
Fターム[4F205HA09]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | 加圧成形 (275) | バッグモールディング(真空、加圧) (92)
Fターム[4F205HA09]に分類される特許
81 - 92 / 92
プリプレグ積層体の成形装置及び成形方法
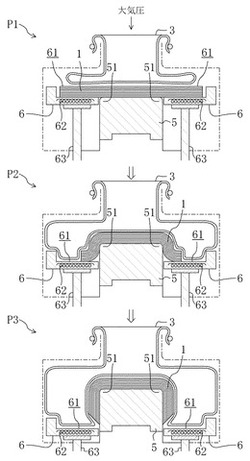
【課題】プリプレグ積層体1の曲げ加工を安定化させて、その精度を向上させる。
【解決手段】成形装置Aは、マンドレル5の角部51に隣接して配置されて積層体1に相対すると共に、マンドレル5に対し相対移動が可能な規制型6を備える。加熱手段62により積層体1を加熱しつつ、膨張性バッグ3を膨張させて積層体1に対する曲げ加工をしている最中に、規制型6をマンドレル5に対して相対的に移動させることによって、積層体1の端縁側部分の位置を規制型6により規制する。
(もっと読む)
FRP製中空部材の内圧成形法

【課題】内外共に精度のある表面を有するFRP製中空部材を、内圧成形法で容易成形する方法を提供すること。
【解決手段】
FRP製中空部材を内圧成形法により成形するに際し、中空部材の外表面の賦形用の成形型に沿って敷設・配置されたFRP材料、例えば、プリプレグと加圧用バッグの間に、中空部材の内表面の賦形用の補助型を挿入して用いることを特徴とするFRP製中空部材の内圧成形法。
(もっと読む)
角部を有するFRP製中空部材の成形方法
【課題】
複雑な形状を有するFRP製中空部材、特に、角部を有する様な中空部材を、内圧成形法で容易に一体的に成形する方法を提供すること。
【解決手段】
角部を有するFRP製中空部材の成形方法であって、成形型のキャビティ内表面にプリプレグを積層・敷設し、このプリプレグで形成される中空部分に圧力バッグを挿入し、内圧成形法により一体成形する方法において、前記積層・敷設されたプリプレグの層間で且つ成形型のキャビティ内表面の角部に対応する部分に、プリプレグで被覆された樹脂ブロックを配置して成形する成形方法。
(もっと読む)
ツールアセンブリ、航空機の翼、航空機の翼および翼外板の製造方法、ならびに複合積層体を製造するためのシステム
【課題】 一系統群の航空機の翼を元の翼のモデルに基づいて製造するための方法およびシステムを提供する。
【解決手段】 航空機の複合翼および他の構造を製造するための方法およびシステムをここに開示する。この発明の一実施例に従った複合積層体を製造する際に使用するツールアセンブリは、可動支持システムによって担持されたツールプレートを含む。ツールプレートは、繊維強化樹脂材料を支持し、繊維強化樹脂材料の外側モールド線(OML)を規定するよう構成されたツール表面を含む。可動支持システムは、コントローラからの信号に応答してツール表面の形状を自動的に変更し、完成部品のOMLを変えて、特定の用途に適合するよう構成されている。一実施例では、可動支持システムは、ツールプレートに動作可能に結合された複数のテレスコープ式作動装置を含み得る。
(もっと読む)
FRP製角パイプの成形方法。
【課題】断面が角形のFRP製の中空部材である角パイプを、プリプレグを用いて容易に、且つ正確な角を有する成形体として得る方法を提供すること。
【解決手段】上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することからなるFRP製角パイプの成形方法。
(もっと読む)
オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品
【課題】 オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品において、簡易なオートクレーブ構成で低コストな成形を行うこと。
【解決手段】 複合材料のプリプレグからなる積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、を備えている。
(もっと読む)
複合物品の製造方法
【課題】低密度の複合物品を製造する方法を提供する。
