
Fターム[4F205HA37]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 材料による分類 (1,842) | 繊維補強材を用いるもの (847) | 連続長のもの (766)
Fターム[4F205HA37]に分類される特許
1 - 20 / 766
複合構造物の空隙率の低減
内圧容器
安定化されたドライプリフォーム及び方法
【課題】複雑な三次元構造形状を有する複合プライをレイアップするのが難しく工具補助が必要で時間とコストがかさむ。工具補助が不要で作業量が縮小出来るシステム、方法を提案する。
【解決手段】プリフォームを形成する方法は、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む。層はダイ断面形状を有する形成ダイセットに通される。熱可塑性樹脂は加熱される。層はダイ断面形状に形成される。ダイ断面形状を有するプリフォームが形成されるような方法で、熱可塑性樹脂は凝固する。
(もっと読む)
長尺高圧容器
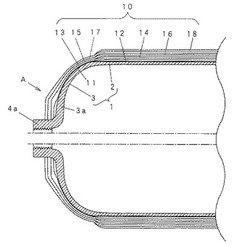
【課題】 金属ライナと炭素繊維層の軸方向収縮差を吸収しつつ、耐高圧性、耐疲労性について向上させる上で好ましい補強繊維層を備えた高圧容器を提供する。
【解決手段】 胴部2とドーム部3a,3bとを有し、かつ、両側のドーム部間の全長が2m以上6m以下となるように形成された金属ライナ1の外周面に、熱硬化性樹脂が含浸された繊維を巻きつけた構造の長尺高圧容器Aであって、金属ライナに接する最も内側には非導電性繊維層11が絶縁層として形成され、この絶縁層の外側に炭素繊維のフープ巻き繊維層12,14,16と炭素繊維のヘリカル巻き繊維層13,15,17が交互に少なくとも3層ずつ順次積層されて炭素繊維層が合計6層以上形成され、絶縁層はいずれの炭素繊維層よりも薄く形成されるようにする。
(もっと読む)
採熱機能付き樹脂管の製造方法

【課題】熱交換用管材を埋設して下水熱を効率よく採熱可能な樹脂管を提供する。
【解決手段】円筒形の金型52の型面に液状の不飽和ポリエステル樹脂組成物を含浸させた繊維強化材を巻回して防護層21を形成し、次いで、防護層21の外周面にモルタルを供給してモルタル層22を形成した後、モルタル層22に熱交換用管材4を埋設し、次いで、モルタル層22の外周面に繊維強化材を巻回するとともに、繊維強化材に液状の不飽和ポリエステル樹脂組成物を供給含浸させて内方FRP層23を形成した後、内方FRP層23の外周面にレジンモルタルを供給してレジンモルタル層24を形成し、さらに、レジンモルタル層24の外周面に繊維強化材を巻回するとともに、繊維強化材に液状の不飽和ポリエステル樹脂組成物を供給含浸させて外方FRP層25を形成し、次いで、硬化炉内で加熱して不飽和ポリエステル樹脂組成物を硬化させる。
(もっと読む)
先進グリッド構造体の製造方法、先進グリッド構造体、および先進グリッド構造体を適用した宇宙望遠鏡
【課題】厚さ方向の炭素繊維量が均一で低熱膨張かつ軽量な先進グリッド構造体およびその製造方法を得る。
【解決手段】3方向へ格子状の溝(2、3、4)が形成された成形型へ、第一のテーププリプレグ群、第二のテーププリプレグ群、第三のテーププリプレグ群を、互いに2つのテーププリプレグ群が重なる交差領域(7、8、9)を設けるようにそれぞれ順に繰り返し積層する積層工程と、加圧下で加熱することにより成形する加熱成形工程とを経て製造される先進グリッド構造体において、第一のテーププリプレグ群、第二のテーププリプレグ群、および第三のテーププリプレグ群のそれぞれは、積層工程において、交差領域(7、8、9)では、テープ幅のまま1層として積層され、非交差領域(2a、3a、4a)では、幅方向へ折り曲げられることで、2層化されて積層される。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の高Vf化を抑制可能な新たなタンク製造手法を提供する。
【解決手段】中空のライナー10の外周にFW法にて樹脂含浸カーボン繊維Wを巻回して繊維強化樹脂層20を形成し、中間生成品タンク12を得る。次いで、この中間生成品タンク12を回転させつつ誘導加熱コイル220により誘導加熱する際には、熱硬化炉200の炉内を陽圧装置250により加圧環境とする。
(もっと読む)
複合材のドライプリフォーム及びその製造方法
