚積層して形成される基体101の外表面に、複数本の繊維強化プラスチック線材2を長手方向に引き揃えて有する繊維強化プラスチック製ストランドシート1を少なくとも1枚配置し、前記成形法で成形される樹脂を用いて同時成形する。
(もっと読む)
温度調整システムを備える可撓性の圧縮ローラを含む繊維塗布装置
本発明は、複合材料からなる部材を製造するための繊維塗布装置であって、樹脂が予備含浸された少なくとも1つの扁平繊維からなるバンドを塗布面に塗布するための圧縮ローラ(2)と、バンドに向かって熱放射を出力可能な加熱システムとを備えた繊維塗布装置に関する。圧縮ローラは、複数の放射状の孔(41)を設けられた剛性の中心チューブ(3)と、当該中心チューブに取り付けられており、複数の放射状の孔と円筒の外面(33)とを流体連通させることが可能な流体連通手段(32、34、35)を備えた弾性変形可能な可撓性材料からなる円筒(3)とを備えている。上記の装置は、中心チューブの内部通路(42)に温度調整流体を封入可能な温度調整手段を備えている。 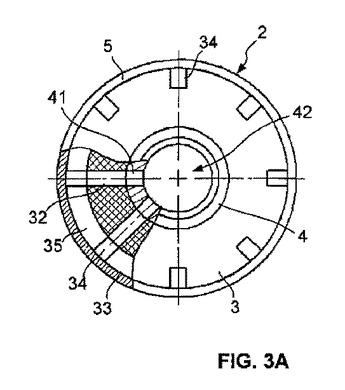 (もっと読む)
(もっと読む)
高度複合構成要素の製造方法
【課題】積層材料成形品を製造するための方法を提供する。
【解決手段】本方法は、一つの態様では、凝固して樹脂層を形成する樹脂を表面上に適用する工程と、樹脂層とほぼ平行なx方向に沿って強化手段を提供する工程と、x方向に対して角度をなし且つ樹脂層とほぼ平行なy方向に沿って強化手段を提供する工程と、x方向及びy方向に対してほぼ垂直なz方向に強化手段を提供する工程とを含む。本方法は、別の態様では、液化樹脂を金型の金型表面に適用し、樹脂が凝固して金型の金型表面上に樹脂層を形成する工程と、弾性変形可能なチャンバ壁を各々有する第1及び第2の圧力チャンバ間に金型を配置し、チャンバ壁は、これらのチャンバ壁間に配置された金型に関して向き合って配置される、工程と、金型に面する向き合った表面に液化樹脂を適用し、向き合った表面上の樹脂は、凝固して向き合った樹脂層を形成し、積層材料レイアップが樹脂層間に配置される、工程と、各圧力チャンバを通して高温高圧の流体を循環し、樹脂層を液化し、積層材料レイアップを圧縮し、樹脂で含浸し、硬化する工程とを含む。 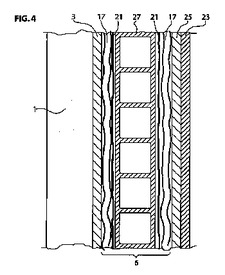 (もっと読む)
(もっと読む)
輸送用のコイルの形態の繊維補強された鉄筋
合成鉄筋は、樹脂で浸透された被覆部の反対側において、内側粗紡の周りを被覆された少なくとも1の粗紡の、第1及び第2の螺旋形の被覆部を有する一連の内側粗紡から形成される。鉄筋構造が形成されることで、形成された鉄筋が、巻回可能なように十分なねじれ曲げを許容し、これにより、鉄筋の長さに対して直角に、軸の周りを数回続けて被覆され、鉄筋のコイルを形成する。鉄筋は、垂直回転軸のまわりの一連のポストによって形成された、回転する巻線フレームへと送られる。フレームが離れた位置へとコイルを輸送するために、取り除かれるが、コイルは適所に保持される。離れた位置では、コイルは巻線フレームと類似するものに置かれる。また、鉄筋は、コイルから引かれ、必要とされる長さに切断される。 (もっと読む)
風力タービンブレードの自動製造システム
本発明は、半割の型(2、3)を使用して風力タービンブレードを自動的に製造するシステムに関し、乾燥繊維ブランケットを貼り付けることで、型で2つの相補的な半体が形成される。風力タービンブレードは、2つの半体が互いに結合された時に得られる。さらに、離型剤、塗料及び接着剤塗布又は機械加工の付属品が選択的に配置されるヘッド支持手段(5、6)、及び乾燥繊維ブランケットを半割の型(2、3)に貼り付けることが可能な機能のアセンブリを備えたヘッド支持手段(13)が、半割の型(2、3)に配置される。 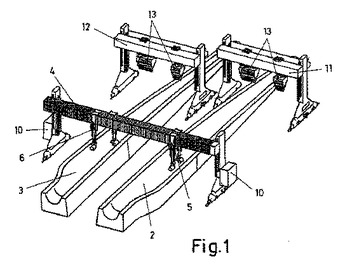 (もっと読む)
