
Fターム[4F205HB11]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 予め形成された挿入物等との一体化成形 (184)
Fターム[4F205HB11]の下位に属するFターム
インサート成形 (125)
表面材との一体化成形 (13)
Fターム[4F205HB11]に分類される特許
21 - 40 / 46
フィラメントワインディング方法、繊維強化プラスチック長尺体の製造方法、及びフィラメントワインディング装置
【課題】ロービングからのマルチフィラメントの繰り出しについて安定性を高めることのできるフィラメントワインディング方法、繊維強化プラスチック長尺体の製造方法、及びフィラメントワインディング装置を提供する。
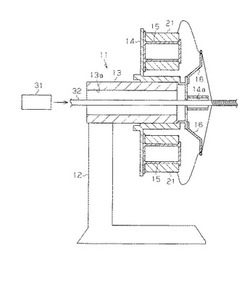
【解決手段】回転体14の中央部には、軸線方向に沿って挿通部14aが貫設されている。挿通部14aには、長尺材32が挿通される。回転体14には、ロービング21を装着するためのコア15が複数設けられている。各コア15によって、複数のロービング21の内周側が支持される。また、複数のロービング21は、その軸線方向と回転体14の軸線方向とが平行になるように固定される。マルチフィラメントは、複数のロービング21の外周側から繰り出されて長尺材32に巻き付けられる。回転体14には、複数のロービング21の外周側から繰り出されるマルチフィラメントをガイドするガイド部材16が設けられている。
(もっと読む)
フィラメントワインディング装置

【課題】繊維束1Aに吹き付けた樹脂が飛散することによる樹脂の塗布ロスを減少させるフィラメントワインディング装置100の提供を目的とする。
【解決手段】フープ巻装置20は、保持されるべきライナー2に対して繊維束1Aを回転させ、ライナー2に繊維束1Aを巻き付ける巻付部30と、繊維束1Aに対してライナー2に巻き付けられる手前で樹脂を吹き付ける複数の噴射ノズル41をライナー2の周囲に配置した樹脂含浸部40と、を備え、噴射ノズル41は、噴射口52とライナー2の軸心Oとを結ぶ仮想線に対して、繊維束1Aの回転方向の下流側に向けて樹脂を吹き付けるように配置される。ライナー2に対して斜めに樹脂を吹き付けることとなり、繊維束1Aに吹き付けた樹脂がライナー2に当たって跳ね返ることよる飛散を抑制することができ、樹脂の塗布ロスを減少させることができる。
(もっと読む)
圧力容器の製造方法および圧力容器
【課題】物理的強度を向上させた圧力容器を簡便に作製する。
【解決手段】圧力容器の製造方法は、中空形状のライナを作製するライナ作製工程S104と、ライナに水分を吸収させる水分吸収工程S106と、水分を吸収させたライナの外周部分に、熱硬化性樹脂を含浸させた繊維を巻きつけるフィラメントワインディング工程S108と、熱硬化性樹脂を硬化させ、ライナを被覆する繊維強化樹脂層を形成する硬化工程S110と、を含む。
(もっと読む)
複合要素を製造するための装置および方法
【課題】本願発明の課題は、繊維複合要素を製造するための装置を提供することである。
【解決手段】繊維複合要素を製造する装置であって、樹脂含浸繊維材料を配置するための表面を持つ多孔材料を有するフィルタープレートと、前記繊維材料に対向する前記フィルタープレートの表面を覆う空気に透過性を有し実質的に樹脂不透過である膜と、前記繊維材料から離れた側面において前記フィルタープレートを支持する成型道具と、
記繊維材料から離れた側面において負圧を発生させるための前記成型道具内に形成された吸引開口部と、を有する装置。また、該繊維複合要素を製造するための方法。繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレートを供給する工程と、前記フィルタープレートの表面の上に樹脂を含浸した繊維材料を配置する工程と、前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、前記成形道具内に構成された吸引開口部より前記繊維材料から離れた前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
