
Fターム[4F205HA45]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 予備成形品からの成形 (434) | プリプレグからの成形 (301)
Fターム[4F205HA45]に分類される特許
161 - 180 / 301
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
ピンを差し込んで性能を補強した複合材積層構造物、前記複合材積層構造物の製造方法、装置、及び前記装置の製作方法
本発明は、複合材積層構造物の厚さ方向にピンを差し込んで複合材積層構造物の層間性能を補強するか、複数の積層部材を接触連結する、ピンを差し込んで性能を補強または複数部材を連結した複合材積層構造物、前記複合材積層構造物の製造方法、装置及び前記装置の製作方法に関する。本発明の複合材積層構造物の製造装置は、層間分離性能補強または複数の積層部材間の接触連結のためにピンを差し込む複合材積層構造物の製造装置であって、硬化前または硬化後の状態の複合材積層構造物21上にのせられて、垂直方向に形成された複数個の穴53内に、それぞれ前記複合材積層構造物21内に挿入されるピン51が備えられる下部ガイド50と、前記下部ガイド50上にのせられて、前記ピン51と対応する位置に垂直方向に移動自在に形成されるガイドピン41が備えられる上部ガイド40と、を含んで構成される。 (もっと読む)
複合材料から形成される構造フレーム及び該構造フレームを備えている航空機の胴体
本願発明は、複合材料から形成された構造フレームに関する。本願発明の目的は、構造において単純な状態のままである一方、高い機械的性能を有する構造フレームを得ることである。この目的は、所定の角度で構造フレームのメイン部分における単一方向の繊維の複数のセットを配置することで達成される。このシステムは、特に航空機の胴体のための構造フレームとして使用されることができる。 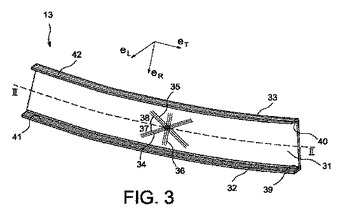 (もっと読む)
(もっと読む)
繊維強化樹脂歯車

【課題】切削加工により歯部を形成することで歯車の周方向に延びる連続繊維が切断された状態になっても歯部の強度低下を抑制することができる繊維強化樹脂歯車を提供する。
【解決手段】繊維強化樹脂歯車11は、芯金12の外周に樹脂部13が形成され、樹脂部13の外周に繊維強化樹脂部14が形成されている。繊維強化樹脂部14には歯部15が形成されている。繊維強化樹脂部14は連続繊維からなるとともに歯車の周方向に沿う面を形成するように歯車の径方向に積層された複数の繊維層で構成された強化材を有する繊維強化樹脂で形成されている。強化材は、少なくとも歯部15の各山15aと対応する位置に複数の繊維層16を貫通する繊維としての厚さ方向糸17が存在するように形成された三次元繊維組織で構成されている。
(もっと読む)
ハイブリッド複合パネルシステム及び方法
ハイブリッド複合パネルシステム(120)及び方法が開示されている。一実施形態では、アセンブリは第1部分(126)、第1部分(132)に係合している母材(136)、及び第1部分の反対側で母材に係合している第2部分を備えている。第1部分は第1補強材料で補強された複数の第1複合層を含み、第2部分は、第2補強材料で補強された複数の第2複合層を含む。第1及び第2部分は、第1及び第2複合層に対して常時荷重を少なくとも部分的に横方向に担持し、第1部分が印加された常時荷重の大部分を担持するように非対称的に構成されている。 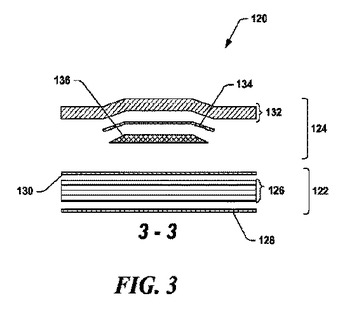 (もっと読む)
(もっと読む)
繊維補強樹脂の成形方法及びそれに用いる成形用型