(もっと読む)
落雷保護を有する構造物の形成方法
落雷保護を有する構造物(20,120,220)を形成する方法であって:
少なくとも1つの構造層(60,160,260)を付与する工程;
少なくとも1つの補強層(40,140,240)に配置された少なくとも1つの落雷保護ストリップ(50,150,250)を得る工程;
前記少なくとも1つの補強層(40,140,240)に配置された前記1つの落雷保護ストリップ(50,150,250)を、前記少なくとも1つの構造層(60,160,260)へ付与する工程;そして
前記少なくとも1つの構造層と、落雷保護ストリップと、補強層とから構造物を形成する工程;
を含む、前記方法。少なくとも1つの落雷保護ストリップは、第1材料を含み、そして、少なくとも1つの補強層は、前記第1材料とは異なる材料の第2材料を含む。或る実施態様において、前記方法は、ファイバープレイスメント装置と、テープ敷設装置と、同様の自動製造装置との少なくとも1つを使用して、落雷保護を有する複合構造物を自動的に形成する。 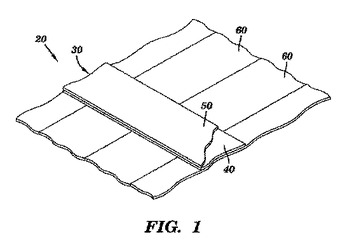 (もっと読む)
(もっと読む)
繊維強化複合材及び繊維強化複合材の締結構造
【課題】繊維強化複合材の締結部を改質することによるクリープ変形の抑制を目的とする。
【解決手段】繊維強化複合材1は熱硬化性樹脂であるマトリックス2と層状に配置された炭素繊維である強化繊維3で形成されている。繊維強化複合材1は他の部材である金属材8と締結されている。繊維強化複合材1に形成された締結用の貫通孔4に締結部材であるボルト10が挿入され、金属材8の側からナット11を締め付けることにより、繊維強化複合材1が金属材8と固定されている。繊維強化複合材1とボルト10が圧接する領域に被膜層6が形成されている。被膜層6はマトリックス2より硬い材料である鉄5で構成されている。被膜層6によりマトリックス2の流動を抑制することができる。また、ボルト10を締結した際の応力は被膜層6が受けるため、前記応力を直接マトリックス2が受ける場合に比べ、繊維強化複合材1のクリープ変形を抑制することができる。
(もっと読む)
バイオマス素材からなるマネキン人形の製造方法及びその製造方法からなるマネキン人形
【課題】バイオマス素材からなるマネキン人形の製造方法及びバイオマス素材からなるマネキン人形を提供する。
【解決手段】全体あるいは一部分が人体の外形を模倣した形状に成形された人形をベース素材として、これを床面に寝かせた状態で、まず、バイオマス由来組成物を5〜98重量%の割合で混練したバイオマス熱硬化性プラスチック溶液を、第1層目として所定の厚さで塗り重ね、これが固まったことを確かめた後、さらに該バイオマス熱硬化性プラスチック溶液を所定の厚さで塗り重ねた上に、順次バイオマス素材からなる布、不織布、フエルトなどからなる所定の大きさのシートに該バイオマス熱硬化性プラスチック溶液を浸して含ませた状態で、隙間なくその厚さが1〜20ミリ程度になるまで塗り重ねてバイオマス素材の繊維強化プラスチックで成型する。
(もっと読む)
FRPサンドイッチパネルの交差部構造
【課題】曲げ荷重や引張荷重が負荷された際、隅部のFRPオーバーレイの剥離を防止することができるFRPサンドイッチパネルの交差部構造を提供する。