(もっと読む)
中空体製品の製造方法
【課題】中空体製品を簡単に得ることが出来る技術を提供することである。
【解決手段】 繊維強化樹脂の構成素材である繊維の一面側にフィルムを配置するフィルム配置工程と、
前記フィルム配置工程で配置されたフィルムの前記繊維が存する側とは反対側に、凹部の開口が前記フィルムに対向するよう凹部を有する成形体を配置する成形体配置工程と、
前記繊維強化樹脂構成素材と前記フィルムとの間の真空度を高める繊維−フィルム真空処理工程と、
前記フィルムと前記成形体との間の真空度を、前記繊維−フィルム真空処理工程の真空度よりも低い真空度に高めるフィルム−成形体真空処理工程と、
前記フィルム−成形体真空処理工程の後、前記フィルムと前記成形体とを接着する接着工程と、
前記繊維強化樹脂の構成素材である繊維に樹脂が含浸せしめられた繊維強化樹脂板と前記フィルムとの接着により前記成形体と繊維強化樹脂板とを一体化する一体化工程
とを具備する中空体製品の製造方法。
(もっと読む)
金属ライナーを内面に備えた繊維強化樹脂補強タンクおよびその製造方法
【課題】タンク内面に配置される金属ライナーを構成する金属ライナー部材どうしの継ぎ目のすき間をなくして、金属ライナー部材どうしを接合した部分の腐食性物質による腐食を防止できる金属ライナーを内面に備えた繊維強化樹脂補強タンクおよびその製造方法を提供する。
【解決手段】筒状の金属ライナー部材3aの環状端面とドーム状の金属ライナー部材3b、3cの環状端面とを突き合せた部分の外周面の全周を覆うように金属製の当て板4を配置し、筒状の金属ライナー部材3aの内側から突き合せた部分の内周面の全周に対して溶接を行なって、当て板4とともに突き合せた金属ライナー部材3a、3b、3cを接合させて金属ライナー3を形成し、金属ライナー3の外表面に繊維強化樹脂2を一体化させる。
(もっと読む)
ガス容器製造方法及びガス容器
【課題】樹脂ライナと繊維強化樹脂層との間の滞留ガスに起因する繊維強化樹脂層の白濁化と滞留ガスの放出音の発生を防止するガス容器製造方法、及びガス容器を提供する。
【解決手段】未硬化のエポキシ樹脂を含浸させた強化繊維をガス容器1の樹脂ライナ2に巻き付けて繊維強化樹脂層3を形成し(S101)、その繊維強化樹脂層3の表面にエポキシ分解溶媒を塗布して、繊維強化樹脂層3の最外層に位置する未硬化のエポキシ樹脂を揮発性分解物に分解する(S102)。そして、繊維強化樹脂層3を加熱して、繊維強化樹脂層3の内層のエポキシ樹脂を硬化させるとともに繊維強化樹脂層3の最外層の揮発性分解物を揮発させて除去する(S103)。これにより、繊維強化樹脂層3の最外層の厚みをコントロールし、繊維強化樹脂層3のガス透過率を適切な値に設定する。
(もっと読む)
ガス容器製造方法、ガス容器製造装置、及びガス容器
【課題】繊維強化樹脂シェルの白濁化と滞留ガスの放出音の発生を防止するガス容器製造方法、ガス容器製造装置、及びガス容器を提供する。
【解決手段】ガス容器4の樹脂ライナ2の外面に樹脂を含浸させた強化繊維である含浸繊維Fbを巻き付けて下巻き層を形成し、その下巻き層の上に樹脂が含浸されていない強化繊維である未含浸繊維Faを巻き付けて上巻き層を形成する。そして、巻き付けにより下巻き層の含浸繊維Fbから染み出した樹脂を上巻き層の未含浸繊維Faに含浸させて、その後に、下巻き層と上巻き層の樹脂を硬化させて繊維強化樹脂シェル3を形成する。これにより、繊維強化樹脂シェル3の最外層に形成される樹脂層の厚さを薄くして、繊維強化樹脂シェル3のガス透過性を向上させる。
(もっと読む)
タンクへの繊維巻付け方法およびその装置
【課題】タンクに繊維を巻き付ける際における当該繊維のすべりや弛みを抑制する。
【解決手段】繊維3の巻付け対象たるタンク2のうち少なくとも繊維3が巻き付けられる領域に磁界を形成する磁界発生装置4と、該磁界発生装置4により形成される磁界Bの向きを変化させる磁界方向調整装置5と、繊維3がタンク2に押し付けられる方向に当該繊維3に対して通電する電圧印加装置とを備える。タンク2を磁界B中に配置し、繊維3がタンク2に押し付けられる方向へと当該繊維3に通電しながらこの繊維3をタンク2の外周に巻き付ける。通電量を制御して繊維3がタンク2に押し付けられる力を調節することが好ましい。
