
Fターム[4F205HA27]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 型による分類 (695) | 型を用いるもの (677) | ダイスを用いるもの (44)
Fターム[4F205HA27]に分類される特許
1 - 20 / 44
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
引抜き成形品の製造装置および引抜き成形品の製造方法
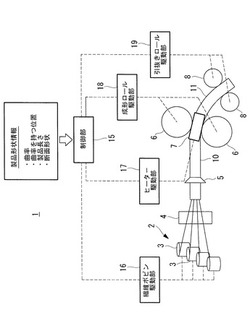
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
(もっと読む)
漏電及び感電防止用成形体
【課題】高い電磁波シールド性や機械的強度を有し、漏電や感電も防止できる成形体を提供する。
【解決手段】ガラス繊維を長さ方向に揃えた状態で束ね、ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ樹脂含浸繊維束を得る。繊維束を一体化した後に、5〜15mmの長さに切断し、切断された樹脂含浸繊維束を含む樹脂組成物からなり、絶縁性を有する基材層と、基材層表面に形成された導電性層とを有する成形体。
(もっと読む)
ゴムシートの製造方法

【課題】ゴムシート製造工程中のインシュレーション処理のインサータ通線を容易にし、作業性良くゴムシートを製造することができるゴムシートの製造方法を提供する。
【解決手段】1つの巻付け部材2に巻き付けられた複数本のスチールワイヤ1を束ねた後にゴムをコーティングするゴムシートの製造方法である。複数本のスチールワイヤ1を重なり合うことなく並列に密着させ、複数本のスチールワイヤ1の端部側の少なくとも一部を固定する固定部4を有する。固定手段としてはハンダ、接着剤および通電加熱が好適である。
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】作業性が向上した、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープと、その製造方法を提供する。
【解決手段】炭素繊維とオレフィン系樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、式(I)から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。0.2×10-3×N≦W≦2.0×10-3×N(I)(式(I)中、Nは、炭素繊維テープを構成する炭素繊維の本数で、前記幅(W)を5〜100mmの範囲にすることができる本数である。)4.5×F×t≦D(II)(式(II)中、Fは炭素繊維量で、20〜60質量%の範囲であり、tは炭素繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
ゴム−コード複合体の製造方法
【課題】インシュレーション工程における扁平スチールコード断面の配列方向のバラツキを抑制して、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることができるゴム−コード複合体の製造方法を提供する。
【解決手段】断面が楕円形である扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−コード複合体を製造する方法にである。インシュレーション装置の入口側に回転自在なロール12を配置して、扁平スチールコードをインシュレーション装置内に送入するに先立って、扁平スチールコードにロールを介して曲げを加え、かつ、インシュレーション装置内における、複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットする。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
フラット・ワイヤおよびその製造方法
【目的】時間が経過してもらせん形状に変化が生じにくいフラット・ワイヤを提供する。
【構成】フラット・ワイヤ10は,熱硬化樹脂が含浸された多数本の炭素繊維31から構成されている。フラット・ワイヤ10の横断面は長方形であり,常に内方を向く内面12と常に外方を向く外面11をもち,長手方向に一定の径でらせん状に型付けられている。フラット・ワイヤ10を構成する炭素繊維31は,内面12から外面11に向かうにしたがってその長さが次第に長くなっている。
(もっと読む)
