
Fターム[4F205HA44]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 予備成形品からの成形 (434) | プリフォームからの成形 (125)
Fターム[4F205HA44]に分類される特許
41 - 60 / 125
複合部品の作製に適した新規な補強材料
本発明は、複合部品を作製するための、熱硬化性樹脂と合わせる新規な中間材料であって、100〜280g/m2の重量を有する炭素繊維の一方向層からなり、その各面において0.5〜50ミクロン、好ましくは3〜35ミクロンの厚さを有する、熱可塑性繊維のウェブが合わされており、全厚が80〜380ミクロン、好ましくは90〜320ミクロンである上記中間材料、並びにこのような材料から複合部品を製造するための方法、及び得られる複合部品に関する。 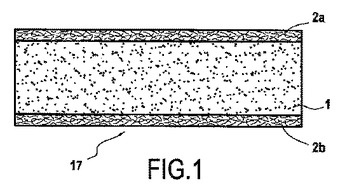 (もっと読む)
(もっと読む)
外形を備えたプリフォームを形成すべく補強繊維構造体の部分を配置し、同部分に襞を形成するための方法および装置
本発明は、乾燥したシート状構造体(55)のウェブ形式の複数の部分(8、25、45、54)を自動的に配置し、同部分に襞を形成するための装置(1、15)に関し、これを繰り返すことにより、コア(7、19)に外形を備えたプリフォーム(53)を形成し、複合材料から強化プロフィールを形成する。部分が2つのローラコンベア(9、10、21、22)間にてカセット(3乃至6、20)に保持され、コア(7、19)に同時に配置されることにより、外形を備えたプリフォーム(53)は、高い寸法精度と同時に高い生産性にてCRPプロフィールを形成する。プリフォーム(53)は合成要素を形成すべく型中にて硬化可能なプラスチック材料に浸されるRTM装置にて処理される。さらに、本発明は少なくとも一軸に対して湾曲されるように形成されるCRPプロフィールを効率的に形成する方法に関する。 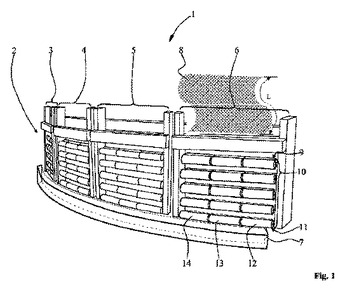 (もっと読む)
(もっと読む)
繊維構造体、繊維強化複合材、繊維構造体の製造方法及び繊維強化複合材の製造方法

【課題】繊維構造体の三次元曲げの曲げ易さを保障できるようにする。
【解決手段】シート形状の繊維構造体11は、基本厚みtを有する基本部111と、基本部111の厚みtよりも厚い第1増厚部112と、第1増厚部112よりも厚い第2増厚部114とからなる。第1増厚部112には複数の切り込みK1が設けられており、第2増厚部114には複数の切り込みK2が設けられている。切り込みK1,K2は、繊維構造体11の厚み方向に繊維構造体11を貫通している。矢印Yの方向における切り込みK1の散在の密度は、第2増厚部114に近いほど、高くなるように設定されている。繊維構造体11Aは、シート形状の繊維構造体11を三次元的に折り曲げた三次元曲げ構造を有する。
(もっと読む)
複合材でつくられるノズルまたは末広ノズル要素の製造方法

製造すべきノズルまたは末広ノズル要素の表面に求められる幾何構造を複製する表面を有する型(40)に繊維テクスチャの複数のパネルを合わせることによって、および相互接触する縁部で複数のパネルを連結することによって繊維プリフォーム(50)を得て、樹脂を含む固化成形組成物で含浸された繊維プリフォームに行われる形成操作によって固化成形された繊維強化材を形成するにあたり、型(40)と含浸された繊維プリフォームに当てたシェル(52、54)との間で形成操作を行い、少なくとも35%の繊維体積分率を有し、少なくとも軸方向寸法のほとんどにわたって多くとも5mmの厚さを有する固化成形された繊維強化材を得る。樹脂を熱分解させた後に気相中での化学浸透によって固化成形された繊維強化材の緻密化を継続して、緻密化の後に、製造すべきノズルまたは末広ノズル要素の形状および壁厚を実際に有する部品を得るようにする。 (もっと読む)
有機マトリックス複合材から作られる構造部品を製造する方法、および得られる部品
