
Fターム[4F205HA25]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 型による分類 (695) | 型を用いるもの (677) | 型間(←閉鎖性、ベルト間) (46)
Fターム[4F205HA25]に分類される特許
41 - 46 / 46
湾曲したFRP桁材用の強化繊維プリフォームの製作方法
【課題】従来の湾曲した強化繊維プリフォームの製作方法では、長手方向において強化繊維層の不連続部位が発生したり、繊維配列に乱れが発生してしまう。
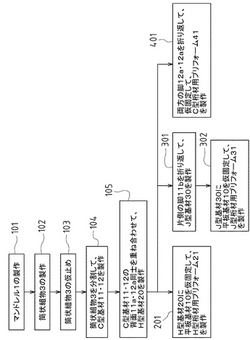
【解決手段】製作目的の強化繊維プリフォームの中心軸の描く曲線に一致する中心軸M1を有するマンドレル1を製作するマンドレル製作工程(ステップ101)と、ブレイダー2による組糸Yの組位置Pを通過するように、湾曲したマンドレル1を移動させて、このマンドレル1上に筒状組物3を製作する組物製作工程(102)と、筒状組物3を中心軸方向に沿って切断して分割し、断面形状が中心軸方向で同一となる一対のC型基材11・12を製作するC型基材製作工程(ステップ104)と、C型基材製作工程で製作された一対のC型基材11・12を、背面11a・12a同士で重ね合わせて仮固定して、H型基材20を製作する重合基材製作工程(ステップ105)と、を備えるものとする。
(もっと読む)
未含浸強化繊維の織布の裁断方法およびその裁断処理装置

【課題】未含浸強化繊維よりなる織布の裁断に際して、熱可塑性樹脂やタッキファイアの粉末を付与して織布を固定する方法では、粉末の分量や疎密のコントロールが難しく、裁断処理装置を自動化した場合に高速化ができない。
【解決手段】マトリックスとしての熱硬化性樹脂を含浸させて繊維強化樹脂材を製造するための未含浸強化繊維の織布を、裁断する方法であって、前記織布に、少なくともその裁断パターンに沿って、裁断用固定材としての常温で固体の熱硬化性樹脂が揮発性有機溶媒に溶かされてなる溶液を含浸させる含浸工程100と、前記溶液が含浸した織布より前記溶媒を乾燥させる乾燥工程200と、前記溶媒が乾燥した織布を前記裁断パターンで裁断する裁断工程300と、を備える。
(もっと読む)
複合材料の製造方法
積層体を製造する方法は、次の工程からなる。(a)樹脂で処理された実質的に単一方向布地からパッチを成形すること、(b)そのパッチの向きを不規則配置すること、(c)複数のパッチを成形機の周りに層状に分布させること、(d)樹脂処理の活性化によってパッチ層を融合すること。  (もっと読む)
(もっと読む)
ゴムシートの製造方法
【課題】 櫛歯ロールからのスチールワイヤの飛び出しを抑制して、作業性よくゴムシートを製造する。
【解決手段】 複数本のスチールワイヤ12を束ねてガイド板20に引き揃え、次いで櫛歯ロール22に導いた後にカレンダー処理を施してゴムシート26を製造する方法であって、前記複数のスチールワイヤ12を前記櫛歯ロール22に導く前に、該複数本のスチールワイヤ12の端部側の少なくとも一部に対して撚り合わせを行う。
(もっと読む)
ゲルシートの製造方法
本発明は、連続方式でのゲルシート製造のためのさまざまな方法を提供するものである。
本発明の態様は、工業生産に適するゲルシートの製造時間を削減する一助となる。このようなゲルシートは、保湿性がよく防音及び断熱を含むさまざまな用途に用いられるエローゲル・ブランケット(blankets)製品を製造するのに使用される。 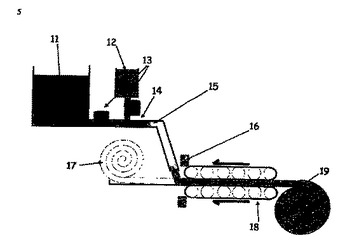 (もっと読む)
(もっと読む)
FRP成形品
【課題】ドリルによる孔あけ加工後のバリの発生を低減し、また孔あけ加工の作業を容易にし、また剥離やクラックの発生を防止できるFRP成形品を提供する。
【解決手段】ドリル2により孔あけ加工されるFRP成形品1である。該FRP成形品1の表面1aの孔あけ加工の際にドリル2の先端を当てる部分をドリル当て部3とする。FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成する。
(もっと読む)
41 - 46 / 46
[ Back to top ]