複合材料製部品の連続した作製方法
ゴム−スチールコード複合体の製造方法
【課題】扁平コードをインシュレーション方式でゴム被覆する際における、コード断面の配列方向のバラツキを防止して、コード断面が同一方向に揃ったゴム−スチールコード複合体を得ることができるゴム−スチールコード複合体の製造方法を提供する。
【解決手段】略楕円形状の断面を有する扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−スチールコード複合体10を製造する方法である。インシュレーション装置11の入口側に回転自在なロール12を配置して、扁平スチールコード1をロール12を介してインシュレーション装置11内に誘導する。
(もっと読む)
FRP筒体
【課題】高強度、高剛性で、しかも外観に優れるFRP筒体を提供する。
【解決手段】プルワインド法において、マンドレルの先端部から繊維軸が筒軸方向の強化繊維層と、繊維軸が筒軸方法に対し+θ°及び−θ°をなす強化繊維層との少なくとも3層の強化層を連続的に成形しながら他端に引き抜いていく中で、比較的粘度の低いシクロオレフィンモノマーと重合触媒とを含んでなる成形用組成物を含浸させ、硬化して得ることができるFRP筒体。
(もっと読む)
略矩形状熱可塑性樹脂被覆FRP線条物の製造方法、及び同FRP線条物を用いたドロップ光ファイバケーブル
【課題】ドロップ光ケーブル用テンションメンバなどとして使用可能なFRP部の短辺が0.3mm未満の略矩形状を有する熱可塑性樹脂被覆FRP線条物の改良された製造方法を提供すること。
【解決手段】有機合成繊維からなる補強繊維束を、当該補強繊維束が巻かれたボビンから巻が解除する方向に引き出し、補強繊維束1本当たり40cN以上、280cN以下の張力下に補強繊維束を実質的に無撚り状態に開繊して熱硬化性樹脂を収容した含浸槽に導入してなり、かつ、前記被覆工程(3)は、矩形状未硬化線条物の外周に接触する前において、MIが2g/10分以上のポリオレフィン系熱可塑性樹脂を円環状のダイスから吐出したコーン状熱可塑性樹脂の内部側を減圧状態として被覆する、ことを特徴とする、略矩形状の熱可塑性樹脂被覆FRP線条物の製造方法である。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】 連続した断面形状の繊維強化樹脂成形品を、安定した物性で精度よく製造し、作業環境の悪化を招くことのない新規な製造方法とする。
【解決手段】 一実施形態としての繊維強化樹脂成形品の製造方法は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維101と補強繊維102とが引き揃えられた複合繊維中間体10を成形金型3に導入し、成形金型3内で加熱し樹脂繊維101を溶融する。さらに、これを成形金型3から連続的に引き出し、冷却して固化する。成形金型3は母材樹脂の溶融温度以上に加熱し、複合繊維中間体10を導入する。樹脂繊維101は、成形金型3の通路31の内周面に沿って高い含有比率で配置されることが好ましい。
(もっと読む)
交絡ガラスストランドとその製造方法、及びガラス繊維強化樹脂引抜成形材
【課題】ボルト等のネジ材を構成する繊維強化樹脂複合材を製造する場合に、ネジ山の凹凸部を十分に補強でき、経済的に優れた製造原価で製造できるガラスストランドと、このガラスストランドを用いて得られるガラス繊維強化樹脂引抜成形材を提供する。
【解決手段】交絡ガラスストランドSは、2以上のガラスストランドが互いに交絡している交絡ガラスストランドであって、2以上のガラスストランドの番手の合計値に対する前記交絡ガラスストランドの交絡番手が3.0%以上18.0%以下の範囲内で大きく、かつJIS R3420(2006)に従う引張強度が100MPa以上である。交絡ガラスストランドSの製造方法は、ストランドの番手に対して、交絡番手が3.0%以上18.0%以下の範囲内で大きくなるように弛ませるものである。ガラス繊維強化樹脂引抜成形材は、本発明の交絡ガラスストランドSを体積百分率表示で30%から50%含有してなるものである。
(もっと読む)
ゴム被覆コード部材の製造方法および装置
【課題】コード供給装置の切替え時に複数本のコードを均等に引っ張ることが容易にでき、作業を簡易化して作業労力を軽減し作業時間の短縮を図ることができるゴム被覆コード部材の製造方法および製造装置を供する。