本発明は、補強材(5、7)をその軸方向延長部(XX)に含むマンドレル(3)の上に繊維状材料のロービングを編組することによってプリフォームを形成する繊維構造体(9)を製造するステップと、プリフォームに有機樹脂を含浸させるステップと、この樹脂を硬化させるステップとを含み、前記補強材が、連結部材を収容するために軸(XX)に直角の軸を備えるボア(5’、V)を有する前記カバーを形成する、有機マトリックス複合材から作られる構造部品を製造する方法に関する。方法は、突出する複数突刺(30)が、前記ボア(5’、7’)の両側にあるそれの表面の少なくとも一部を覆って補強材(5、7)の中に組み込まれ、ロービングが前記突刺を取り巻いて少なくとも部分的に交差するように、編組が、突刺を取り巻いて行われることを特徴とする。  (もっと読む)
(もっと読む)
FRPの製造方法
【課題】高精度なアウターモールドラインが要求されるC型断面桁材のコーナー部の板厚と平坦部の板厚を均一にできる成形方法を提供する。
【解決手段】強化繊維基材の積層体からなるウェブ4とフランジ3を有し、C型断面を有する繊維強化プラスチックの製造方法であって、強化繊維基材の積層体からなるウェブとフランジを有するプリフォーム1を雌型に配置する際に、前記プリフォームのフランジのインナーモールドライン側の端部6から前記プリフォームのフランジのアウターモールドライン側の端部7を結ぶ線8と、前記雌型のフランジに該当する壁面9との間に実質的に隙間が無いように配置する工程を含むこと等を特徴とする。
(もっと読む)
ターンアップ装置
【課題】ボルトの緩みによる停止整備を不要にすることのできるターンアップ装置の提供。
【解決手段】シャフト6にシリンダ7を移動自在に装着する。シャフト6に筒体8を固定する。アーム9をブラケット12にヒンジ接合する。ブラケット12に係止凹部15を形成する。シリンダ7の周囲に被係止凹部16を形成する。係止凹部15と被係止凹部16とに係止キー17を嵌合する。ブラケット押さえ18でブラケット12の浮き上がりを規制する。ボルトを用いることなく、複数のアーム9がシリンダ7の周囲にヒンジ接合される。筒体8とアーム9をリンク10で連接する。シリンダ7の移動によってアーム9が放射状に起立揺動してプライ端部11を広げる。ボルトを用いないので、ボルトの緩みによる停止整備が不要である。
(もっと読む)
プリフォーム用基材とその製造方法
【課題】賦形性と形態安定性に優れた、且つ、通気性が高く樹脂の含浸性にも優れたプリフォーム用の強化繊維基材を提供すること。
【解決手段】熱硬化性樹脂を主成分とするバインダー樹脂組成物であって、この樹脂組成物の融点(Tm)が0〜20℃であり、25℃における粘度が50〜500kPa・s、100〜150℃における粘度が0.01〜1.0Pa・sの範囲内にあるバインダー樹脂組成物を、シート状の強化繊維基材の片面又は両面に、強化繊維基材に対し1〜20重量%の範囲で、ドット状に付着してなるプリフォーム用基材、及びそれを複数積層して得られる積層基材又はプリフォーム。
(もっと読む)
プリフォーム用基材とその製造方法及び熱硬化性バインダー樹脂粉末
【課題】賦形性と形態安定性に優れ、且つ、再接着可能なプリフォーム用の強化繊維基材を提供すること。
【解決手段】シート状の強化繊維基材の片面又は両面に、分子中に少なくとも2個の不飽和基を有し、融点(Tm)が40〜150℃、平均粒子径が20〜500μmの範囲にあるの熱硬化性バインダー樹脂の粉末が、前記強化繊維基材に対し0.1〜20重量%の範囲で付着してなるプリフォーム用基材。バインダー樹脂の粉末は、ガラス転移点温度(Tg)が35〜120℃で、融点(Tm)+10℃における粘度が200〜1000Pa・sのビニルエステル樹脂又はアクリル樹脂を主体としたものが好ましい。
(もっと読む)
樹脂含浸処理された複数の配向を有する複合材料の製造法
【課題】 樹脂含浸処理された複数の配向を有する複合材料の製造法を提供する。
【解決手段】 複数のフィラメントバンド(110)からなる複合材料(100)が開示される。フィラメントバンドが固体もしくは半固体の樹脂で含浸される。フィラメントバンド(110)は、複合材料(100)のシート形成するために、複数の配向で巻きつけられる。さらに、複合材料(100)は、複合材料(100)のシートによって、様々な数の層およびファイバ配向を有するべく作製されてもよい。別の実施例において、複数の層およびファイバ配向を必要とする複合材料は、フィラメント巻きつけ工程において製造される。
(もっと読む)
一体化された繊維複合部品の製造方法