【課題】繊維補強樹脂中の気泡を確実に除去することを可能にする繊維補強樹脂の成形方法及びそれに用いる成形用型を提供する。
【解決手段】予め樹脂を含浸させて多層で積み重なる繊維織布を型12の型穴14に置く。そのうちの型12は型穴14と外部に繋がる少なくとも一つの穿孔22、32を有する。続いて型12を加熱すると同時に穿孔22、32から型穴14中の気体18を抜き出せば、予め樹脂を含浸させた繊維織布の間の気泡18を確実に抜き出すことが可能なだけでなく、過剰な樹脂まで抜き出すことが可能である。これにより製品の機械的強度をより向上させることが可能となる。
(もっと読む)
多軸織物
【課題】特に複雑な形状の成形に適する補強用基布として有用な多軸の織物を提供するものである。
【解決手段】繰り返し単位の95モル%以上が下記式(1)で示されるポリケトンで構成される繊維の糸条を用いて製織された多軸織物であって、該織物が三軸以上の多軸の織物であることを特徴とする多軸織物。
【化1】 (もっと読む)
(もっと読む)
繊維強化樹脂複合構造体の製造方法
【課題】成形時に剥離が発生しない繊維強化樹脂複合構造体の製造方法を提供すること。
【解決手段】熱硬化性樹脂をマトリックスとした繊維強化樹脂層の内部に、該繊維強化樹脂層よりも大きな線膨張係数を有するインサート材をインサートしてなる繊維強化樹脂複合構造体の製造方法であって、前記繊維強化樹脂層を形成するプリプレグ材の内部にインサート材を配置する工程と、前記プリプレグ材中の熱硬化性樹脂が完全硬化する温度に満たない温度まで前記繊維強化樹脂複合構造体を加温する予備加温工程と、前記予備加温工程による加温の後に、前記熱硬化性樹脂が完全硬化する温度まで前記繊維強化樹脂複合構造体を加温する本加温工程と、を含む繊維強化樹脂複合構造体の製造方法。
(もっと読む)
プリプレグ、多層回路基板、プリント配線板及びプリント配線板の製造方法
【課題】プリプレグからなる絶縁体基材の表面にめっきを形成する場合において、絶縁体基材の表面粗度が低くても、高いめっき密着強度を維持する絶縁体基材を得ることができる、優れたファイン回路形成性とめっき密着性とを両立できるプリプレグを提供することを目的とする。
【解決手段】エポキシ樹脂(A)、硬化剤(B)、硬化促進剤(C)、及び平均繊維径500nm以下の有機短繊維(D)を含有するエポキシ樹脂組成物を基材に含浸し、半硬化させて得られることを特徴とするプリプレグを用いる。
(もっと読む)
管状複合体とその製造方法
【課題】管状金属合金とFRPプリプレグを相互に接着させ、引っ張り応力、及び、圧縮応力に対応した軽量で強固な構造体を構成する。
【解決手段】管状金属部品60の外周面に化学エッチングによるミクロンオーダーの粗度があり、且つその表面は電子顕微鏡観察で、高さ又は深さ及び幅が10〜500nmで長さが10nm以上の仕切り状凸部、又は溝状凹部が10〜数百nm周期で全面に存在する超微細凹凸形状を形成し、その表面が金属酸化物又は金属リン酸化物の薄層21とする。これに管状の繊維強化プラスチック材61をエポキシ系樹脂剤62により接着させ、管状複合体を形成する。管状金属部品は、アルミニウム合金、マグネシウム合金、銅合金、チタン合金、ステンレス合金、鉄鋼材等である。
(もっと読む)
繊維強化樹脂製の管状体の製造方法および該方法によって製造された管状体
【課題】繊維強化樹脂製管状体の軽量性を損なうことなくプリプレグの巻き剥がれを防止して強度と生産性を高める。
【解決手段】バイアスプリプレグ21、22とストレートプリプレグ23、25、27、28とフーププリプレグ24、26を芯材上にそれぞれ少なくとも1枚巻回する工程を含み、フーププリプレグ24、26のうち少なくとも1枚は、バイアスプリプレグ21、22またはストレートプリプレグ25、27からなる土台プリプレグに予め積層密着して積層体A1、A2を形成しておき、該積層体A1、A2を巻回することによって土台プリプレグ25、27と一体にフーププリプレグ24、26を巻回することを特徴とする。
