
Fターム[4F205HA44]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 予備成形品からの成形 (434) | プリフォームからの成形 (125)
Fターム[4F205HA44]に分類される特許
61 - 80 / 125
コンポジット構造に用いるハイブリッド三次元織り/積層支材
【課題】コンポジット構造を補強するために用いる織りプリフォーム、およびそのようなプリフォームを製造する技術の提供。
【解決手段】織りプリフォームは、一緒に織った複数の層をもつ中央部分を備える。プリフォームは、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第1の端部部分を含む。プリフォームは、また、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第2の端部部分を含む。第1および第2の端部部分における複数の個別の織り層の間に入っているのは、バイアス層である。また、第1および第2の端部部分には、厚さ方向の補強がある。個別の織り層およびバイアス層を横切る補強繊維が、それらの層を固定し補強する。
(もっと読む)
プリフォームの製造方法および製造装置

【課題】プリフォーム製造の生産性が高い上に、切り込みを形成したプリプレグを雌型と雄型とで挟んでプリフォームを製造する場合でも、得られるプリフォームにおける皺の発生を抑制できるプリフォームの製造方法および製造装置を提供する。
【解決手段】本発明のプリフォームの製造方法は、シート状のプリプレグ30を切り込んで、その両側を重ね合わせて賦形するプリフォームの製造方法であって、雌型10に取り付けた帯状または棒状の弾性部材40によって、プリプレグの、切り込みの片側の近傍33を雄型20に押圧しながら、プリプレグ30を雄型20により雌型10内に押し込んで賦形する方法である。
(もっと読む)
複合材料から形成される構造フレーム及び該構造フレームを備えている航空機の胴体
本願発明は、複合材料から形成された構造フレームに関する。本願発明の目的は、構造において単純な状態のままである一方、高い機械的性能を有する構造フレームを得ることである。この目的は、所定の角度で構造フレームのメイン部分における単一方向の繊維の複数のセットを配置することで達成される。このシステムは、特に航空機の胴体のための構造フレームとして使用されることができる。 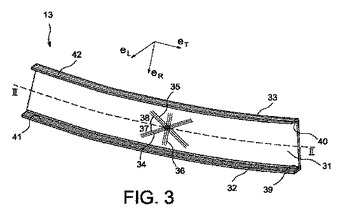 (もっと読む)
(もっと読む)
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
繊維強化樹脂部材とその製造方法、および繊維織物の製造装置
【課題】少なくとも曲がり部を有するマンドレル外周において、長手方向糸を滑らせることなく配置することがき、もって長手方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材とその製造方法、および該繊維強化樹脂部材のための繊維織物の製造装置を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の長手方向に延びる複数の長手方向糸Q,…と、該長手方向に対して所定角度傾斜した複数の斜向糸P,…とが編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材1であり、この繊維強化樹脂部材1は少なくとも曲がり部1”とを有しており、曲がり部1”において、長手方向糸Q、…が長手方向に対してたとえば10〜15度の範囲の傾斜姿勢で螺旋巻きされている。
(もっと読む)
少なくとも1の撚糸が配置された複合材料の製造方法
本発明は、少なくとも1の強化糸が表面上に、その配置表面上の少なくとも一の曲線状領域を有する経路に沿って配置され、前記強化糸がポリマー結合剤によって前記表面に結合している複合材料の製造方法であって、前記配置前に前記強化糸に撚りが掛けられ、前記配置表面に平行に測定した、糸端路の幅の両側における長さの差を少なくとも補償することを特徴とする方法に関し、本発明はまた、このようにして得られる複合材料に関する。 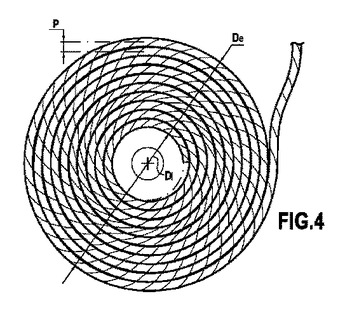 (もっと読む)
(もっと読む)
強化領域及び非強化領域を有する物品を製作する方法
少なくとも1つの強化領域及び少なくとも1つの非強化領域を有する物品を製作する方法は、材料を準備するステップと、材料の一部分に対して強化剤を施工するステップと、材料を成形してプリフォームを製作するステップと、プリフォームに対して非強化樹脂を施工するステップと、非強化樹脂を施工したプリフォームを硬化させて、少なくとも1つの強化領域及び少なくとも1つの非強化領域を生成し、該強化領域が少なくとも約1.0MPa−m1/2の破壊靭性を有する強化樹脂を含むようにするステップとを含む。 (もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
