
Fターム[4F205HA35]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 材料による分類 (1,842) | 繊維補強材を用いるもの (847)
Fターム[4F205HA35]の下位に属するFターム
Fターム[4F205HA35]に分類される特許
21 - 23 / 23
フレキシブルグラファイト材料の処理及びその方法
本発明は、2主表面を有するフレキシブルグラファイトシート(147)を製造するための方法であって、剥離グラファイトの粒子を圧縮してシートを形成し、樹脂組成物を前記シートに含浸させて樹脂含浸シートを形成し、前記樹脂含浸シートを硬化させ、その後、前記硬化させた樹脂含浸シートを処理して、前記シートの上又はその中に構造体を設ける工程を含む方法を提供する。 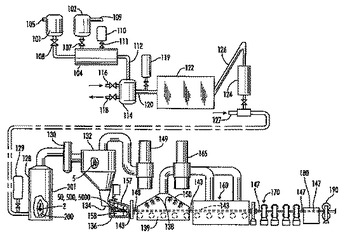 (もっと読む)
(もっと読む)
硬化性プリプレグ,その製造方法及び硬化方法
【課題】 短時間に安定して増粘でき、且つプリプレグシート保存中に樹脂が繊維質基材から流れ出すことがなく、更に被着体の形状が複雑な場合でも貼り付けてから硬化までの間に剥がれることがなく、プライマーの使用なしで高い接着強度を発現しうる硬化性プリプレグ,その製造方法及び硬化方法を提供すること。
【解決手段】 片面または両面に粘着剤層を有することを特徴とする硬化性プリプレグ並びに粘着剤をフィルム上に塗布し、粘着剤層を形成した後、その上に硬化性プリプレグ組成物を積層し、可視光及び/または近赤外光の照射により、硬化性プリプレグ組成物のみをBステージまで予備重合させて一体化することを特徴とする硬化性プリプレグの製造方法である。
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
21 - 23 / 23
[ Back to top ]