
Fターム[4F205HA47]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 供給方法による分類 (977) | 樹脂と繊維を別々に供給する成形 (238)
Fターム[4F205HA47]に分類される特許
1 - 20 / 238
採熱機能付き樹脂管の製造方法
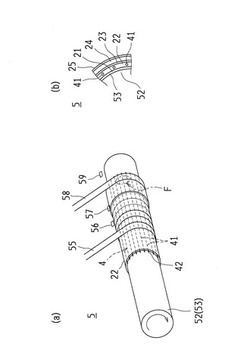
【課題】熱交換用管材を埋設して下水熱を効率よく採熱可能な樹脂管を提供する。
【解決手段】円筒形の金型52の型面に液状の不飽和ポリエステル樹脂組成物を含浸させた繊維強化材を巻回して防護層21を形成し、次いで、防護層21の外周面にモルタルを供給してモルタル層22を形成した後、モルタル層22に熱交換用管材4を埋設し、次いで、モルタル層22の外周面に繊維強化材を巻回するとともに、繊維強化材に液状の不飽和ポリエステル樹脂組成物を供給含浸させて内方FRP層23を形成した後、内方FRP層23の外周面にレジンモルタルを供給してレジンモルタル層24を形成し、さらに、レジンモルタル層24の外周面に繊維強化材を巻回するとともに、繊維強化材に液状の不飽和ポリエステル樹脂組成物を供給含浸させて外方FRP層25を形成し、次いで、硬化炉内で加熱して不飽和ポリエステル樹脂組成物を硬化させる。
(もっと読む)
複合材のドライプリフォーム及びその製造方法

【課題】マンドレルの外周に強化繊維を捲回することによりドライプリフォームを成形するにあたり、歩留まりを高めると共に、長手方向の強化繊維の配置を容易化し、さらに長手方向の強化繊維の密度を高める。
【解決手段】長尺状のマンドレル2を長手方向一方に送りながら、長手方向に沿って引き揃えた強化繊維(繊維束T1)をマンドレル2の外周に供給することによりマンドレル2の全周を覆う長手方向強化繊維層11を形成すると共に、マンドレル2の外周に螺旋状に強化繊維(繊維束T2、T3)を捲回することによりマンドレル2の全周を覆う螺旋方向強化繊維層12、13を形成する。
(もっと読む)
適合可能なブレード
【課題】本発明の目的は、凹状のギャップ又は複雑な形状に適合可能なチューブ状構造体を提供することである。
【解決手段】本発明は、チューブ状構造体(32)に係り、互いに円状の関係を有する複数の軸方向部位(30)と、このチューブ状構造体を形成するようにこの軸方向部位と互いに連結するバイアス部位とを有するチューブ状構造体(32)を開示する。チューブ状構造体の軸方向部位は、この構造体のバイアス部位よりも大きな径を有する。
(もっと読む)
織物基材及び繊維強化複合材料
【課題】強化繊維のクリンプが無く、しかも形態保持性及び賦形性が良く繊維強化複合材料の強化繊維基材に適した織物基材を提供する。
【解決手段】織物基材10は、繊維束からなり互いに平行に配列された複数の強化繊維用経糸11と、繊維束からなり互いに平行にかつ強化繊維用経糸11と交差する方向に配列された複数の強化繊維用緯糸12とを備えている。強化繊維用緯糸12より細い糸条からなり、強化繊維用緯糸12と同方向に延びる補助緯糸13は、強化繊維用経糸11に対して強化繊維用緯糸12の反対側に配列されている。強化繊維用経糸11より細い糸条からなる補助経糸14a,14bは、強化繊維用経糸11と同方向に延びかつ強化繊維用経糸11同士の間に配列され、強化繊維用緯糸12に係合した状態での折り返し及び補助緯糸13に係合した状態での折り返しが混在した状態で配列されている。
(もっと読む)
自動車用内装基材の製造方法
【課題】十分な剛性を有し軽量でかつ安価な自動車用内装基材の製造方法を提供する。
【解決手段】グラスファイバーの不織布からなるシート状のマット材7にウレタン生成液Lを含浸させ、ウレタン生成液Lの含浸した上記マット材7を加熱して当該マット材7内でウレタン発泡させるとともに熱硬化させる。
(もっと読む)
繊維強化樹脂成形体の製造装置
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
ゴムホースの製造方法、ゴムホース、及び端子金具付きゴムホース
【課題】製造スペースを低減しながら、第1及び第2の編組層を一体化して耐久性を向上させることが可能なゴムホースの製造方法及びゴムホースを提供する。