【解決手段】FRPサンドイッチパネル1、2の交差部における隅部A、Bは、三角柱状の木材又は発泡プラスチック等からなる芯材と、芯材の周囲を包囲するGFRP布部分とから形成されたFRPコーナー部材3a、3bが設置され、FRPサンドイッチパネル1、2の側面の所定範囲とFRPコーナー部材3a、3bとを覆うFRP布4a、4bによって、オーバーレイして接着が図られている。
(もっと読む)
CFRPパネルの組立構造およびその製造方法
【課題】品質の向上および成形時間の短縮を図ることができるCFRPパネルの組立構造およびその製造方法を提供する。
【解決手段】CFRPパネルの組立構造(L字状組立構造)10は、一対のCFRPパネル1、2をL字状に当接させ、一対のCFRPパネル1、2の隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する。そして、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する。また、L字状のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を、手積み成形によって一体接合してなる。
(もっと読む)
繊維強化熱可塑性材料に加圧する加圧装置、繊維配設装置、および繊維強化熱可塑性材料の配設方法
鋳型に対して繊維強化熱可塑性材料を加圧する加圧装置が記載されている。加圧装置(1)は、メインボディ(7)とメインボディの表面に設けられた加圧層(9)とを備えている。この場合において加圧層(9)は、有機材料、好ましくは、セラミック材料を用いて具現化され、鋳型の輪郭に適合するような構造をしているために、柔軟性を備えている。加圧装置の耐熱性が高まり、処理後の繊維強化熱可塑性材料の特性が改善される。 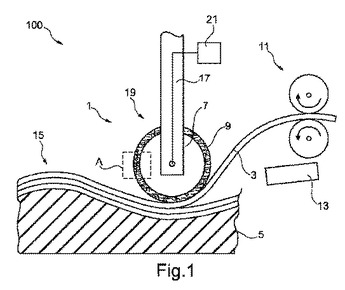 (もっと読む)
(もっと読む)
航空機又は宇宙船に用いられる構成部品におけるコア構造体の基体又は繊維体を補強する方法及び装置、航空機又は宇宙船用の構成部品、並びに、航空機又は宇宙船
航空機又は宇宙船等に用いられる構成部品のコア構造体の基体又は繊維体を補強する方法であって、搬送装置(15)の複数の筒体(17)の一に送り手段(12)によって連続状半完成品(6)を送り込む工程、筒体に収容されている補強用の切断半完成品(7)を得る為に切断装置(13)を用いて連続状半完成品を所定長さに切断する工程、筒体を機械加工装置(14)へ搬送する工程、補強用の切断半完成品を機械加工装置によって尖らせる工程、コア構造体の補強されるべき基体又は繊維体へ筒体を搬送する工程、並びに、打ち込み手段によって尖らされた半完成品を基体又は繊維体に打ち込む工程を備えた方法。この方法を実施する為に対応する装置が使用され、この方法及び/又は装置を用いて構成部品が製造され、航空機又は宇宙船がそのような構成部品を備える。 (もっと読む)
防汚性FRP成形品およびその製造方法
【課題】光触媒層表面を金属化合物薄膜で覆うことなく、親水化を向上させることができ、光触媒粒子を担持する樹脂材料の分解による破壊、減肉が製品の耐久性に悪影響を与えないFRP成形品を安価に提供することにある。
【解決手段】少なくとも表面の一部がゲルコート樹脂層で覆われたFRP成形品であって、前記ゲルコート樹脂層の厚みが100μm〜1,000μmであるとともに、少なくともルチル型酸化チタンを含む光触媒粒子が練混された前記ゲルコート樹脂層の表面を研磨処理することにより前記光触媒粒子が露出されてなることを特徴とする防汚性FRP成形品。
(もっと読む)
1 - 20 / 58
[ Back to top ]