【課題】マンドレルの外周に強化繊維を捲回することによりドライプリフォームを成形するにあたり、歩留まりを高めると共に、長手方向の強化繊維の配置を容易化し、さらに長手方向の強化繊維の密度を高める。
【解決手段】長尺状のマンドレル2を長手方向一方に送りながら、長手方向に沿って引き揃えた強化繊維(繊維束T1)をマンドレル2の外周に供給することによりマンドレル2の全周を覆う長手方向強化繊維層11を形成すると共に、マンドレル2の外周に螺旋状に強化繊維(繊維束T2、T3)を捲回することによりマンドレル2の全周を覆う螺旋方向強化繊維層12、13を形成する。
(もっと読む)
複合充填材を製造する方法及び装置
【課題】信頼性があり、繰り返しが可能で、製造プロセスを自動化することによって人件費を削減する、その長さに沿って可変の断面を有する複合充填材を製造する方法及び装置、また、剛性、強靱性、及び/又は耐亀裂性が向上した充填材が得られる上述した方法及び装置を提供すること。
【解決手段】複合充填材を製造する装置は、少なくとも一つのダイスと、強化プライストリップのスタックをダイスを通して移動させるデバイスを含む。ダイスは、プライストリップのスタックを所望の断面形状へ成形するのに適したダイス周囲面を有する。ダイス面の断面はダイス周囲において変化しうる。
(もっと読む)
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
航空機用ガスタービンエンジンのブレードの製造方法
【課題】厚みがあって中心線回りの捩れの大きい翼形状であっても成形が容易に行うことができる航空機用ガスタービンエンジンのブレード及び大量生産に適した製造方法を提供する。
【解決手段】強化繊維を含み、かつ複数の熱可塑性樹脂をマトリックスとする複数の複合材プリプレグを、平面上に厚さ方向に積層して積層体を形成する積層工程と、前記積層体を加熱及び加圧して平板形状に成形する第一成形工程と、平板形状に成形された前記積層体を再度加熱および加圧して3次元曲面形状の翼片に成形する第二成形工程と、複数の前記翼片を重ね合わせたうえで、加熱及び加圧して一体化し、3次元翼面形状を得る第三成形工程と、を備える。
(もっと読む)
フィラメントワインディング装置
【課題】生産効率の向上および低コスト化を可能とする。
【解決手段】フィラメントワインディング装置は、マンドレルMを支持し、マンドレルMの軸方向に往復移動でき、マンドレルMを回転させる支持台2と、マンドレルMに繊維束Rを供給するボビン17を支持し、軸方向に往復移動でき、マンドレルMの周囲を回転するフープ巻装置3と、固定的に設置され、マンドレルMに複数の繊維束Rを供給するヘリカル巻装置4とを備える。フープ巻を行うときには、支持台2は、軸方向及び回転方向に静止しており、フープ巻装置3が、軸方向に移動しながら回転して、マンドレルMの周面に繊維束Rをフープ巻で巻き付け、ヘリカル巻を行うときには、支持台2が、軸方向に移動しながらマンドレルMを回転させて、マンドレルMの周面に繊維束Rをヘリカル巻で巻き付ける。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の厚み方向でのVfのバラツキの抑制をもたらす新たなタンク製造手法を提供する。
【解決手段】ライナー10の外周に形成した繊維強化樹脂層20は、誘導加熱コイル220にて高周波誘導加熱を受ける。この誘導加熱は、誘導加熱コイル220への高周波電流の通電により誘起されるが、繊維強化樹脂層20の厚み方向の各樹脂層部位において、繊維強化樹脂層20の外表側の最外層部位(層番号1)より、その内側の樹脂層部位(層番号2)が、最も高い温度となる。これを踏まえ、最大の温度と樹脂層部位(層番号2)の温度が誘導加熱コイル220への高周波電流の通電を制御する際の上限温度となるように、通電制御する。
(もっと読む)
フィラメントワインディング装置
【課題】繊維束の巻き付け動作を中断してから再開できるまでの所要時間を短縮すべく、フープ巻き装置を交換可能とする技術を提供する。
【解決手段】繊維束Fを供給するためのボビン45を搭載したフープ巻き装置40を備え、前記ボビン45がライナー1の周囲を旋回することで該ライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、前記フープ巻き装置40は、所定の位置で他のフープ巻き装置50と交換できる、とした。
(もっと読む)
フィラメントワインディング装置のボビン解舒装置
【課題】繊維束の挙動を安定させて、該繊維束の転覆を防止する技術を提供する。