【解決手段】ゴムホースの製造方法は、ゴム内管2の外周側に第1の編組層31を形成し、第1の編組層31の外周側に熱可塑性樹脂層30を形成し、熱可塑性樹脂層30の外周側に第2の編組層32を形成し、第1の編組層31の外周側にゴム外管4を形成して、積層構造体10を形成する積層構造体形成工程と、積層構造体10を熱可塑性樹脂層30が軟化する温度以上に加熱することで、ゴム内管2及びゴム外管4を加硫させる加硫軟化工程と、熱可塑性樹脂層30を軟化させることにより、糸状体310,320の編目31a,32aに浸透した軟化状態の熱可塑性樹脂を固化することにより、第1及び第2の編組層310,320を一体化させる一体化工程と、を有する。
(もっと読む)
繊維強化複合材料
【課題】スキン−ウェブ構造のような複雑な形状の場合でも、特殊な製造方法を行わずに、擬似等方性の積層繊維束層を強化繊維として反りを低減することができる繊維強化複合材料を提供する。
【解決手段】繊維強化複合材料11は、強化繊維からなる繊維束層が複数積層されてなる積層繊維束層の状態でマトリックス中に複合化されている。そして、中立面16を挟んで片側における繊維配向角度が+θの繊維束層である+θ層の数と、繊維配向角度が−θの繊維束層である−θ層の数とが同じであり、繊維束層の積層順は基準面に対して逆対称とし、かつ+θ層と−θ層との間に配置される他の繊維束層の数が同じである。
(もっと読む)
糸条、シート状の強化繊維基材、プリフォーム及び繊維強化複合材料の製造方法
【課題】シート状の強化繊維基材を賦形して形成されたプリフォームの形体安定性を確保するために必要なバインダーの使用量を、粉末のバインダーを使用した場合に比べて減らす。
【解決手段】糸条14を、熱可塑性のエポキシ樹脂を主成分とし、かつ収束剤及びバインダーの機能を兼ね備えた樹脂組成物のエマルジョンで処理、乾燥するサイジング処理により前記樹脂組成物の被膜16が表面に形成された糸条14が得られる。その糸条14で形成されたシート状の強化繊維基材17が積層された状態で賦形されてプリフォーム20が形成される。
(もっと読む)
強化繊維基材、プリフォーム、繊維強化複合材料及び強化繊維基材の製造方法並びに繊維強化複合材料の製造方法
【課題】強化繊維基材を賦形して形成されたプリフォームの形体安定性を確保するために必要なバインダー機能と、プリフォームから製造される繊維強化複合材料の靭性強化機能とを有するバインダーの使用量を、粉末のバインダーを使用した場合に比べて減らす。
【解決手段】繊維強化複合材料の強化材となるプリフォーム17は、繊維束の表面が、主鎖にエポキシ樹脂骨格を有しかつ側鎖にヒドロキシ基、エステル基およびアミド基から選択される少なくとも1の基を備えた熱可塑性の樹脂組成物により膜状に被覆されている強化繊維基材11からなる。前記樹脂組成物は50%以上がフェノキシ樹脂からなる。
(もっと読む)
補強部材の製造方法および製造装置
【課題】均一な密度でかつ、補強繊維片が一定方向に配向された補強部材を製造できる補強部材の製造方法および製造装置を提供する。
【解決手段】一対のゴムシート間に補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、ゴムシート上に他のゴムシートを供給して重ね合わせ、これらゴムシート間に補強繊維片層を介装させる供給工程と、これらゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行うとともに、散布工程において補強繊維片を、上下方向にのみ開口するガイド体を介して散布するにあたり、ガイド体として、ゴムシートの長手方向に沿う幅が上端部より下端部で狭くかつ、上方から下方に向かい漸減する絞り部を有するものを用いる。
(もっと読む)
多孔質型を用いた複合材の成形方法および装置
【課題】剛性型として多孔質型を用いることで、樹脂含浸を繊維基材の厚さ方向に促進させ、また、成形・硬化中の残留気泡の低減を行うプロセスを提供する。
【解決手段】成形型に配置した繊維基材に、注入した樹脂を含浸させて複合材を得る成形法において、前記成形型を、微細孔を備えた通気性の多孔質成形型から形成すると共に、当該多孔質成形型の前記繊維基材に対向する面と当該繊維基材との間に、気体は通過可能であるが樹脂はブロックされる微細孔を備えた多孔質層を設け、前記多孔質成形型の微細孔を介して当該多孔質成形型を通して真空吸引を行うことで、注入した樹脂を繊維基材に含浸させる。
(もっと読む)
圧力容器
【課題】圧力容器のさらなる耐圧性能の向上を目的とする。