(もっと読む)
繊維強化複合材料成形方法及び繊維強化複合材料
【課題】繊維強化複合材料成形方法において、繊維強化複合材料の内層における樹脂体積含有率の低下を抑制することである。
【解決手段】繊維束に樹脂を含浸して形成したプリプレグをマンドレル22に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形方法であって、マンドレル22に第1プリプレグを巻回する第1巻回工程(S10)と、第1プリプレグが巻回されたマンドレル22に、第2プリプレグを巻回する第2巻回工程(S12)と、第2プリプレグが巻回されたマンドレル22に、第3プリプレグを巻回する第3巻回工程(S14)とを備え、第1プリプレグは、繊維束に第1樹脂を含浸して形成され、第2プリプレグは、繊維束に第2樹脂を含浸して形成され、第3プリプレグは、繊維束に第3樹脂を含浸して形成され、第2樹脂の熱膨張率は、第1樹脂の熱膨張率より大きく、第3樹脂の熱膨張率は、第2樹脂の熱膨張率より大きい。
(もっと読む)
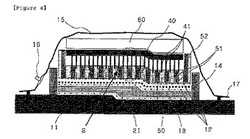
航空機胴体室部を複合繊維材料で製造する方法及び機器
本発明は、継ぎ目なし一体化且つ基本的に中空の円筒状部品5、とりわけ航空機の胴体部分の製造方法に関する。本方法は、以下の工程を含む:a)第1真空膜3の固定巻心2への付与及び第1真空膜3の真空排気工程、b)巻心を巻き取ることにより、巻心2への胴体部5の積層状態での巻着工程、c)第1真空膜3の通気工程、d)固定巻心と比較して不安定な外型6の胴体部5への付与工程、巻心2は外型6を安定化させ、e)胴体部5を外型6に接近するように引き寄せると共に、胴体部5を少なくともいくつかの領域で、巻回心2から取り外すために、第2真空膜7の外型6への付与及び第2真空膜7の評価工程、f)完成胴体部を製造するために、オートクレーブでの装置全体の硬化工程。これにより、部品5の高い表面品質を生じさせる。更に、極めて高い寸法安定性が、とりわけ接着させられる部品5の断面形状に関して達成される。加えて、本発明は、本方法を実行する機器に関する。 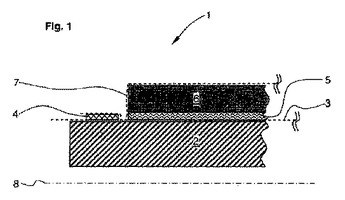 (もっと読む)
(もっと読む)
ゴルフクラブ用シャフトの製造方法
【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるシャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(4)を順に行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)得られたプリプレグ積層体の上に熱収縮性を有するテープ状フィルムをマンドレル端部からマンドレルが露出した太径側端部も含めて巻きつける、(3)加熱硬化して、マンドレル上に、テープ状フィルムのみが巻き回された部分を有する補強部の付いたシャフト1を得る、(4)マンドレルが露出した太径側端部の上に巻かれたフィルム10を把持し、前記マンドレル2をシャフト1から引き抜く。
(もっと読む)
複合フランジ、フランジを組み込むダクト及びフランジの製造方法
複合材料で作られるフランジ(1)、フランジ(1)の製造方法及びフランジ(1)を形成するためのマンドレル(3)を提供する。フランジ(1)は、実質的に三角形の断面を有する湾曲した中空部材を有する。フランジ(1)の製造方法は、複合材料を湾曲したマンドレル(3)の外側表面に適用する。マンドレル(3)は、湾曲され、中実の三角形の断面を有している。製造方法は、断面が実質的に三角形で、湾曲した中空部材を有するフランジ(1)を生成する複合材料を硬化する工程も含んでいる。 (もっと読む)