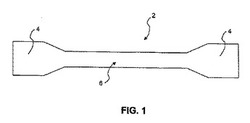
複合材料からガスタービンケーシングを製作するための方法およびそれによって得られるケーシング
【課題】構造的観点および耐衝撃性の観点の両方から改善された特性を有する厚み変化を有する複合材料からガスタービンケーシングを製作する方法を提供すること。
【解決手段】特にガスタービンファン用の厚み変化を有する複合材料ケーシングは、繊維強化材を形成し、マトリックスによって繊維強化材の密度を高めることによって製作される。繊維強化材は、マンドレル(40)の上に繊維織物(30)の重ね合わせられた層を巻き付けることによって形成され、織物は厚み変化を有するように3次元製織によって形成される。
(もっと読む)
固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法
【課題】固縛型コーナ部を有するフランジを備えた複合材構造体を製作する方法を提供する。
【解決手段】本方法は、第1のエンドプレート及び第2のエンドプレートを含みかつその周りに形成された複合材構造体を有する複合材構造体形成ツールを準備する段階と、少なくとも1つのバリヤ繊維プライを複合材構造体形成ツールの第1のエンドプレートに隣接して複合材構造体の周りに施工する段階と、少なくとも1つの繊維トウをバリヤ繊維の周りに巻き付ける段階とを含む。
(もっと読む)
取付けフランジを有する複合材構造体を含む物品
【課題】取付けフランジを有する複合材構造体を含む物品を提供する。
【解決手段】本物品は、周辺部を有するファンケーシング(16)と、周辺部の周りでファンケーシング(16)に対して作動可能に連結された少なくとも1つの取付けフランジ(46)とを含み、取付けフランジ(46)は、少なくとも1つの円周方向に配向されたコア繊維(52)を有する。取付けフランジ(46)は、一方向性繊維トウ、織物プリフォーム及びそれらの組合せから成る群から選択された複数のコア繊維(52)を含むことができる。取付けフランジ(46)は、前記コア繊維(52)を前記主要複合材構造体(38)に対して作動可能に連結した少なくとも1つの付着繊維(54)の層をさらに含むこともできる。
(もっと読む)
多層基材およびプリフォーム
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多層基材と、それからなるプリフォームを提供する。
【解決手段】
強化繊維糸条が並列にシート状に配列されて強化繊維層を形成し、その強化繊維層の複数層が、それぞれの強化繊維層を構成する強化繊維糸条の配列方向が異なる角度で積層された状態で一体化されてなる多層基材において、(1)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が強化繊維糸条を横切る方向に切断端を有すると共に、その切断端を有する強化繊維糸条の長さが10〜300mmの有限長であること、または(2)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が10〜300mmの有限長の不連続繊維からなる紡績糸であって、その紡績糸の繊度が300〜5,000texであり、かつ、糸幅/厚み比が2〜20であることを特徴とする多層基材。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】精度よく複雑な形状に成形することができるとともに、生産性が高いFRPの製造方法を提供する。
【解決手段】FRP製タンクの製造方法では、金属製の中子5に強化繊維を巻き付けて被覆する被覆工程を行った後、強化繊維に母材樹脂を含浸させる含浸工程を行う。その後、母材樹脂を加熱してプリキュアするプリキュア工程と、母材樹脂をプリキュア工程より高い温度で加熱してアフターキュアするアフターキュア工程とを行う。中子5は、プリキュア工程での加熱温度より高く、アフターキュア工程での加熱温度以下の融点を有する金属からなる。そして、アフターキュア工程においては、中子5を溶かして流し出す。
(もっと読む)
構造部材の連続製造方法
【課題】炭素繊維を主材とする複合材料の成形方法の改良を図る。
【解決手段】炭素繊維の布にエポキシ樹脂を含浸させたプリプレグ材料を使用するH型の構造部材は、曲率を有する部材に成形することが難しい。そこで、曲げることができる2つの構成部材110、120に分割して部材110、120に曲率を与え、両者を接合して曲率を有する構造部材100を製造する。
(もっと読む)
繊維強化複合材接合構造体の製造方法および繊維強化複合材接合構造体
【課題】軽量かつ高強度な繊維強化複合材接合構造体を製造する方法および繊維強化複合材接合構造体を提供する