(もっと読む)
FRP成形体の製造方法及び加熱装置
【課題】繊維強化プラスチック層の内層の高Vf化を抑制できるFRP成形体の製造方法及びそれに用いられる加熱装置を提供する。
【解決手段】FRP成形体の製造方法は、マンドレル10の周囲に樹脂含浸繊維層11を形成する工程(a)と、該樹脂含浸繊維層の厚さ方向に、外層側が高温で内層側が低温となる温度勾配を生じさせた状態で、樹脂含浸繊維層11を昇温させる工程(b)とを備える。また、加熱装置は、加熱炉30と、周囲に樹脂含浸繊維層11が形成されたマンドレル10を加熱炉内において支持する支持部32と、加熱炉内を加熱するヒータ31と、加熱炉内に配置されるマンドレル内に冷媒を循環させる冷媒循環機34とを備える。
(もっと読む)
ゴルフクラブ用シャフトの製造方法
【課題】本発明は、傷をつけることなく、ゴルフクラブ用シャフトからマンドレルを引き抜くことができるゴルフクラブ用シャフトの製造方法を目的とする。
【解決手段】本発明は、以下の(1)〜(6)を行うゴルフクラブ用シャフトの製造方法である。(1)プリプレグをマンドレルの太径側端部が露出するようにマンドレルに巻きつけて積層してプリプレグ積層体を得る、(2)プリプレグ積層体の末端部とマンドレルにテープ状プリプレグを巻きつけて補強部3を形成する、(3)加熱硬化して、マンドレル上に補強部3の付いたシャフトを得る、(4)マンドレルの太径側端部を通すが補強部3を通さない穴を設けた部材4を、マンドレルの太径側端部から入れ、補強部3に装着する、(5)穴を設けた部材4を支持し、前記マンドレルをシャフト1から引き抜く、(6)補強部3を含むシャフト1の末端部分を切断する。
(もっと読む)
熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置
【課題】ドロップ光ケーブル用テンションメンバーなどとして用いられる熱可塑性樹脂被覆FRP線条物の外径を長尺に亘って精度よく整径して製造する方法及び製造装置を提供すること。
【解決手段】熱可塑性樹脂被覆FRP線条物素線の外径よりも径大の透孔とテーパー角が90〜150度の切削刃とを備えた予熱ダイスを通過させて熱可塑性樹脂被覆層の外周を加熱軟化させ、次いで該予熱ダイスよりも低温に保たれ素線の外径よりも径小の透孔を備えた第1の整径ダイス及び第2の整径ダイスを順次通過させて熱可塑性樹脂被覆層の外径を整径する熱可塑性樹脂被覆FRP線条物の製造方法及び製造装置である。
(もっと読む)
飛行機のための改良された複合樹脂窓枠構造物
複合樹脂の飛行機胴体に設置するための複合樹脂窓枠(1)と、それを生産する方法。この複合樹脂窓枠は、航空機の窓用透明部材を受けて堅固に取付けるための内側フランジ(2)と、飛行機の胴体構造に接続するように適合された外側フランジ(3)とを有する。枠は、当該構造に対して垂直な、さらに別のフランジ等のさらに別の強度向上部材を何ら必要としない、ほぼ平坦な構成を有する。複合樹脂窓枠は、窓用透明部材を複合樹脂胴体に堅固に取付けるのに十分な強度を有する。  (もっと読む)
(もっと読む)
繊維強化プラスチック製プリフォームの成形方法
【課題】連続繊維を含んだ繊維強化プラスチックの型成形を可能にするとともに、脱型後の製品の変形を防止する。
【解決手段】ワークWとして、連続繊維強化プラスチック製の原反6,7の間に樹脂シート8を介装したものを用いる。樹脂シート8は原反6,7のマトリクス樹脂よりも熱硬化が速い。まず、ワークWと金型1を予備加熱するとともに、ワークホルダ10によってワークWの周縁部を挟持する。そして、ワークWの粘度が型成形可能な値まで低下した段階で金型1によるワークWのプレスを開始する。その際、ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされる。最後に、型成形されたプリフォームPを加熱して固化させる。
(もっと読む)
FRP製成形品、その成形方法並びにその成形型
