
Fターム[4F205HA29]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 型による分類 (695) | 型を用いないもの (18)
Fターム[4F205HA29]に分類される特許
1 - 18 / 18
繊維強化プラスチックの製造方法及び製造装置
【課題】繊維強化プラスチックの製造装置を簡素化し、かつ製造時間の短縮を図る方法を提供する。
【解決手段】軸4回りに回転する巻取り型5には、回転中心から異なる角度の位置と一線上の位置との間で移動する第1ピン部材6a〜6dが設けられている。一対の第2ピン部材7a、7bは対向線回りに回転可能であり、かつ案内軌道により近接離反可能である。第1工程では、長繊維束を繊維供給部2から引き出しつつ環状に巻き取る。第2工程では、第1工程で環状に巻き取られた長繊維束の輪の中に第2ピン部材7a、7bを挿入した後、離反させる。この際、第1ピン部材6a〜6dは一線上の位置に移動する。そして、第3工程では、第2ピン部材7a、7bを対向線の回りに回転させて、回転している長繊維束の周囲にさらに長繊維束を供給して巻き付けてゆく。
(もっと読む)
繊維強化プラスチック成形体の製造方法

【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法
【課題】熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、FRPプリプレグが軟化するまで加熱して芯棒を膨張させ、FRPプリプレグの最外周を金属管の内周面に押し付け、更に加熱温度を上げてFRPプリプレグを硬化させ、FRPプリプレグの最外周を金属管の内周面に張り付けて一体化し、その後、常温まで冷却して芯棒を収縮させ、芯棒を金属管から抜き取る金属/FRPパイプの製造において、常温に戻した際に金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、熱残留応力除去方法を提案する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
(もっと読む)
バイオマス素材からなるマネキン人形の製造方法及びその製造方法からなるマネキン人形
【課題】バイオマス素材からなるマネキン人形の製造方法及びバイオマス素材からなるマネキン人形を提供する。
【解決手段】全体あるいは一部分が人体の外形を模倣した形状に成形された人形をベース素材として、これを床面に寝かせた状態で、まず、バイオマス由来組成物を5〜98重量%の割合で混練したバイオマス熱硬化性プラスチック溶液を、第1層目として所定の厚さで塗り重ね、これが固まったことを確かめた後、さらに該バイオマス熱硬化性プラスチック溶液を所定の厚さで塗り重ねた上に、順次バイオマス素材からなる布、不織布、フエルトなどからなる所定の大きさのシートに該バイオマス熱硬化性プラスチック溶液を浸して含ませた状態で、隙間なくその厚さが1〜20ミリ程度になるまで塗り重ねてバイオマス素材の繊維強化プラスチックで成型する。
(もっと読む)
FRPサンドイッチパネルの交差部構造
【課題】曲げ荷重や引張荷重が負荷された際、隅部のFRPオーバーレイの剥離を防止することができるFRPサンドイッチパネルの交差部構造を提供する。
【解決手段】FRPサンドイッチパネル1、2の交差部における隅部A、Bは、三角柱状の木材又は発泡プラスチック等からなる芯材と、芯材の周囲を包囲するGFRP布部分とから形成されたFRPコーナー部材3a、3bが設置され、FRPサンドイッチパネル1、2の側面の所定範囲とFRPコーナー部材3a、3bとを覆うFRP布4a、4bによって、オーバーレイして接着が図られている。
(もっと読む)
CFRPパネルの組立構造およびその製造方法
【課題】品質の向上および成形時間の短縮を図ることができるCFRPパネルの組立構造およびその製造方法を提供する。
【解決手段】CFRPパネルの組立構造(L字状組立構造)10は、一対のCFRPパネル1、2をL字状に当接させ、一対のCFRPパネル1、2の隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する。そして、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する。また、L字状のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を、手積み成形によって一体接合してなる。
(もっと読む)
補強用プリプレグシート及び構造体の補強方法
【課題】 本発明は、優れた機械的強度を有し且つ軽量性に優れた補強用プリプレグシートを提供する。
【解決手段】 本発明の補強用プリプレグシートは、アラミド繊維又は玄武岩繊維を含む繊維束から形成された網状体に未硬化の熱硬化性樹脂を含浸させてなることを特徴とするので、軽量性に優れていると共に、硬化させることによって優れた機械的強度を発揮するので、風力発電用ブレードなどのように軽量性と強度とが要求される用途に好適に用いることができる。
(もっと読む)
繊維集積ロッドと、その製造方法
【課題】 軸、フレーム等の素材として使用可能な繊維集積ロッドを提供する。
【解決手段】 カーボン繊維束3に塗布した樹脂4が硬化する前に、カーボン繊維束3の多数条3bを張力を加えて集合させて縦繊維部1aを形成し、次に縦繊維部1aの外周にこれを被覆するように前記繊維束3をこれに張力を付与した状態で螺旋状に巻き付けることにより螺旋状部1bを形成する処理を、2回以上実施する。
(もっと読む)
複合材部品の表面に出現する不整合を最小化するための方法および装置
【課題】予備硬化複合材ストリップを複合材部品に貼付けるための方法および装置を提供する。