本発明に係る方法は、内部に、複数のアンダーカット補剛要素(107)を有する、複雑な一体化された(単体の)繊維複合構成要素を、除去可能なコア(11−13、26−29、56、75)を用いて製造することを可能にする。連結要素が必要なくなるため、従来の、別個の部品からの組立て(ディファレンシャル工法)の場合のような、連結に必要なリベット及びリベットフランジ等が不要となり、軽量化の可能性が高くなる。 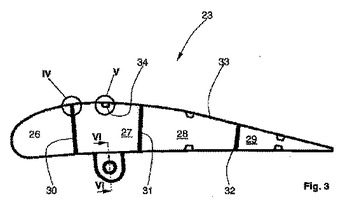 (もっと読む)
(もっと読む)
FRP製部材用プリフォームおよびその製造方法並びにその方法を用いたFRP製部材の製造方法
【課題】皺や折れ曲がり等を生じさせることなく所定の湾曲もしくは屈曲形状に賦形できるFRP製部材用プリフォームの製造方法とプリフォーム、およびその方法により賦形されたプリフォームを用いて所定の湾曲もしくは屈曲形状を有するFRP製部材を製造する方法を提供する。
【解決手段】強化繊維基材を弾性変形可能なマンドレルに沿わせて配置する工程Aと、強化繊維基材とマンドレルを第1バッグ材で密閉して第1バッグ構造体を形成し、その内部を減圧して強化繊維基材をマンドレルの形状に沿わせて所定の横断面形状に賦形する工程Bと、第1バッグ構造体を、長手方向に所定の湾曲もしくは屈曲形状を有する賦形型の上に配置する工程Cと、賦形型上の第1バッグ構造体を第2バッグ材で密閉し、第2バッグ材の内部を減圧して第1バッグ構造体内の強化繊維基材を賦形型の形状に沿わせて長手方向に湾曲もしくは屈曲した形状に賦形する工程Dとを有する。
(もっと読む)
プリフォーム作製方法およびプリフォーム
【課題】プリフォームの繊維角度が乱れないように、マンドレルとプリフォームとの脱型性に優れたものを提供すること。
【解決手段】マンドレルm上にプリフォーム1を組成するプリフォーム作製方法において、複数の分割片20からなる脱型部材2をマンドレルm外周にセットし、脱型部材2上に繊維層1を形成する。
(もっと読む)
航空機または宇宙機のための繊維複合構成材
少なくとも一部に導電性繊維(6)を有する、航空機または宇宙機のための繊維複合構成材(1)では、導電性繊維(6)は、導電性繊維を加熱し、および/または導電性繊維(6)の電気抵抗を測定するための電流を通電させる電力源に接続される。 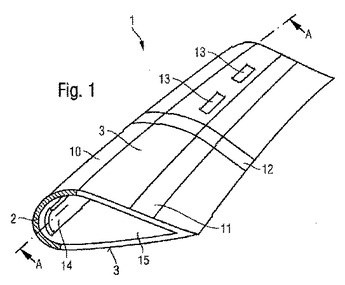 (もっと読む)
(もっと読む)
強化繊維樹脂構造体の製造方法
【課題】短時間でかつ安価に繊維強化樹脂からなる繊維強化樹脂構造体を製造する方法を提供する。
【解決手段】賦形型20の表面22に強化繊維基材30を配置して、強化繊維基材30を複数の稜線32を有する立体形状に賦形し、立体形状の強化繊維基材31に対して樹脂42を含浸させることにより繊維強化樹脂からなる構造体10を製造するための製造方法であって、該製造方法において、賦形型20の表面22に強化繊維基材30を配置後、少なくとも立体形状の強化繊維基材31の稜線32に沿って樹脂41を配置する工程と、立体形状の強化繊維基材21の各稜線32に対して所定の間隔をあけてヒータ12を並設し、ヒータ12により稜線32に配置された樹脂42を加熱して、樹脂42を強化繊維基材30の稜線32に含浸させる工程と、を少なくとも含んでなる。
(もっと読む)
CFRP半製品から実質的に平面のブランク材を所定サイズに切断・処理するための装置およびその方法
本発明は、切断機構(20)により、カッティングテーブル(2)に置かれた平面的なCFRP半製品(6)から、実質的に平面のブランク材(9)を所望のサイズに切り出すための装置(1)に関する。ブランク材(9)は、操作装置に配設されたバキュームエフェクタ(3)により吸引保持され、その後、制限なく室内の適当な位置に置かれる。本発明によれば、バキュームエフェクタ(3)が降下すると、少なくとも一つのブランク材電極(5)がブランク材(9)に接触可能になり、それに応じて少なくとも一つの切り取り残部電極(4)がCFRP半製品(6)から切り離された端部(12)に電気的に接触可能になる。どちらの電極(4、5)も、電線(14)を介して直流源(18)、計測器(16)、特に(DC)電流計(17)に接触されている。切り離されたブランク材(9)をバキュームエフェクタにより測定高(22)まで持ち上げた後、電流Iを確認する。電流Iが約0mAであれば、完全に切り離されている。電流Iが0mAより明らかに大きい場合、完全に切り離されなかったカーボン繊維橋(23)が少なくとも1つ存在するが、好ましくはパルス式に電流Iを最大値IMaxまで上昇させることで、完全な自動生産シーケンスにおいて溶解・切断される。これにより、特に高度に自動化された製造工場において重要となる、摩擦のないさらなるブランク材(9)の処理が可能となる。また、本発明は、特に装置(1)により、CFRP半製品(6)からブランク材(9)を製造する方法に関する。 (もっと読む)