【課題】品質がばらつかず、接着強度の高いFRP製成形品、その成形方法ならびにその成形型を提供する。
【解決手段】コア材2の外側に繊維材3および樹脂材4からなる少なくとも1層の表皮を接合したFRP製成形品1であって、コア材2の周囲を覆う繊維材3の端部同士を、当該繊維材3のコア材側である内側面8同士で接合させたフランジ部9を有することを特徴とする。
(もっと読む)
圧力容器
圧力負荷された流動性またはガス状の媒体のための圧力容器であって、巻き体として被着されかつ合成樹脂内に埋め込まれている繊維から成る第1の補強部(22)が設けられており、第1の補強部(22)に対して付加的に第2の補強部(23)が設けられており、該第2の補強部(23)が、第1の補強部(22)の破断伸びよりも小さな破断伸びを有しており、第1の補強部(22)がそれ自体単独で、圧力容器(20)内の媒体の圧力から生ぜしめられる力を全体的に受け止めるために十分であり、第2の補強部(23)の破断を表示するための手段が設けられている圧力容器(20)が提供される。 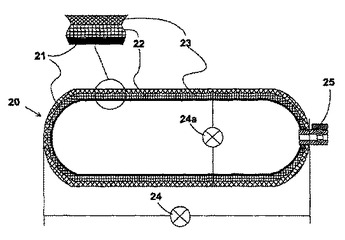 (もっと読む)
(もっと読む)
長物の強度及び反発力の増加加工技術
【課題】釣竿やゴルフクラブシャフトやテニスのラケットや野球の木製バットや陸上競技の棒高飛びのバーやヨットのマスト等の長物製品の強度や反発力を更に増す方法の提供。
【解決手段】本体1に巻付け物2を巻付けた後に繊維を巻付けた場合は、巻付けた繊維の上から樹脂類を塗って沁み込ませ乾燥させる。次に、縦方向断面に見るように、巻付け物2と巻付け物2との間に谷が生じるのでその谷を埋めるべく樹脂類を流し込み3の谷を埋める(山を頂点にして)その円周方向を滑らかにして次の巻付けを円滑にする。また本体に針金やワイヤーを巻付ける場合は3の谷を埋める(山を越して)には適宜の量のプラスチック類を流し込み滑らかに円周方向を成型し、適宜の回数巻付けて必要な強度と反発力を得る。
(もっと読む)
FRP成形体の補強構造及びその製造方法
【課題】FRP補強体のFRP成形体への接着時の作業性を向上し、また比較的廉価の汎用型を用いてFRP補強体の補強体側片の高さを容易に変更可能とし、長手方向に直交する断面形状の自由度の高いFRP補強体を作製する。
【解決手段】FRP成形体22が曲面を有する板状に成形される。FRP補強体16は、FRP成形体22の曲面にこの曲面に沿って所定の方向に延びて設けられ、かつFRP補強体16の長手方向に直交する断面がFRP成形体22とともに閉断面に形成される。このFRP補強体16の補強体主部16aが平面帯状に形成される。補強体主部16aの両側縁に一対の補強体側片16b,16bがそれぞれ連設され、これらの補強体側片16b,16bの他側縁がFRP成形体22の曲面に沿う曲線にそれぞれ形成される。
(もっと読む)
プロペラシャフト
【課題】
本発明は、耐熱性に優れ、150℃を超える温度下で使用しても力学的物性の低下が極めて少ないプロペラシャフトを提供せんとするものである。
【解決手段】
本発明のプロペラシャフトは、本体筒と、この本体筒の両端部に装着された継手とを有するプロペラシャフトにおいて、前記本体筒が、熱硬化性樹脂を補強繊維で強化してなる繊維強化プラスチックからなり、かつ、該繊維強化プラスチックの25℃環境下での静的ねじり強度をT1、150℃環境下での静的ねじり強度をT2としたとき、T2/T1≧0.83であることを特徴とするものである。
(もっと読む)
プロペラシャフトおよびその製造方法
【課題】高い共振周波数仕様のFRP筒体で構成されたプロペラシャフトにおいて、毛羽発生や糸切れ発生を防止し、設計通りの共振周波数、捩り強度を発現する層構成としたプロペラシャフトおよびその製造方法を提供する。
【解決手段】内径が50〜100mmで、筒軸方向に対して0°、45°、90°の層とを有し、少なくとも引張弾性率230〜900Gpaの強化繊維を含み、中央部の厚みが1.5〜5mmであるFRP筒体に継手要素が結合されてなることを特徴とするプロペラシャフト。
(もっと読む)
21 - 40 / 46
[ Back to top ]