ゴルフクラブ用シャフトの製造方法およびゴルフクラブ用シャフト
【課題】炉落ち現象によるシャフトの品質劣化と、研磨工程における不良品の問題を解消できるゴルフクラブ用シャフトの製造方法を提供する。
【解決手段】プリプレグをマンドレル2の少なくとも一端が露出するようにマンドレルに巻きつけて積層し、プリプレグ積層体100を得る。次いで、ガラスクロスプリプレグをプリプレグ積層体及びマンドレルの露出した部分にかかるように円周方向に巻きつけて補強部3を形成する。次いで、加熱して、マンドレル上に補強部付きゴルフクラブ用シャフトを得る。次いで、ゴルフクラブ用シャフトからマンドレルを引き抜き、次いで、ゴルフクラブ用シャフトの太径側端部に補強部が5〜30mm残るように、補強部付きゴルフクラブ用シャフトの太径側端部を切断して、ゴルフクラブ用シャフトを得る。
(もっと読む)
ゴルフクラブ用シャフトの製造方法
【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるゴルフクラブ用シャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(6)を行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)プリプレグ積層体の末端部とマンドレルにテープ状プリプレグを巻きつけて補強部3を形成する、(3)加熱硬化して、マンドレル上に補強部3の付いたシャフトを得る、(4)マンドレルの太径側端部を通すが補強部3を通さない穴を設けた部材4を、マンドレルの太径側端部から入れ、補強部3に装着する、(5)穴を設けた部材4を支持し、前記マンドレルをシャフト1から引き抜く、(6)補強部3を含むシャフト1の末端部分を切断する。
(もっと読む)
繊維強化複合材料成形システム、繊維強化複合材料成形方法及び繊維強化複合材料
【課題】繊維強化複合材料システムにおいて、繊維強化複合材料の繊維体積含有率を、より精度よく制御することである。
【解決手段】繊維束14に樹脂を含浸して成形する繊維強化複合材料成形システム10であって、繊維束14に第1樹脂を含浸する樹脂含浸装置22と、第1樹脂が含浸された繊維束14に第2樹脂を被覆する樹脂被覆装置34とを備え、第2樹脂には、第1樹脂よりも樹脂粘度が高い樹脂を用いる。そして、第1樹脂と第2樹脂とには、熱硬化性樹脂を使用することが好ましい。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
支持テープからプリプレグを分離する退避可能な分離装置を備えた複合材料レイアップヘッド
レイアップヘッド(20)は、支持テープ(12)に貼合されたプリプレグ(10)を収容し、プリプレグ(10)を付着工具(11)の上に付着する付着部(21)の直上流において設けられたセパレータ(23)を用いて、プリプレグはその支持テープから、剥離によって分離される。レイアップヘッド(20)は、セパレータ(23)の下流において、プリプレグ(10)を支持テープ(12)から分離させるための退避可能な分離手段(30)を備え、プリプレグ(10)がセパレータ(23)の直上流において分離されていくことを許容し、それにより、プリプレグ(10)は、前記分離手段(30)が動作しているときにはより早い段階で分離されることができる。 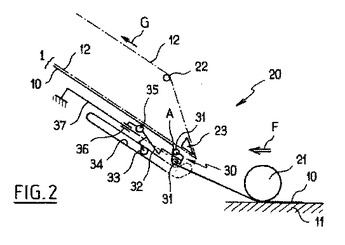 (もっと読む)
(もっと読む)
161 - 180 / 301
[ Back to top ]