【解決手段】帯状の繊維束Fが巻かれたボビンBを回転自在に支持するボビン支持軸33と、前記ボビンBから解舒された繊維束Fの進行方向を変更する固定ガイド35と、前記ボビンBと前記固定ガイド35との間に配置される補助ローラ34と、を備えたボビン解舒装置32A(32B)であって、前記固定ガイド35は、該固定ガイド35の軸心が前記ボビン支持軸33の軸心に対して略直交となるように配置され、前記補助ローラ34は、該補助ローラ34の軸心が前記ボビン支持軸33の軸心に対して平行又は略平行に配置される。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻き工程を行うフィラメントワインディング方法であって、フープ巻き工程は、フープ巻きの開始位置において、繊維束の端部をライナー表面に固定する第1の工程と、第1の工程でライナー表面に端部を固定した繊維束をフープ巻きしていく第2の工程と、第2の工程でフープ巻きした繊維束をフープ巻きの終了位置においてライナー表面に固定する第3の工程と、第3の工程で繊維束を固定した位置よりも繊維束供給方向の上流側で繊維束を切断する第4の工程と、を含む。
(もっと読む)
フィラメントワインディング装置
【課題】ガイドの清掃を効率よく、短時間で行うことのできるフィラメントワインディング装置を提供する。
【解決手段】繊維束Fを案内する複数のガイド53と、ガイド53を清掃するための清掃部61と、を備え、ガイド53を清掃する場合に、ガイド53を清掃部61に移動させて清掃する。ガイド53の清掃をガイド53が配置された位置で行うのではなく、清掃部61が配置される特定の位置にガイド53を移動させ、その位置でガイド53の清掃を行うため、ガイド53の清掃を効率よく、短時間で行うことができる。
(もっと読む)
フィラメントワインディング装置
【課題】各繊維束ガイド91・92よりも広い幅の繊維束Fをライナー1の外周面1Sに巻き付けることができ、ライナー1の部位に応じて繊維束Fの幅Wfを変えて巻き付けることができるフィラメントワインディング装置を提供することである。
【解決手段】ライナー1の回転軸Raに対して略垂直方向に伸縮する第1繊維束ガイド91及び第2繊維束ガイド92を放射状に設けた第1ヘリカルヘッド43及び第2ヘリカルヘッド44を備え、ライナー1を回転させながら第1ヘリカルヘッド43及び第2ヘリカルヘッド44を通過させることでライナー1の外周面1Sに繊維束Fを巻き付けていくフィラメントワインディング装置100において、第1繊維束ガイド91及び第2繊維束ガイド92からライナー1の外周面1Sに供給される繊維束Fの経路上で、繊維束Fに接触して繊維束Fの幅Wfを拡げる第1拡張ガイド48及び第2拡張ガイド49を具備する。
(もっと読む)
高圧ガスタンクの製造装置と製造方法
【課題】ライナー外周に形成した繊維強化樹脂層における熱硬化性樹脂の昇温のバラツキを抑制する。
【解決手段】第1誘導加熱コイル220は、軸支した中間生成品タンク12をタンク長手方向に沿ってタンク軸周囲にて取り囲むよう配設され、そのコイル巻き軌跡は、繊維強化樹脂層20の最外層の樹脂含浸カーボン繊維Wの配向とほぼ揃っている。第2誘導加熱コイル222は、中間生成品タンク12の外周と対向するよう配設され、第1誘導加熱コイル220より強い磁束を発生する。共通する高周波電流生成電源240に並列に接続された第1誘導加熱コイル220と第2誘導加熱コイル222は、高周波電流の通電を受けて磁束を形成し、中間生成品タンク12の繊維強化樹脂層20における樹脂含浸カーボン繊維Wを導体として繊維強化樹脂層20を誘導加熱する。
(もっと読む)
フィラメントワインディング方法及びフィラメントワインディング装置
【課題】ライナーに繊維層が形成されているか否かに関わらず、フープ巻きを開始する際に、繊維束の甘巻きやコンビ巻きを不要として、フープ巻きに要する時間を短縮する。
【解決手段】フープ巻きを開始する場合には、フープ巻きの開始位置Mにおいて、繊維束Fの巻き付け位置WPを保持部53からライナー1に移動させ、ライナー1への繊維束Fのフープ巻きを開始する巻き付け開始動作を行う。フープ巻きを終了する場合には、フープ巻きの終了位置Nにおいて、繊維束Fの巻き付け位置WPをライナー1から保持部53に移動させ、保持部53に繊維束Fを巻き付けて繊維束Fを保持させる退避動作を行う。
(もっと読む)
1 - 20 / 766
[ Back to top ]