
Fターム[4F205HA12]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | 射出成形(←RIM) (12)
Fターム[4F205HA12]に分類される特許
1 - 12 / 12
増加した強度を有する複合部材を製造する方法
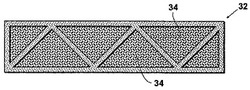
【課題】航空宇宙用途において、及び他の目的のために、木材の代替として用いることができる、特に複合体の耐荷重能力及び総合的な強度を増加させた押出複合材料を製造する方法を提供する。
【解決手段】注入可能な適合した構造コア材料34を用いて、押出複合材料32の内部のフォームセルを置き換え、それによって総合的な耐荷重安定性及び強度を向上させる。コア材料34は、構造材料に対して所望のCTEを有するように調整する。コア材料34は、また、複合部材32の強度を増加させるための繊維及び固体構造充填材も含むことができる。
(もっと読む)
繊維強化複合材

【課題】熱可塑性樹脂を用いた繊維強化複合材の機械的強度を向上する。
【解決手段】本発明の筐体用繊維強化複合材は、重量平均による繊維長さが10〜30mmであり、不織布に由来する強化繊維と、強化繊維を保持する熱可塑性樹脂からなるマトリクス材と、を備えることを特徴とする。この繊維強化複合材100,200は、厚み方向の中央部に配置される内層101,201と、内層101,201の厚み方向の両側に配置される外層103,203とを備える場合、外層103よりも内層101に多く強化繊維が存在する形態(a)と、内層201よりも外層203に多く強化繊維が存在する形態(b)とを包含する。また、厚み方向に強化繊維が断続的に存在する形態(c)も包含する。
(もっと読む)
連続繊維プリプレグの成形方法
【課題】熱可塑性のプリプレグテープを用いた連続繊維プリプレグを、生産性を犠牲にすることなく、所期の物性の発現が可能な形状に成形することができる連続繊維プリプレグの成形方法を提供すること。
【解決手段】プリプレグテープ11を複数本のロッド21の間に亘って捲回して周状の連続繊維プリプレグ12を形成する。そして、複数本のロッド21を互いに離反する方向に移動させて連続繊維プリプレグ12に張力を発生させてプリプレグテープ11の弛みをとる。そして、連続繊維プリプレグ12を押し治具41で押して最終形状に成形する。そして、連続繊維プリプレグ12を加熱し加熱後に冷却して硬化させる。
(もっと読む)
繊維強化複合材料のプリフォーム及びその製造方法
【課題】曲げ部を有するプリフォームを取り扱う場合に曲げ部やその近傍が変形し難く、そのプリフォームを使用した繊維強化複合材料の曲げ部における強度低下を抑制することができる繊維強化複合材料のプリフォームを提供する。
【解決手段】プリフォーム11は、連続繊維からなる二次元繊維基材が複数積層されて少なくとも2軸配向となる積層繊維群が、曲げ部11aと平面部11bとが連続する立体的な形状に形成されている。二次元繊維基材はバインダ繊維14bにより互いに接合されており、曲げ部11aのバインダ繊維量が他の部分のバインダ繊維量より多い。二次元繊維基材は、連続繊維からなる繊維束14aの外側にバインダ繊維14bが螺旋状に巻き付けられた強化繊維14で織られた織物で構成されている。
(もっと読む)
ガラス繊維用のサイズ剤組成物
熱硬化性樹脂の強化用の補強繊維のインライン細断及び乾燥を可能にするサイズ剤組成物を提供する。該サイズ剤組成物は、少なくとも1種のカップリング剤と1種以上のブロックトポリウレタンフィルム形成剤とを含む。そのブロッキング剤は、好ましくは、上記ポリウレタンフィルム形成剤の同時又はほぼ同時の脱ブロッキングと硬化を可能にする温度で脱ブロッキングする。サイズ処理繊維ストランド(12)は、インラインにおいて、細断してチョップトストランドセグメントを形成させ、Cratec? 乾燥炉のような流動床炉(46)内で乾燥させ得る。その後、チョップト繊維ストランドをバルクモールディングコンパウンドにおいて使用し、成形して強化複合物品とする。インラインでのガラス繊維の細断は、サイズ処理繊維バンドル(10)から製造した製品における製造コストを低減する。更に、補強繊維を、本発明のサイズ剤組成物によれば、通常のオフライン細断法に比較してはるかに速い速度で細断し乾燥させ得るので、生産性は向上する。 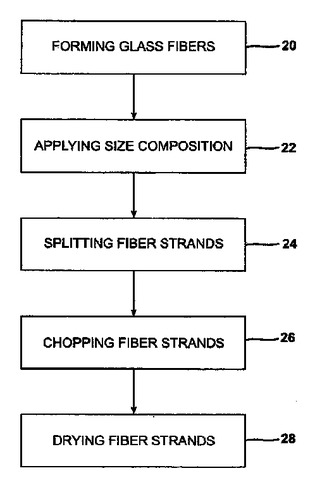 (もっと読む)
(もっと読む)
複合材料の構造要素、特にコネクティングロッドの上に、突出部を作製する方法