【解決手段】筒状の胴部3と胴部3の両端に形成されるドーム部4とを有するライナ2の表面にフィラメントワインディングによる補強層11が形成された圧力容器1において、補強層11は、圧力容器1の軸心Oに対し65°〜75°の範囲の配向角度θ1で少なくとも胴部3に形成される高角ヘリカル巻き層12と、軸心Oに対し各ドーム部4の頂上の口金座5、支持部6間に掛け回し可能な最小角度以上で15°以下の範囲の配向角度θ2で両端のドーム部4間にかけて形成される低角ヘリカル巻き層13と、胴部3に形成されるフープ巻き層14と、を有して構成される。
(もっと読む)
補強部材の製造方法および製造装置
【課題】補強繊維片同士の絡み合いの問題を生ずることなく、均一な密度の補強部材を製造することができる補強部材の製造方法および製造装置を提供する。
【解決手段】一対の帯状未加硫ゴムシート間に、補強繊維を所定長に切断した複数の補強繊維片からなる補強繊維片層が介装されてなる補強部材の製造方法である。補強繊維を切断して複数の補強繊維片を作製する切断工程と、長手方向に延びる帯状未加硫ゴムシートの一方の上方から、一方の帯状未加硫ゴムシート上に補強繊維片を散布して補強繊維片層を形成する散布工程と、一方の帯状未加硫ゴムシート上に、帯状未加硫ゴムシートの他方を供給して重ね合わせ、一方および他方の帯状未加硫ゴムシート間に補強繊維片層を介装させる供給工程と、一方および他方の帯状未加硫ゴムシート同士を互いに押付けて圧着する圧着工程とを含み、切断工程と散布工程とを連続して行う。
(もっと読む)
繊維複合材料およびそれを用いたサンドイッチ材
【課題】耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
継ぎ手補助部材、継ぎ手構造部材、可動柵、継ぎ手補助部材および継ぎ手構造部材の製造方法
【課題】繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる継ぎ手補助部材を提供する。
【解決手段】継ぎ手補助部材1は、繊維強化プラスチック部材の、他の部材との連結部に配置される継ぎ手補助部材であって、環状部10Bを有するベース部材と、環状部11Bの外周面15にその一部が巻き付けられた強化繊維束20とを備え、強化繊維束20は、環状部11Bの外周面15に巻き付けられた固定部21と、外周面15から離れるように延在する延在部22とを含み、固定部21には、樹脂30が含浸硬化されている。
(もっと読む)
FRP構造体の製造方法及び製造装置
【課題】製造時間の大幅な短縮を可能にするとともに、樹脂の未含浸やボイド等のない高品質のFRP構造体を製造することができるFRP構造体の製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRP構造体の製造方法であって、被成形体2の成形範囲全体に複数の脱気部9と複数の樹脂供給部10とを所定間隔で交互に略平行に配置し、複数の脱気部9より同時に脱気することにより、複数の樹脂供給部10より同時に樹脂を供給して樹脂含浸を一気に進行させて成形する。
(もっと読む)
中空繊維強化プラスチックの製造方法
【課題】中子を高精度でかつ高剛性にてしかも軽量に作製でき、中子内への樹脂浸透の問題を発生させずに、成形後に中子内部材も容易に取り出すことができ、取り出した内部材も容易に再使用可能であり、所望の中空繊維強化プラスチックを確実に効率よく製造できる方法を提供する。
【解決手段】固体粒子を水溶性粘着剤により結合することによりブロック体を形成し、該ブロック体を樹脂不浸透性の膜で覆うことにより中子を作製し、該中子を用いて該中子の周囲に繊維強化プラスチックを成形し、成形後に、水溶性粘着剤による結合を解除して中子内の固体粒子を成形された繊維強化プラスチックの外部へ排出することを特徴とする中空繊維強化プラスチックの製造方法。
(もっと読む)
クリールスタンド用ブレーキおよびゴムシートの製造方法
【課題】簡便で安価な構造で、かつボビンから引き出される線条体補強材料の引出し張力を一定範囲に管理することができるクリールスタンド用ブレーキを提供する。
【解決手段】クリールスタンド用ブレーキ13は、回転支持軸12に挿入され、回転支持軸12に対して回転しないように取り付けられた永久磁石付きの中央ケース15と、中央ケース15の両側面に回転できるように支持され、かつボビン10に連結する連結ピン17を備えた制動回転板16から成る。中央ケース15の両側面には、永久磁石14が取り付けられており、中央ケース15と2枚の制動回転板16により、永久磁石14と制動回転板16との間に非接触で制動力を発生させることができる。
(もっと読む)
1 - 20 / 238
[ Back to top ]