繊維強化樹脂部材の製造方法
【課題】少なくとも曲がり部を有するマンドレル外周において、軸方向糸を滑らせることなく配置することがき、もって軸方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材を製造するための製造方法を提供する。
【解決手段】少なくとも曲がり部を有する長尺のマンドレル1aに該マンドレル1aの軸方向に延びる軸方向糸Q,…と該軸方向に対して所定角度傾斜した斜向糸P,…を供給して、軸方向糸と斜向糸とが相互に編み込まれてなる繊維織物を製造する第1の工程と、該繊維織物に樹脂を含浸硬化させることによって繊維強化樹脂部材を製造する第2の工程とを有し、第1の工程ではマンドレル1aの曲がり部に鋼製ピン2や樹脂フィルム3などの滑り止め部材を装着しておき、軸方向糸Q,…が該滑り止め部材にて位置決めされた姿勢でその上に斜向糸が巻装される。
(もっと読む)
繊維強化樹脂部材およびその製造方法
【課題】少なくとも曲がり部を有する繊維強化樹脂部材において、当該曲がり部における湾曲外側と内側の繊維密度が同程度に加工された繊維強化樹脂部材と、該繊維強化樹脂部材を製造するための製造方法を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の軸方向に対して所定角度傾斜した複数の斜向糸が編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材であり、この繊維強化樹脂部材は少なくとも一部に曲がり部を有しており、曲がり部の湾曲外側には内側に比して相対的に多数の繊維が配置されている。
(もっと読む)
繊維強化樹脂製賦形品およびその製造方法
【課題】側面部に円弧状の隅角部が形成されているにもかかわらず、成形品の隅角部の強度低下が防止された繊維強化樹脂製賦形品を提供する。
【解決手段】本発明の繊維強化樹脂製賦形品1は、底面部10と底面部10より立ち上がった側面部20とを有し、側面部20に円弧状の隅角部21が形成され、底面部10には、一方向に配向した繊維11が含まれ、隅角部21の円弧の頂点Aを境界とした際の片側の第1側面部20aには、第1側面部20aの立ち上がり方向に対して85°〜90°で配向した繊維22が含まれ、もう一方の片側の第2側面部20bの、第1側面部20a側の部分には、第1側面部20a内の繊維22が、第2側面部20bの立ち上がり方向に対して90°〜95°で配向するように入り込み、第2側面部20bの残部には、第2側面部20bの立ち上がり方向に対して平行に配向した繊維23が含まれている。
(もっと読む)
FRP成形用強化繊維基材の賦形装置及び賦形方法
【課題】表面に皺のない良質のプリフォームが自動的に得られる賦形装置及び方法を提供する。
【解決手段】賦形すべきプリフォーム(F)の形状に応じた外形の下金型(2)と、下金型に対向配置されると共に下金型に向けて押し付け可能に設けられた上金型(5)とを有し、下金型(2)にセットした被賦形基材(K)を上金型(5)により押し付け賦形してプリフォームを得るように構成された賦形装置(10)であって、上金型(5)は、被賦形基材の中央部(Kc)に対向する中央金型(5C)と、中央金型の周囲に配設された複数の横金型(5S)とに分割された構成とされ、中央金型(5C)を上下駆動する中央金型駆動手段(7)と、中央金型(5C)が押し付けている被賦形基材に対し、各横金型(5S)がその被賦形基材の中央外方部(Ks)を引き伸ばしながら押付けるように各横金型(5S)を駆動する横金型駆動手段(8)とを有するFRP成形用強化繊維基材の賦形装置及びそれを用いた賦形方法。
(もっと読む)
41 - 60 / 125
[ Back to top ]