【解決手段】繊維強化複合材料からなる第一の部材と、繊維強化複合材料からなる第二の部材の端面を接するように配置し、接合部補強用強化繊維積層体を第一の部材と第二の部材に跨がせるように配置する第一の工程と、前記第一の部材と前記接合部補強用強化繊維積層体間の第一の接着面および前記第二の部材と前記接合部補強用強化繊維積層体間の第二の接着面のそれぞれの接着面の少なくとも一ヶ所に前記各部材と前記接合部補強用強化繊維積層体の双方に強化繊維束製の杭材を刺入させる第二の工程と、前記接合部補強用強化繊維積層体および前記強化繊維束製の杭材に同時に樹脂を含浸させて硬化させる第三の工程を有することを特徴とする繊維強化複合材接合構造体の製造方法。
(もっと読む)
繊維強化プラスチック部材
【課題】部材内での層間剥離などの欠陥が発生しない、強度や弾性率などの機械特性に優れ、軽量で平滑な表面を有する繊維強化プラスチック部材を提供する。
【解決手段】次の構成要素[A]、[B]、[C]、[D]を含み、構成要素[A]の少なくとも片面に構成要素[B]、構成要素[C]、構成要素[D]がこの順に配設されていることを特徴とする繊維強化プラスチック部材。
構成要素[A]:繊維強化プラスチック
構成要素[B]:引張弾性率が0.1MPa〜500MPaである層
構成要素[C]:接着層
構成要素[D]:引張弾性率が1000〜30000MPaである熱可塑性樹脂層または熱硬化性樹脂層
(もっと読む)
複合材角部及び複合材角部の製造方法
【課題】 環状ガスタービンエンジン部品のフランジ角部の高樹脂密度領域を低減もしくはなくす方法の提供。
【解決手段】 ガスタービンエンジン部品及びガスタービンエンジンの複合材部品の製造方法は、互いにある角度で配置された第1及び第2の表面を有するツール(100)を準備する段階を含む。第1の表面と第2の表面との角部近傍で終端する端部を有する繊維セグメント(302)を第1の表面に取り付ける。繊維セグメント(302)及び第2の表面に繊維プリフォーム(301)を配置する。次いで、繊維プリフォーム(301)又は繊維セグメント(302)の1以上にマトリックス材料を加える。繊維セグメント(302)の端部を膨らませることができる十分な温度に繊維セグメント(302)及び繊維プリフォーム(301)を加熱する。次いでマトリックス材料を硬化して角部分の繊維分布が実質的に均一な複合材物品を形成する。
(もっと読む)
補強材・放熱材に適する炭素繊維集合体
【課題】成形材料全体としての熱伝導性が極めて高く、しかも機械特性に優れる炭素繊維強化材料の開発。
【解決手段】平均直径が1〜20μmの範囲、繊維長が1〜100μm、アスペクト比が1乃至100であるピッチ系炭素繊維Aと、繊維平均直径が2〜40μmの範囲、平均繊維長が0.1〜150mmの炭素繊維Bとを、繊維A対繊維Bとの重量比が1対99乃至99対1の比率となるように混合して得られる炭素繊維集合体であって、該炭素繊維集合体におけるピッチ系炭素繊維Aの六角網面成長方向の微結晶サイズが5nm以上であり、該炭素繊維集合体はその厚さが0.05〜5mmであって、その空隙率が50〜95体積%であるピッチ系炭素繊維を含む集合体を平面状に成形してなる炭素繊維集合体。
(もっと読む)
繊維強化プラスチック製プリフォームの成形方法
【課題】連続繊維を含んだ繊維強化プラスチックの型成形を可能にするとともに、脱型後の製品の変形を防止する。
【解決手段】ワークWとして、連続繊維強化プラスチック製の原反6,7の間に樹脂シート8を介装したものを用いる。樹脂シート8は原反6,7のマトリクス樹脂よりも熱硬化が速い。まず、ワークWと金型1を予備加熱するとともに、ワークホルダ10によってワークWの周縁部を挟持する。そして、ワークWの粘度が型成形可能な値まで低下した段階で金型1によるワークWのプレスを開始する。その際、ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされる。最後に、型成形されたプリフォームPを加熱して固化させる。
(もっと読む)
繊維質ライニングロールの製造方法
【課題】 繊維材料を巻付仮軸に巻き付けて、巻付仮軸表面に繊維層を形成し、この繊維層を軸方向に圧縮して、中空円筒体を製造する際、繊維層が外側に膨らむのを防止する方法を提供する。
【解決手段】 以下の(a)〜(d)工程を採用する。(a)工程:編組紐1を準備する。編組紐1は、芯材2と芯材2を被覆する編組構造体3とからなる。編組構造体3は、糸状物4を編組して構成される。(b)工程:編組紐1を巻付仮軸5の軸方向に螺旋状に巻き付ける。この結果、巻付仮軸5表面に繊維層が形成される。(c)工程:繊維層を巻付仮軸5の軸方向に圧縮する。また、硬化型樹脂を繊維層に含浸する。そして、硬化型樹脂を硬化させる。(d)工程:硬化型樹脂を硬化させた後、巻付仮軸5を取り外す。以上のようにして、繊維質中空円筒体を得る。これを、被ライニングロールに嵌装することによって、繊維質ライニングロールを得る。
(もっと読む)
61 - 80 / 125
[ Back to top ]