【解決手段】 コード供給装置から引き出された複数本のコードを押出機のインシュレーションヘッド15に通し、突出した複数本のコード1を引き出して先端部分を割溝付きローラ30の割溝に係止し、押出機を稼動しながら割溝付きローラ30を回転して複数本のコード1にゴムを被覆し、ゴム被覆部の先端部分を切断し、切断した残りのゴム被覆コード部材2の先端を前回形成されたゴム被覆コード部材2の切断した後端に接合し、前回形成されたゴム被覆コード部材2の引き出しに従って押出機を稼動して複数本のコード2にゴムを連続的に被覆して1本のゴム被覆コード部材を製造するゴム被覆コード部材の製造方法。
(もっと読む)
連続したプロファイルを作製するための引抜き成形法
本発明は引抜き成形法(「ADP法」として知られる)に関し、当該方法では、繊維強化プラスチック材料からなる少なくとも1つの帯状プリプレグ(6〜9)を曲げることにより、連続した強化プロファイル(11)を形成する。プロファイル(11)の最初の形状加工は、最終形状加工および予備硬化が行われる加圧成形デバイス(12)の下流にある予備成形デバイス(10)で行われる。プロファイル(11)の移動は、加圧成形デバイス(12)の動作サイクルと同期して、牽引デバイス(14)により行われることが好ましい。切断デバイス(15)を用いることにより、プロファイル(11)を適切な長さに切断する、かつ/または、正しい寸法が確実に維持されるよう縁部を後の機械的処理に供すことができる。本発明によると、相互に隣接するフランジ(17と18)を有する垂直ウェブ(19)を有する(H型断面形状)プロファイル11の形成時に、連続した(引抜き成形)ガセット(29)が、プロファイル(11)のアール領域(27)の帯状プリプレグ(6〜9)間、例えば、帯状プリプレグ(6〜9)が互いに接合する領域に同時に挿入され、この領域の空隙(28)は充填され画定される。連続したガセット(29)により、アール領域(27)における形状偏差および/または厚さのばらつき(繊維容積のばらつき)がなくなり、廃棄量が減る。 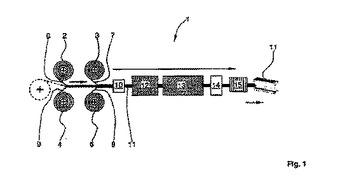 (もっと読む)
(もっと読む)
熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置
【課題】ドロップ光ケーブル用テンションメンバーなどとして用いられる熱可塑性樹脂被覆FRP線条物の外径を長尺に亘って精度よく整径して製造する方法及び製造装置を提供すること。
【解決手段】熱可塑性樹脂被覆FRP線条物素線の外径よりも径大の透孔とテーパー角が90〜150度の切削刃とを備えた予熱ダイスを通過させて熱可塑性樹脂被覆層の外周を加熱軟化させ、次いで該予熱ダイスよりも低温に保たれ素線の外径よりも径小の透孔を備えた第1の整径ダイス及び第2の整径ダイスを順次通過させて熱可塑性樹脂被覆層の外径を整径する熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置である。
(もっと読む)
複合リングの製造方法および装置
閉鎖形状を有し、連続リングの形にあり、補強用繊維と架橋性樹脂をベースとする複合体ブロックの、上記架橋性樹脂を含有する組成物をベースとするマトリックス中に組込んだ上記補強用繊維のテープの所定数Ncの層を重ね合わせて連続して巻付けることによる製造方法;該方法は、開始時から終了時までに、下記の工程を含む:
・補強用繊維(11)の直線配列体(12)を形成し、この配列体を供給方向(F)に搬送する工程;
・上記繊維配列体(12)を真空の作用下(13)に脱ガスする工程;
・脱ガス後、上記繊維配列体(12)に液状の上記樹脂組成物(17)を含浸させる工程;
・そのようにして得られた予備含浸体をダイ(20)に通して、該予備含浸体上に、液体樹脂マトリックス(17)中の上記補強用繊維(11)からなるテープ(21)の形状を組付け、該テープの厚さ(Er)が0.1mm〜0.5mmであるようにする工程;
・ダイ(20)から離脱させるとき、表面処理(22)を上記テープ(21)の上面に施して、その厚さ(Ep)が上記テープの厚さErの10%未満を示す固形皮膜を形成させ、該皮膜が、その後のテープ(21)の皮膜自体上への巻き付けのための安定な基体として作用するようにする工程;
・そのようにして表面処理したテープ(21)を、上記複合体ブロックの最終形状を決定する支持体(23)上に付着させ、上記テープ(21)を、15層未満である数Ncの層を重ね合わせて上記連続リング(30)を上記支持体(23)上に直接形成させることによって、上記支持体(23)上に一方向に巻き付ける工程。  (もっと読む)
(もっと読む)
1 - 20 / 44
[ Back to top ]