【解決手段】熱硬化樹脂を有する予備硬化複合材ストリップを、当て板シームが位置することが予定される複合材部品の一部分の表面上に配置する。予備硬化複合材ストリップを配置した後に複合材部品上に当て板を配置して、当て板シームを形成する。当て板を複合材部品上に配置した後に、複合材部品を硬化させてもよい。
(もっと読む)
コア構造およびその製造方法
本発明は、コア構造の製造方法に関する。最初に、第1のコア構造(1)および第2のコア構造(2)を固定する。第1のコア構造(1)および第2のコア構造(2)は、一定の距離(A)を隔てて位置決めされている。第1のコア構造層(1)と第2のコア構造層(2)との間の空洞(4)の中に、補強素子(3)を挿入する。この補強素子(3)、第1のコア構造層(1)、および、第2のコア構造層(2)は、自己支持型コア構造(10)を形成する。 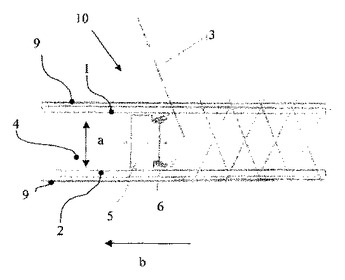 (もっと読む)
(もっと読む)
トッピング装置
【課題】トッピング時のコードの目飛びを抑え、コードプライを高品質で形成する。
【解決手段】カレンダ手段6の入口側に、コード配列体3の各コード3Aを案内するガイド溝12を凹設したガイドローラ4を具える。ガイド溝12は、ローラ外周面4Sにおける開口部13と溝底面14の最深部との間に溝巾が最大となる最大巾部15を有するとともに、前記開口部13の開口溝巾Weと、ローラ外周面4Sから前記溝底面14の最深部までの半径方向の溝高さHgと、前記最大巾部15の最大溝巾Wmと、前記コードのコード直径Dcとにおいて、Dc<We<Wm、かつ Dc<Hg しかも、ガイド溝12の内面Siを平滑面とした断面壺状をなす。
(もっと読む)
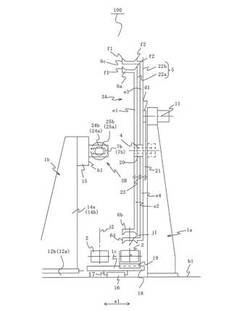
ガラス繊維強化硬質ポリウレタンフォームの製造方法及びガラス繊維強化硬質ポリウレタンフォームの製造装置
【課題】従来よりもより厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造方法並びに厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造に適した製造装置を提供する。
【解決手段】ほぐしローラー20を通過させるほぐし工程と発泡原液組成物を発泡・硬化させる発泡工程を有し、ほぐしローラー20を構成する第1ローラー22と第2ローラー24は、回転軸26、28と回転軸に配設した複数の大径円板30、34と小径円板32、36とからなり、大径円板には両面から傾斜した傾斜部42と断面が円弧状ないし平坦面を有する円弧状の外周縁43とからなる周端部44が形成されており、第1ローラーと第2ローラーの1方の大径円板の周端部が他方の小径円板の外周面に近接ないし当接するように構成されているガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
(もっと読む)
チューブ状の糸及びその成型方法
【課題】 強化樹脂成形部材を補強するために、軽くて引っ張り強度の高い補強糸の提供。
【解決手段】 多数の極細ガラスフィラメント11,11・・から成って撚りが与えられていない結束糸を開繊した平坦な帯状の糸12を使用し、これに樹脂液26を付着して丸く成型し、貫通した穴3を形成し、そして外周面には細かいガラス球2,2・・を付着している。
(もっと読む)
オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品
【課題】 オートクレーブ成形装置及びオートクレーブ成形方法並びにオートクレーブ成形品において、簡易なオートクレーブ構成で低コストな成形を行うこと。
【解決手段】 複合材料のプリプレグからなる積層体1を収納するオートクレーブ2と、オートクレーブ2内の積層体1を加熱する加熱機構3と、オートクレーブ2内を加圧して圧力調整する加圧機構4と、オートクレーブ2を水中に降下可能及び水中から上昇可能な上下機構5と、を備えている。
(もっと読む)
透明複合シートの製造方法
【課題】 線膨張係数が小さく、耐熱性、透明性、表面平滑性に優れ、毛羽立ち等による突起状欠陥が極めて少ない透明複合シートの製造方法を提供する。
【解決手段】 繊維布と熱硬化系の透明樹脂とから構成される透明複合シートの製造方法であって、繊維布に、熱硬化系の透明樹脂の含浸液に含浸させ、次いでロールとドクターブレード、または、ドクターブレードとドクターブレードとにより挟み込みを行った後、乾燥および/または硬化することを特徴とする透明複合シートの製造方法。
(もっと読む)
被覆層構造体の施工方法及び被覆層構造体
【課題】 FRP防水・防食の現場施工において、作業効率を効果的に改善させることができ、且つ施工中の臭気をも低減できる施工方法を提供する。
【解決手段】 FRP層fを含む被覆層構造体である防水層1を現場施工する施工方法である。この施工方法は、樹脂が液状未硬化である間にFRP層fの表面を透明性を有するフィルム状部材2で覆うとともに加圧及び脱泡して平滑化し、前記樹脂が硬化した後にフィルム状部材2を除去する工程を含む。
(もっと読む)
離型フィルム
【課題】 ビアホールを施した複数層の積層板同志をブリプレグを介して積層化する際の樹脂留まり性が良好で、安価でかつ耐熱性の良好な離型フィルムを提供する。
【解決手段】 銅張積層板製造時のプリプレグプレス工程において使用される離型フィルムであって、ポリエステル系発泡フィルムの片面乃至両面に離型層を設けてなることを特徴とする。離型層はシリコーン系離型剤処理により形成したものが好ましい。
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
1 - 18 / 18
[ Back to top ]