本発明は、複合繊維からなる1次層(N1、...、N7)の積層物から少なくとも局所的に作られており突出部を形成するための少なくとも1つの延長部(113)を画定する複合材料の構造要素上に、突出部を作製する方法を提供する。この方法は、少なくとも延長部において1次層を分離する工程と、その1次層の間に中間層(116)を挿入する工程を含む。 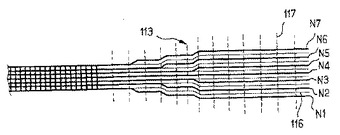 (もっと読む)
(もっと読む)
繊維強化樹脂成形品の真空注入成形方法
【課題】 比較的大型の成形品や肉厚の成形品、あるいはコーナー部を有するような形状の成形品を製造する場合に、注入樹脂を均一に拡散させて含浸不良を生じることなく効率よく成形することを可能にする。
【解決手段】 成形型1に形成する強化繊維基材層2は、成形型の表面直近に配設される下層21と、その外側に配設される上層22とで積層する強化繊維基材の構成を変え、下層21には、横糸に対して縦糸が連続する隙間を有するように直交させて二方向に配列された二軸スティッチ基材と、強化繊維糸を切断して面内に配向させて形成されたチョップドストランドマットとを、交互に積層して構成されている。また、上層22では、強化繊維ロービングクロスと、二軸スティッチ基材と、チョップドストランドマットとを、交互に積層して構成される。
(もっと読む)
射出成形体とその製造方法、並びに、射出成形体に用いられるペレット
【課題】植物由来原料を主成分とし、耐熱性を有し、結晶化速度の早い射出成形体を提供すること。
【解決手段】本発明の射出成形体は、(A)乳酸系樹脂、及び、(B)セルロース40質量%〜60質量%とリグニン10質量%〜30質量%とを含有する天然繊維、を含む樹脂組成物であって、(A)乳酸系樹脂と(B)天然繊維とを質量比で99:1〜70:30の割合で含有し、かつ、(A)乳酸系樹脂が、L乳酸:D乳酸=100:0〜97:3、又は、L乳酸:D乳酸=0:100〜3:97である樹脂組成物を用いてなる。
(もっと読む)
プリフォームの製造方法、繊維強化複合材料の製造方法、プリフォーム及びこれを用いた繊維強化複合材料
【課題】三次元形状のプリフォームにおいて、基材の目開きや薄層化を防止し、部分的に強度が低下しない、生産効率の高い製造方法を提供する。
【解決手段】表面が平坦な二次元形状と表面に凹凸を有する三次元形状とを含む所定の立体形状に繊維基材を賦形する場合、連続繊維基材を二次元形状に賦形して凸状部プリフォーム3を得て、短繊維基材を三次元形状に賦形して平坦部プリフォーム4を得て、凸状部プリフォーム3と平坦部プリフォーム4とを接合させる。
(もっと読む)
シームレス補強材およびその製造方法
【課 題】ガラス繊維からなる軽量、薄型円筒状シームレス補強材、その製造方法および該補強材を含む繊維強化プラスチック製の耐熱性、耐衝撃性、耐溶剤性および寸法安定性等にすぐれ、肉厚が薄く、軽量の円筒状成形体を提供すること。
【解決手段】1本のガラス繊維糸条を円筒状に綾角度を持たせて複数回巻回してなる筒状であって、目止め剤で少なくとも糸条の交点が固定されていることを特徴とするガラス繊維からなるシームレス補強材。
(もっと読む)
湾曲したFRP桁材用の強化繊維プリフォームの製作方法
【課題】従来の湾曲した強化繊維プリフォームの製作方法では、長手方向において強化繊維層の不連続部位が発生したり、繊維配列に乱れが発生してしまう。
【解決手段】製作目的の強化繊維プリフォームの中心軸の描く曲線に一致する中心軸M1を有するマンドレル1を製作するマンドレル製作工程(ステップ101)と、ブレイダー2による組糸Yの組位置Pを通過するように、湾曲したマンドレル1を移動させて、このマンドレル1上に筒状組物3を製作する組物製作工程(102)と、筒状組物3を中心軸方向に沿って切断して分割し、断面形状が中心軸方向で同一となる一対のC型基材11・12を製作するC型基材製作工程(ステップ104)と、C型基材製作工程で製作された一対のC型基材11・12を、背面11a・12a同士で重ね合わせて仮固定して、H型基材20を製作する重合基材製作工程(ステップ105)と、を備えるものとする。
(もっと読む)
未含浸強化繊維の織布の裁断方法およびその裁断処理装置
【課題】未含浸強化繊維よりなる織布の裁断に際して、熱可塑性樹脂やタッキファイアの粉末を付与して織布を固定する方法では、粉末の分量や疎密のコントロールが難しく、裁断処理装置を自動化した場合に高速化ができない。
【解決手段】マトリックスとしての熱硬化性樹脂を含浸させて繊維強化樹脂材を製造するための未含浸強化繊維の織布を、裁断する方法であって、前記織布に、少なくともその裁断パターンに沿って、裁断用固定材としての常温で固体の熱硬化性樹脂が揮発性有機溶媒に溶かされてなる溶液を含浸させる含浸工程100と、前記溶液が含浸した織布より前記溶媒を乾燥させる乾燥工程200と、前記溶媒が乾燥した織布を前記裁断パターンで裁断する裁断工程300と、を備える。
(もっと読む)
1 - 12 / 12
[ Back to top ]