【解決手段】硬化可能なプレプレグを所定の形状に形成する工程と、所定の形状に形成されたプレプレグを硬化する硬化工程とを備える。硬化可能なプレプレグを所定の形状に形成する工程では、硬化工程においてプレプレグ内に空所が形成されるように十分に低い圧密圧力の下で、硬化可能なプレプレグが所定の形状に形成される。硬化工程では、硬化可能なプレプレグを硬化することにより発生する硬化可能なプレプレグの樹脂の成分の蒸発物質が前記空所を形成するように、約8.61×104パスカル絶対圧(12.5psia)から103.4×104パスカルゲージ圧(150psig)までの範囲の硬化圧力の下で、前記所定の形状に形成されたプレプレグを硬化する。
(もっと読む)
複合材料用プリプレグおよび複合材料
【課題】
本発明は、非繊維方向の引張強度が高いだけでなく、衝撃後圧縮強度に優れるベンゾオキサジンをマトリックス樹脂に用いた炭素繊維強化複合材料を与える複合材料用プリプレグと、それから得られる炭素繊維強化複合材料を提供する。
【解決手段】
炭素繊維からなる強化繊維[A]、エポキシ樹脂[B]および次の一般式
【化1】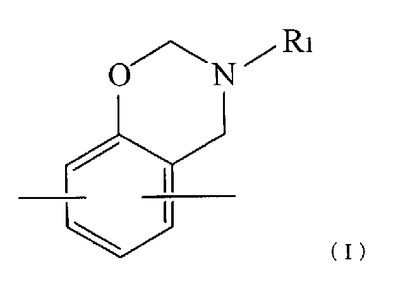
(式中、R1は、炭素数1〜12の鎖状アルキル基、炭素数3〜8の環状アルキル基、フェニル基、または、炭素数1〜12の鎖状アルキル基またはハロゲンで置換されたフェニル基を表し、芳香環の酸素原子が結合している炭素原子のオルト位とパラ位の少なくとも一方の炭素原子には水素が結合している。)で示される構造単位(I)を有するベンゾオキサジン化合物[C]を必須成分として含有する複合材料用プリプレグであって、該複合材料用プリプレグを硬化した複合材料の臨界ひずみエネルギー解放率GIICが1.0kJ/m2以上であることを特徴とする複合材料用プリプレグ。
(もっと読む)
プリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物
【課題】
物性の優れた繊維強化複合材料構造物を生産性良く製造するためのプリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物を提供する。
【解決手段】
複数枚の強化繊維シートを積層するとともに該強化繊維シート間を接合したプリフォーム用基材であって、隣接する強化繊維シートを、少なくとも一組の端辺が積層方向と交差する方向に互いに離間し、かつ、平行になるように積層する。
(もっと読む)
高度に成形された複合材ストリンガ用の可撓性マンドレル及び前記ストリンガの製造方法
【課題】高度に成形された複合材ストリンガ用の可撓性マンドレル及び前記ストリンガの製造方法
【解決手段】成形硬化ブロックと、該成形硬化ブロックの上に配置される第1マンドレル要素(12)とを備える航空機ストリンガ積層アセンブリ(10)が提供される。第1マンドレルアセンブリは、第1マンドレル長さに沿って形成されている複数の剛性低減第1溝(18)を有する第1バーアセンブリ(16)を含む。複数の剛性低減第1溝は、第1マンドレル要素の第1マンドレル深さを部分的に通り、第1バーアセンブリが成形硬化ブロックに順応することを可能にする。複合層アセンブリは、第1マンドレル要素上に積層され、成形複合材ストリンガ要素が作成されるように前記成形硬化ブロックに順応されて硬化される。
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 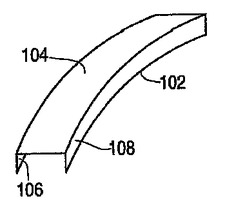 (もっと読む)
(もっと読む)
繊維強化プラスチックの真空注入成形方法
【課題】 バッグフィルム内に短時間で樹脂を拡散させて効率よく成形することを可能にし、かつ、万一の含浸不良の発生にも対応することのできる繊維強化プラスチックの真空注入成形方法を提供する。
【解決手段】 バッグフィルム5の表面に樹脂注入孔51を設け、この注入孔51に樹脂注入治具10を設置するとともに、この樹脂注入治具10に樹脂注入管9を接続して樹脂を注入する。樹脂注入治具10は、円盤状の基部101と略円筒状の注入部103とを備え、気密性を有する接着材料6を介してバッグフィルム5の樹脂注入孔51に接続固定される。そして、この樹脂注入治具10をバッグフィルム6の複数箇所に設置して、樹脂の多点注入を可能にする。
(もっと読む)
81 - 92 / 92
[ Back to top ]